一种聚乙烯发泡挤出成型装置及方法与流程
1.本发明涉及聚乙烯发泡技术领域,尤其涉及一种聚乙烯发泡挤出成型装置及方法。
背景技术:
2.聚乙烯也称为pe,是乙烯经聚合制得的一种热塑性树脂,在实际的生产及应用中,具有广泛的前景,例如聚乙烯在家具和工艺品的应用中,可以作为家具组装过程中的配套板材,或者是作为地垫,也可以作为组装工艺品的重要配件,而pe在发泡中可以通过物理挤出发泡的方式进行生产,即将惰性气体在压力下溶于塑料熔体或糊状物中,再经过减压释放出气体,从而在塑料中形成气孔而发泡。
3.中国专利cn208914556u公开了一种提高聚乙烯化学交联发泡材阻燃性能的挤出设备,包括主体,所述主体的外部安装有外壳,所述外壳的上端设置有进料口,所述外壳的一端设置有液压杆,且液压杆的一端设置有伸缩板,所述液压杆的下方设置有电动机,所述主体的内部安装有螺旋推送杆,所述主体的两相对内壁上均安装有加热管,所述主体的一侧内壁上安装有冷却板,所述冷却板的内部设置有挤出口,所述螺旋推送杆的下方设置有通风槽,且通风槽的一端安装有吹风扇,所述通风槽的另一端安装有抽风扇,所述吹风扇和抽风扇之间设置有散热片,所述主体的底部安装有底座。本实用新型挤出均匀,在螺旋推送杆工作时有效散热,降温效果好,防止温度过高导致机器损坏。
4.但是该类设备中存在如下问题:1.在实际使用中,该类设备在进行物理发泡时,需要将惰性气体混入到熔体中,再通过螺杆的旋转传动中,使惰性气体溶于熔体中,但是惰性气体在螺杆的传动中,若旋转传动时间较短会导致混合不均匀,若时间长会导致熔体产生老化影响pe发泡的成型质量;2.而在充入惰性气体中,会在气体冲压下,使溶体产生回流,进而导致回流的熔体中会包含小部分长期回流存在的熔体物料,该部分物料会在回流的影响下,在机筒的内部存在过长的时间即多次循环,进而会导致该部分熔体物料产生老化,影响pe发泡的成型质量。
技术实现要素:
5.本发明的目的是针对现有技术的不足之处,提供一种聚乙烯发泡挤出成型装置,通过推动台的上升平整状态会随着移动管的上升对熔体物料充气回流进行周期性传输推动,而推动台的下降折叠状态不会随着移动管的下降带动熔体物料回流,从而减少熔体物料的多次充气回流的状态,减少熔体物料的循环老化次数。
6.为实现上述目的,本发明提供如下技术方案:一种聚乙烯发泡挤出成型装置,包括:支撑单元;熔料单元,用于对颗粒物料进行加热成熔体物料的所述熔料单元设置在所述支撑
单元的顶部;挤出单元,用于对熔料进行挤出成型的所述挤出单元设置在熔料单元的底部;所述挤出单元包括用于传输熔体物料的挤出螺杆,所述挤出螺杆设置在所述挤出单元的内部,所述挤出螺杆的内部设置有用于前进推动熔体物料的推动台,所述推动台的底面通过中杆和移动管活动连接,所述中杆的侧部设有连板,所述连板用于控制推动台进行前进平推后退折叠;控制单元,用于对所述挤出单元内部的熔体进行推动的所述控制单元设置在所述挤出单元的侧部。
7.优选的,所述连板以移动管的中线对称分布,对称分布的所述移动管的底部分别设有调整杆和从动杆,所述推动台的底部通过中杆和移动管的安装槽活动连接;所述挤出螺杆顶部的内侧设有顶出柱,所述顶出柱通过挤出螺杆和挤出机头连接。
8.优选的,所述挤出单元还包括气体输入单元,所述气体输入单元通过气体输入管分别和挤出单元和控制单元导通连接;所述移动管的表面沿其轴向均匀分布有通气孔,所述通气孔和单向通气管导通连接,所述单向通气管设置在移动管的内部,所述单向通气管的内部设有表面开设有气孔的横板,所述横板的侧部通过限制侧板和单向通气管的内壁焊接,所述限制侧板远离移动管内壁的一侧设有斜口,所述斜口和单向块相配合,所述单向块通过弹性连块和横板弹性连接。
9.优选的,所述控制单元包括挤出动力单元,所述挤出动力单元设置在支持单元的顶部,所述挤出动力单元通过其输出轴和主动盘传动连接,所述主动盘的顶部传动连接有从动盘;所述从动盘远离挤出单元的侧部设有凸起环,所述凸起环内壁的内侧传动连接有至少一组内联轮,所述从动盘的中心活动卡接有内盘,所述移动管、调整杆以及从动杆分别和内盘表面的相应通孔滑动连接,所述从动盘的顶部设有若干个凸起板。
