一种多孔反射部件成型设备及多孔反射部件的制作方法
1.本发明涉及背光板制造领域,尤其是涉及一种多孔反射部件成型设备及多孔反射部件。
背景技术:
2.背光模组是显示器面板的关键零组件之一,背光模组的功能在于供应充足的亮度与分布均匀的光源,使其能正常显示影像,其主要由光源、灯罩、反射部件、导光板、扩散板、增亮膜及外框等组件组装而成。
3.为了提高反射部件的生产效率,需要在自动化流水线上进行多孔反射部件的成型,现有技术中,在生产形状类似反射部件的板件时,为了避免板件变形,一般通过吸盘组件进行板件的搬运,而对于多孔反射部件而言,其表面凹凸不平,并且底部带有吸孔,无法使用通常的吸盘组件进行搬运。
4.例如,在中国专利文献上公开的“一种可实现led灯自动化包装的装置”,其公告号为cn110949747a,包括机架、led灯供料机构、包装盒供料机构、吸塑盒自动供料机构、机器人移载机构、以及机器人折盖机构,其中吸塑盒自动供料机构包括上料装置、分离装置和若干个载板,分离装置将单个吸塑盒分离出来并放置于载板上;机器人移载机构将led灯转移至吸塑盒内,并将吸塑盒转移至包装盒内,机器人折盖机构将包装盒进行折叠封装。该发明实现了led灯的全自动化包装,提高了包装效率,节约了人力成本;然而,该专利直接通过普通的吸盘对吸塑盒进行转移,若将该运送结构用于多孔反射部件的成型设备中,由于反射部件底部吸孔的存在,无法被吸盘吸起。
技术实现要素:
5.本发明是为了克服现有技术的吸塑成型设备中,一般通过吸盘组件运送吸塑后的产品,无法运送底部带有吸孔的多孔反射部件的问题,提供一种多孔反射部件成型设备及多孔反射部件,便于自动运送成型后的多孔反射部件。
6.为了实现上述目的,本发明采用以下技术方案:本发明,一种多孔反射部件成型设备,用于生产带有若干个凹腔的多孔反射部件,包括送卷机、烘烤机、一次成型机、二次成型机、收料台,以及用于将多孔反射部件从二次成型机的下模中抓取到收料台上的下料装置;下料装置包括下料抓盘、真空泵、以及若干个安装在下料抓盘上的下料抓头,下料抓头内设有吹气通道和吸气通道,吹气通道包括吹气通道进口和吹气通道出口,吸气通道包括吸气通道进口和吸气通道出口,吹气通道进口通过气管与真空泵的排气口连通,吸气通道的出口通过气管与真空泵的吸入口连通,下料抓头的下端设有用于贴合多孔反射部件凹腔侧壁的贴合部,吸气通道进口位于所述贴合部上,吹气通道出口位于所述下料抓头的下端面上。
7.本方案的的下料抓头通过真空泵对反射部件的凹腔侧面进行吸气,而非直接吸气产品底面,同时,由于真空的排气口还连接了吹气通道并从下料抓头的下端面向外吹气,可
以使得下料抓头在吸起反射部件的同时,吹出的气体还会进入到反射部件与成型的下模具之间,从而避免反射部件凹腔侧壁在受到侧向力时,与下模具的凸出部分产生摩擦,导致反射部件下侧产生磨损。
8.作为优选,吹气通道内设有吹气阀结构,吹气阀结构包括吹气阀芯,吹气阀芯朝向吹气通道出口移动时吹气阀结构使吹气通道关闭,吹气阀芯背向吹气通道出口移动时吹气阀结构使吹气通道打开;当吹气通道关闭时,由于无法吹出气体,即使真空泵处于打开状态,吸气通道也几乎不会进行吸气,而当吹气通道打开后,只有当吹气通道内的气体向外持续排出时,吸气通道才能进行持续吸气,该结构使得只有当气体能在反射部件下侧持续流出时,下料抓头才会吸起反射部件凹腔侧壁,由于此时气体已经将反射部件与下模具分离,因此在反射部件吸起过程中,不会与下模具产生摩擦。