10.优选的,所述内联轮以移动管的中线对称设置,所述内联轮通过穿柱分别与一级凸轮圆柱、二级凸轮圆柱传动连接,所述一级凸轮圆柱的表面环绕有一级螺旋槽,所述二级凸轮圆柱的表面环绕有二级螺旋槽;所述二级螺旋槽通过调整联动杆和套筒板以及调整杆连接,所述移动管的底部设有中部联动板,所述从动杆通过其底部套环和移动管滑动连接,所述套环的上下两侧分别设有限制筒和弹块,所述弹块的上下两侧分别设有套环和套筒板,所述一级螺旋槽通过主联动杆和一级凸轮圆柱传动连接。
11.优选的,所述套筒板套接在移动管的表面,所述套筒板的底部设有环板,所述环板套接在移动管的表面,所述环板通过设置在其周围的弹性单元和中部联动板弹性连接;所述一级螺旋槽通过充气联杆和充气支撑柱滑动连接,所述充气支撑柱的底部连接在控制单元的内壁,所述充气联杆远离一级凸轮圆柱的一侧固定套接有充气塞。
12.优选的,所述充气塞通过透气板和充气筒活动连接,所述充气筒通过密封腔和移动管活动密封连接,所述气体输入管和充气筒的内壁导通连接;所述内盘通过盘柱和控制单元的内壁固定连接,所述二级螺旋槽的规格是一级螺
旋槽的双倍。
13.优选的,所述支撑单元包括移动轮,所述支撑单元的底部设有至少一组移动轮,所述移动轮的内侧设有固定座,所述支撑单元的顶部设有支撑架;所述支撑架支撑设置在熔料单元和挤出台板的底部,所述挤出台板通过固定背板和控制单元以及挤出动力单元焊接。
14.优选的,所述熔料单元包括动力单元,所述动力单元通过联动单元和传动螺杆,所述传动螺杆的外侧设有熔料机筒;所述熔料机筒通过下料口和挤出单元导通连接,所述传动螺杆通过其顶部的输送料口和控料口导通连接,所述联动单元的外侧设有联动箱,所述动力单元输出轴的外侧设有盖板。
15.本发明还提供一种应用聚乙烯发泡挤出成型装置进行聚乙烯发泡成型的生产方法,包括:步骤一、重力送料:料仓内部的颗粒物料在重力牵引下落到熔料机筒的内部;步骤二、机筒熔料:加热单元控制加热罩加热,使与加热罩相连接的熔料机筒被加热,使熔料机筒内部颗粒物料被加热到熔体状态;步骤三、发泡处理:熔料机筒内部的溶体会在传动螺杆的传送下,落入到挤出单元的内部再通过气体输入管将惰性气体输入到熔体物料的外侧;步骤四、打压充气:充气塞的挤压充气下,使移动管内部的惰性气体会通过通气孔输入到熔体物料的内部;步骤五、周期推搅:推动台的前进平推后退折叠使溶体物料内外侧的惰性气体被推动混合;步骤六、挤出成型:挤出螺杆和顶出柱将混入惰性气体的熔体物料进行输送,使输送的物料被挤出机头挤出成型。
16.本发明的有益效果在于:(1)本发明的内联轮通过其表面设置的一级螺旋槽和二级螺旋槽分别带动与之连接的主动联杆和调整联动杆做滑动上下运动,进而使推动台的上升平整状态会随着移动管的上升对熔体物料充气回流进行周期性传输推动,而推动台的下降折叠状态不会随着移动管的下降带动熔体物料回流,从而减少熔体物料的多次充气回流的状态,减少熔体物料的循环老化次数。
17.(2)本发明通过将中空的移动管设置在熔体物料的内部,将气体输入管分别接入到挤出单元的内部以及和移动管连接的充气筒的内部,中空的移动管通过单向通气管和通气孔,将惰性气体从熔体物料的内部向外灌出,进而通过内外两侧的惰性气体的输入,可以提高熔体物料整体和惰性气体的接触几率,提高混合的效率,且上升展开的推动台会在上升移动中使内侧的惰性气体充分被推动分散到熔体物料的内部提高物料的发泡均匀程度,而充气联杆通过插杆插入到一级螺旋槽的内部,使充气联杆随着一级螺旋槽进行上下运动,充气联杆连接的充气塞会在上下运动中对充气筒的内部进行充气,便于移动管内部的惰性气体在外加充气的灌入下被充分的冲入熔体物料的内部,提高惰性气体和物料混合程度。
18.(3)本发明通过将单向通气管沿挤出螺杆的输送方向倾斜设置,并且结合在单向
通气管的内部设有对移动管外侧向移动管内侧起到单向阻挡作用的单向块和限制侧板,可以有效的减少移动管外侧的熔体物料流入到移动管的内部,从而提高设备的使用寿命。
19.综上所述,本发明具有惰性气体混合均匀和老化回流少的优点。
附图说明
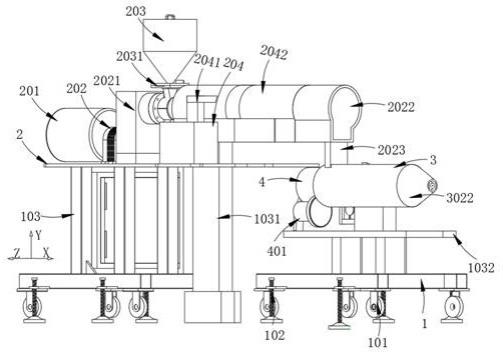
20.图1为本发明整体结构示意图;图2为熔料单元结构示意图;图3为图2中a部分的放大结构示意图;图4为图2中b部分的放大结构示意图;图5为图4中c部分的放大结构示意图;图6为挤出单元结构示意图;图7为图6中d部分的放大结构示意图;图8为图6中e部分的放大结构示意图;图9为图8中f部分的放大结构示意图;图10为内盘结构示意图;图11为从动盘和内盘连接示意图;图12为移动管内部结构示意图;图13为单向通气管内部结构示意图;图14为本发明的工艺流程图。
21.图中:1、支撑单元;101、移动轮;102、固定座;103、支撑架;1031、机筒支撑腿;1032、挤出台板;10321、固定背板;2、熔料单元;201、动力单元;202、盖板;2021、联动箱;20211、联动单元;20212、传动螺杆;2022、熔料机筒;2023、下料口;203、料仓;2031、控料口;20311、控制板;2032、输送料口;204、加热单元;2041、导线;2042、加热罩;3、挤出单元;301、气体输入单元;3011、气体输入管;3012、气压表;302、挤出螺杆;3021、顶出柱;3022、挤出机头;303、移动管;3031、安装槽;30311、中杆;30312、推动台;30313、连板;30314、调整杆;30315、从动杆;30316、弹块;30317、限制筒;3032、密封腔;3033、单向通气管;30331、单向块;30332、弹性连块;30333、横板;30334、限制侧板;304、通气孔;4、控制单元;401、挤出动力单元;4011、主动盘;4012、外罩;4013、从动盘;40131、凸起环;4014、内盘;40141、盘柱;40142、凸起密封圈;40143、刮板密封环;402、凸起板;4021、平衡头;403、内联轮;4031、穿柱;4032、一级凸轮圆柱;40321、二级凸轮圆柱;4033、一级螺旋槽;40331、二级螺旋槽;404、调整联动杆;4041、套筒板;405、主联动杆;4051、中部联动板;4052、弹性单元;4053、环板;406、充气联杆;4061、充气支撑柱;4062、充气塞;407、充气筒;4071、透气板。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、
ꢀ“
右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、
“ꢀ
顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.此外,术语“第一”、
ꢀ“
第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
25.实施例一如图1-4和图7-8所示,本实施提供一种聚乙烯发泡挤出成型装置,包括:支撑单元1;熔料单元2,用于对颗粒物料进行加热成熔体物料的所述熔料单元2设置在所述支撑单元1的顶部;挤出单元3,用于对熔料进行挤出成型的所述挤出单元3设置在熔料单元2的底部;所述挤出单元3包括用于传输熔体物料的挤出螺杆302,所述挤出螺杆302设置在所述挤出单元3的内部,所述挤出螺杆302的内部设置有用于前进推动熔体物料的推动台30312,所述推动台30312的底面通过中杆30311和移动管303活动连接,所述中杆30311的侧部设有连板30313,所述连板30313用于控制推动台30312进行前进平推后退折叠;控制单元4,用于对所述挤出单元3内部的熔体进行推动的所述控制单元4设置在所述挤出单元3的侧部。