9.作为优选,下料抓头的底部安装有吹气阀杆,吹气阀杆向上移动时使吹气通道打开;该结构使得下料抓头可以自动在移动到反射部件的凹腔中、吹气阀杆碰到反射部件凹腔后才开始吸起反射部件。
10.作为优选,吹气阀杆上连接有导向套,下料抓头的底部设有导向槽;所述导向套和导向槽可以确保吹气阀杆的运动方向与吹气阀芯的打开方向相同。
11.作为优选,导向套的底部安装有垫圈,垫圈位于反射部件的吸孔的外侧;所述垫圈一来可以起到缓冲作用,避免导向套在反射部件上产生压痕,二来可以起到密封作用,使得吹气通道吹出的气体可以完全经过吸孔进入反射部件的下侧,从而确保吸气通道开始吸气时,反射部件已经与下模具初步分离。
12.作为优选,吸气通道包括若干个在下料抓头下端周向均布的吸气通道进口,周向均布的吸气通道进口可以使反射部件的凹腔受力方向更均匀。
13.一种多孔反射部件,包括板体,板体上设有若干个吸塑形成的方形凹腔,方形凹腔的截面形状为斜度角为15
°‑
35
°
的梯形,方形凹腔的底部设有吸孔,光线照测到此反射部件的几何形状后利用几何形状的特型能够充分反射和利用减少光能的使用率,成型后的几何形状反射部件可自动化组装于直下式背光模组,大幅度的降低人工组装工时 ,且吸塑成型后的反射部件能够提供形状保持性优异的浅盘形状,适合于直下型背光单元、led照明单元用照明、车用显示的具有良好热定型的浅盘形状反射部件。
14.因此,本发明具有如下有益效果:(1)便于自动运送成型后的多孔反射部件;(2)在侧向吸起反射部件时,反射部件和下模具的凸起部分不会产生摩擦,减少了反射部件磨损的情况;(3)通过机械机构控制吹气阀结构的开启,更加稳定可靠。
附图说明
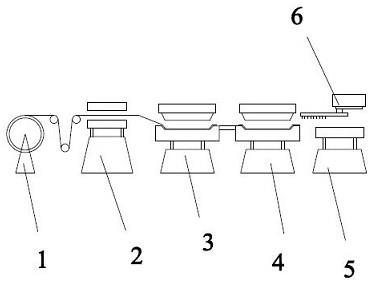
15.图1是本发明的一种整体结构示意图。
16.图2是本发明反射部件的一种结构示意图。
17.图3是本发明下料抓盘和反射部件的一种侧视示意图。
18.图4是本发明下料抓头和反射部件的一种局部放大的剖视图。
19.图中:1、送卷机
ꢀꢀ
2、烘烤机
ꢀꢀ
3、一次成型机
ꢀꢀ
4、二次成型机
ꢀꢀ
5、收料台
ꢀꢀ
6、下料装置
ꢀꢀ
7、板体
ꢀꢀ
8、方形凹腔
ꢀꢀ
9、吸孔
ꢀꢀ
10、下料抓盘
ꢀꢀ
11、真空泵
ꢀꢀ
12、下料抓头
ꢀꢀ
13、吹气通道
ꢀꢀ
14、吸气通道
ꢀꢀ
15、吹气通道进口
ꢀꢀ
16、吹气通道出口
ꢀꢀ
17、吸气通道进口
ꢀꢀ
18、吸
气通道出口
ꢀꢀ
19、吹气阀芯
ꢀꢀ
20、贴合部
ꢀꢀ
21、吹气阀杆
ꢀꢀ
22、导向套
ꢀꢀ
23、导向槽
ꢀꢀ
24、垫圈。
具体实施方式
20.下面结合附图与具体实施方式对本发明做进一步的描述。
21.如图1-4所示的实施例中,一种多孔反射部件成型设备,用于生产带有若干个凹腔的多孔反射部件,包括送卷机1、烘烤机2、一次成型机3、二次成型机4、收料台5,以及用于将多孔反射部件从二次成型机的下模中抓取到收料台上的下料装置6;一种多孔反射部件,由上述的多孔反射部件成型设备成型得到,包括板体7,板体上设有若干个吸塑形成的方形凹腔8,方形凹腔的截面形状为斜度角为15