26.其中,所述连板30313以移动管303的中线对称分布,对称分布的所述移动管303的底部分别设有调整杆30314和从动杆30315,所述推动台30312的底部通过中杆30311和移动管303的安装槽3031活动连接,移动管303的安装槽3031和中杆30311通过螺杆螺纹穿孔连接,使中杆30311活动套接在螺杆的外侧;所述挤出螺杆302顶部的内侧设有顶出柱3021,所述顶出柱3021通过挤出螺杆302和挤出机头3022连接,挤出螺杆302优选为中空螺旋结构,且挤出螺杆302的底部连接在从动盘4013的表面,使从动盘4013带动挤出螺杆302进行旋转运动。
27.其中,所述挤出单元3还包括气体输入单元301,所述气体输入单元301通过气体输入管3011分别和挤出单元3和控制单元4导通连接;气体输入单元301优选为惰性气体充气机;所述移动管303的表面沿其轴向均匀分布有通气孔304,所述通气孔304和单向通气管3033导通连接,所述单向通气管3033设置在移动管303的内部,所述单向通气管3033的内部设有表面开设有气孔的横板30333,所述横板30333的侧部通过限制侧板30334和单向通气管3033的内壁焊接,所述限制侧板30334远离移动管303内壁的一侧设有斜口,所述斜口和单向块30331相配合,所述单向块30331通过弹性连块30332和横板30333弹性连接,弹
性连块30332优选为弹性橡胶块或者是弹簧。
28.需要补充的是:通过将中空的移动管303设置在熔体物料的内部,将气体输入管3011分别接入到挤出单元3的内部以及和移动管303连接的充气筒407的内部,中空的移动管303通过单向通气管3033和通气孔304,将惰性气体从熔体物料的内部向外灌出,进而通过内外两侧的惰性气体的输入,可以提高熔体物料整体和惰性气体的接触几率,提高混合的效率,且上升展开的推动台30312会在上升移动中使内侧的惰性气体充分被推动分散到熔体物料的内部提高物料的发泡均匀程度。
29.而充气联杆406通过插杆插入到一级螺旋槽4033的内部,使充气联杆406随着一级螺旋槽403进行上下运动,充气联杆406连接的充气塞4062会在上下运动中对充气筒407的内部进行充气,便于移动管303内部的惰性气体在外加充气的灌入下被充分的冲入熔体物料的内部,提高惰性气体和物料混合程度。
30.通过将单向通气管3033沿挤出螺杆302的输送方向倾斜设置,并且结合在单向通气管3033的内部设有对移动管303外侧向移动管303内侧起到单向阻挡作用的单向块30331和限制侧板30334,可以有效的减少移动管303外侧的熔体物料流入到移动管303的内部,从而提高设备的使用寿命。
31.如图5-10所示,所述控制单元4包括挤出动力单元401,所述挤出动力单元401设置在支持单元1的顶部,所述挤出动力单元401优选为三相异步减速电机,所述挤出动力单元401通过其输出轴和主动盘4011传动连接,所述主动盘4011的顶部传动连接有从动盘4013;所述主动盘4011和从动盘4013优选为齿轮;所述从动盘4013远离挤出单元3的侧部设有凸起环40131,所述凸起环40131内壁的内侧传动连接有至少一组内联轮403,所述内联轮403的数目为两个,所述凸起环40131的内侧设有齿牙,所述内联轮403优选为齿轮,所述内联轮403和凸起环40131的齿牙啮合连接,所述从动盘4013的中心活动卡接有内盘4014,使内盘4014不随着从动盘4013进行运动,所述移动管303、调整杆30314以及从动杆30315分别和内盘4014表面的相应通孔滑动连接,所述从动盘4013的顶部设有若干个凸起板402,所述凸起板402的顶部设有平衡头4021,需要说明的是:平衡头4021设置在挤出螺杆302的内侧,当平衡头4021随着从动盘4013进行旋转,进而当气体输入管3011的气体输入过大时会带动物料进行横向的冲击,而旋转的平衡头4021可以将中空的挤出螺杆302内部的横向冲击的熔体物料进行旋转转化,减少物料横向冲击的行程,防止多次循环物料的沉底。
32.其中,所述主动盘4011和从动盘4013的外侧均设有外罩4012,所述内联轮403以移动管303的中线对称设置,所述内联轮403通过穿柱4031分别与一级凸轮圆柱4032、二级凸轮圆柱40321传动连接,穿柱4031的底部通过轴承和控制单元4的内壁转动连接,所述一级凸轮圆柱4032的表面环绕有一级螺旋槽4033,所述二级凸轮圆柱40321的表面环绕有二级螺旋槽40331;所述二级螺旋槽40331通过调整联动杆404和套筒板4041以及调整杆30314连接,所述移动管303的底部设有中部联动板4051,所述从动杆30315通过其底部套环和移动管303滑动连接,所述套环的上下两侧分别设有限制筒30317和弹块30316,所述弹块30316的上下两侧分别设有套环和套筒板4041,所述限制筒30317和弹块30316优选为弹性橡胶材料构成,且二者起到对套环和套筒板4041运行行程进行支撑限制的作用,所述一级螺旋槽
4033通过主联动杆405和一级凸轮圆柱4032传动连接,从动杆30315和调整杆30314的长度不一致。
33.其中,所述套筒板4041套接在移动管303的表面,所述套筒板4041的底部设有环板4053,所述环板4053套接在移动管303的表面,所述环板4053通过设置在其周围的弹性单元4052和中部联动板4051弹性连接,弹性单元4052优选为弹簧;所述一级螺旋槽4033通过充气联杆406和充气支撑柱4061滑动连接,所述充气支撑柱4061的底部连接在控制单元4的内壁,所述充气支撑柱4061通过其顶部的套环和充气联杆406滑动连接,所述充气联杆406的形状为“z”字形,所述充气联杆406远离一级凸轮圆柱4032的一侧固定套接有充气塞4062。
34.其中,所述充气塞4062通过透气板4071和充气筒407活动连接,所述透气板4071的表面均匀分布有气孔,所述充气筒407通过密封腔3032和移动管303活动密封连接,所述密封腔3032和充气筒407的连接处设有密封圈,所述气体输入管3011和充气筒407的内壁导通连接,气体输入管3011的表面导通设有气压表3012;所述内盘4014通过盘柱40141和控制单元4的内壁固定连接,所述二级螺旋槽40331的规格是一级螺旋槽4033的双倍,二级螺旋槽40331和一级螺旋槽4033均由两条平轨和两条斜轨构成且两条平轨之间设有斜轨,所述一级螺旋槽4033的斜轨和平轨的运动行程相加相当于二级螺旋槽4033的单个斜轨或者是单个平轨的运动行程,所述移动管303、调整杆30314以及从动杆30315和内盘4014的连接处活动设有凸起密封圈40142,所述移动管303、调整杆30314以及从动杆30315靠近挤出螺杆302的一侧和内盘4014的连接处的外侧均设有刮板密封环40143。所述刮板密封环40143优选为硬橡胶材料构成,便于双层密封结构对移动管303、调整杆30314以及从动杆30315和内盘4014的连接处进行滑动密封,且刮板密封环40143会对移动管303、调整杆30314以及从动杆30315滑动表面的熔料进行刮除,防止其表面熔料落入到凸起密封圈40142的内部;需要说明的是:调整联动杆404和主动联杆405、充气联杆406均通过插杆分别与二级螺旋槽40331和一级旋转槽4033滑动连接,通过挤出动力单元401的驱动,使主动盘4011和从动盘4013随之运动,从动盘4013旋转运动会通过与之连接的凸起环40131带动内联轮403进行旋转,使旋转的内联轮403通过其表面设置的一级螺旋槽4033和二级螺旋槽40331分别带动与之连接的主动联杆405和调整联动杆404做滑动上下运动,主动联杆405的上下运动会带动中部联动板4051以及移动管上下运动,当调整联动杆404向上方运动时,其底部的套筒板4041会沿移动管303的表面向上滑动,此时与调整联动杆404顶部通过连板30313连接的推动台30312的一侧向上抬升,再通过推动台30312中部的活动设计,使推动台30312的另外一侧下降,下降的同时会推动其底部的从动杆30315向下下降,使与从动杆30315底部连接的套环沿移动管303的表面向下滑动,此时的一侧上升另外一侧的下降会使推动台30312折叠收起,当调整联动杆404向下运动时,该过程的运动方向相反,但推动台30312会再次处于折叠收起状态,调整联动杆404向上和向下运动时,都会使调整联动杆404处于二级螺旋槽40331的斜轨状态,而当调整联动杆404处于二级螺旋槽40331的平轨状态时,此时推动台30312恢复于平展状态,再配合二级螺旋槽40331是一级螺旋槽4033运动行程的两倍设计,当主动联杆405在一级螺旋槽的上升阶段的斜槽和上升阶段后的平轨时此时移动管303处于上升阶段