°‑
35
°
的等腰梯形,方形凹腔的底部设有吸孔9,吸孔的形状为圆形,吸孔的直径小于凹腔底部的宽度。
22.下料装置包括下料抓盘10、真空泵11、以及若干个安装在下料抓盘上的下料抓头12,下料抓头内设有吹气通道13和吸气通道14,吹气通道包括吹气通道进口15和吹气通道出口16,吸气通道包括吸气通道进口17和吸气通道出口18,吹气通道进口通过气管与真空泵的排气口连通,吸气通道的出口通过气管与真空泵的吸入口连通;其中,吸气通道包括若干个在下料抓头下端周向均布的吸气通道进口,若干个吸气通道进口同时与同一个吸气通道出口连通;吹气通道在靠近抓头下端面处设有吹气阀结构,吹气阀结构包括吹气阀芯19,吹气阀芯下部与吹气通道之间设有互相挤压的挤压面,挤压面形成上大下小的开口,吹气阀芯朝向吹气通道出口移动时吹气阀结构使吹气通道关闭,吹气阀芯背向吹气通道出口移动时吹气阀结构使吹气通道打开。
23.下料抓头的下端设有用于贴合多孔反射部件凹腔侧壁的贴合部20,吸气通道进口位于所述贴合部上,吹气通道出口位于所述下料抓头的下端面上;下料抓头的底部安装有吹气阀杆21,吹气阀杆向上移动时使吹气通道打开,吹气阀杆包括横向杆和竖向杆,竖向杆固定安装在吹气阀芯中,横向杆上连接有导向套22,下料抓头的底部设有导向槽23,导向套可在导向槽中竖向移动,导向套的底部安装有垫圈24,垫圈位于反射部件的吸孔的外侧。
24.当需要成型完成的反射部件从二次成型台搬运到收料台上时,下料抓盘向下移动,并打开真空泵,真空泵开启后,在吹气通道内形成的气压将吹气阀结构关闭,使得吹气通道无法吹气,吹气通道不吹气后,由于气体无法喷出,吸气通道维持在常压状态,也不会进行吸气;下料抓头持续向下移动后,导向套底部的垫圈先接触到反射部件底部的凹腔,然后导向套在凹腔的挤压下向上移动,直到下料抓头下端与凹腔的内侧壁接触后,下料抓头停止向下移动;此时,由于吹气阀杆在导向套的带动下向上移动,吹气阀结构被打开,气体从吹气通道吹出,又因为导向套和反射部件之间形成了密封,吹出的气体会从吸孔进入反射部件的下侧,并在反射部件和下模具之间形成气体通道,初步分离反射部件和下模具;同时,由于气体从吹气通道吹出后,吸气通道内气体持续流向吹气通道,形成负压,吸气通道会吸起反射部件;待吸气通道吸起反射部件后,吸气通道进口被封闭,吹气通道也不再持续吹出气体,吹气通道维持在常压状态,此时,下料抓盘向上移动,并将反射部件带起,反射部件升起后,由于吹气通道维持在常压状态,而吸气通道处于负压状态,因此吹气阀结构仍处于打开状态,下料抓盘保持对反射部件的抓取状态;当下料抓盘移动到收料台上后,关闭真空泵,真空泵关闭后,吹气通道内的气体流向吸气通道,使吸气通道变回常压,此时,反射部
件在重力作用下落在收料台上,同时,导向套、吸气阀杆、吸气阀芯在重力作用下落下,使吸气阀结构关闭,以待下一次抓取动作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1