及上升停歇回转阶段,调整联动杆404位于二级螺旋槽40331的平轨阶段,当主动联杆405在一级螺旋槽的下降阶段的斜槽和下降阶段后的平轨时此时移动管303处于下降阶段及下降停歇回转阶段,调整联动杆404位于二级螺旋槽40331的斜轨阶段,即主动联杆405处于级螺旋槽的上升阶段的斜槽和上升阶段后的平轨时,会带动移动管303和其顶部的推动台30312向前运动靠近挤出机头3022,在该过程中调整联动杆404会位于二级凸轮圆柱40321的平轨状态,即实现了推动台30312在上升时平整,在下降时的收缩,而推动台30312的上升平整状态会随着移动管303的上升对熔体物料充气回流进行周期性传输推动,而推动台30312的下降折叠状态不会随着移动管303的下降带动熔体物料回流,从而减少熔体物料的多次充气回流的状态,减少熔体物料的循环老化次数。
35.如图1-4所示,所述支撑单元1包括移动轮101,所述支撑单元1的底部设有至少一组移动轮101,所述移动轮101的数目为八组,所述移动轮101的内侧设有固定座102,所述支撑单元1的顶部设有支撑架103;所述支撑架103支撑设置在熔料单元2和挤出台板1032的底部,所述熔料机筒2022的底板设有用于支撑的机筒支撑腿1031,所述挤出台板1032通过固定背板10321和控制单元4以及挤出动力单元401焊接。
36.其中,所述熔料单元2包括动力单元201,所述动力单元201优选为三相异步减速电机,所述动力单元201通过联动单元20211和传动螺杆20212,所述联动单元20211优选为皮带以及同步轮组成,同步轮设置在动力单元201的输出轴和传动螺杆20212靠近动力单元201的一侧,且两个同步轮之间通过皮带联动,所述传动螺杆20212的外侧设有熔料机筒2022;所述熔料机筒2022通过下料口2023和挤出单元3导通连接,所述传动螺杆20212通过其顶部的输送料口2032和控料口2031导通连接,所述控料口2031的中部设有抽拉控制料仓203下料的控制板20311,所述联动单元20211的外侧设有联动箱2021,所述动力单元201输出轴的外侧设有盖板202。所述熔料机筒2022和挤出单元3的外侧均设有加热罩2042,所述加热罩2042通过导线2041和加热单元204电连接,加热罩2042的内侧设有电阻丝,加热单元204优选为供电单元,通过供电单元使电阻丝供电加热,使电阻丝对熔料机筒2022内部的颗粒物进行溶解加热,使颗粒物被加热溶解为熔体。
37.实施例二如图14所示,本实施提供一种聚乙烯发泡挤出成型方法,该方法包括如下工作步骤:步骤一、重力送料:料仓203内部的颗粒物料在重力牵引下落到熔料机筒2022的内部;步骤二、机筒熔料:加热单元204控制加热罩2042加热,使与加热罩2042相连接的熔料机筒2022被加热,使熔料机筒2022内部颗粒物料被加热到熔体状态;步骤三、发泡处理:熔料机筒2022内部的溶体会在传动螺杆20212的传送下,落入到挤出单元3的内部再通过气体输入管3011将惰性气体输入到熔体物料的外侧;步骤四、打压充气:充气塞4062的挤压充气下,使移动管303内部的惰性气体会通过通气孔304输入到熔体物料的内部;步骤五、周期推搅:推动台30312的前进平推后退折叠使溶体物料内外侧的惰性气
体被推动混合;步骤六、挤出成型:挤出螺杆302和顶出柱3021将混入惰性气体的熔体物料进行输送,使输送的物料被挤出机头3022挤出成型。
38.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1