一种软管输送自动分配机的制作方法
1.本发明属于软管生产设备技术领域,具体涉及一种软管输送自动分配机。
背景技术:
2.现有技术中,软管制管机生产出来的软管管身为单支排列出来,而四头软管注肩机每次需要四支软管管身排列进入,目前采用人工将软管管身放到四头软管注肩机的上管装置上,工作效率低下。
3.因此,一种可以满足四头软管注肩机自动上管要求的软管输送自动分配机亟待提出。
技术实现要素:
4.为解决现有技术存在的缺陷,本发明提供一种软管输送自动分配机。
5.为了解决上述技术问题,本发明提供了如下的技术方案:
6.本发明提供一种软管输送自动分配机,包括送管输送带、二个安装板、第一分管机构和第二分管机构,所述二个二个安装板相互平行设置,所述第一分管机构包括第一传动轴、第一主动同步带轮、第一被动同步带轮、第一分管同步带、第一减速电动机、第一管托组和第二管托组,所述第二分管机构包括第二传动轴、第二主动同步带轮、第二被动同步带轮、第二分管同步带、第二减速电动机、第三管托组和第四管托组,所述第一传动轴、第二传动轴的轴向两端分别通过连接轴承转动安装于二个安装板之间,所述第一传动轴、第二传动轴的轴心相互平行;所述第一主动同步带轮传动套设于第一传动轴上,所述第一被动同步带轮空转套设于第二传动轴上,所述第一主动同步带轮与第一被动同步带轮通过第一分管同步带传动连接,所述第一减速电动机与第一主动同步带轮传动连接,所述第一管托组、第二管托组间隔安装于第一主动同步带轮上;所述第二主动同步带轮传动套设于第二传动轴上,所述第二被动同步带轮空转套设于第一传动轴上,所述第二主动同步带轮与第二被动同步带轮通过第二分管同步带传动连接,所述第二减速电动机与第二主动同步带轮传动连接,所述第三管托组、第四管托组间隔安装于第二主动同步带轮上。
7.作为本发明的一种优选技术方案,所述第一管托组包括第一管托、第二管托、第三管托和第四管托,所述第二管托组包括第五管托、第六管托、第七管托和第八管托,所述第三管托组包括第九管托、第十管托、第十一管托和第十二管托,所述第四管托组包括第十三管托、第十四管托、第十五管托和第十六管托。
8.作为本发明的一种优选技术方案,所述第一管托组、第二管托组、第三管托组、第四管托组中任意相邻二个管托的中心距离均与四头软管注肩机的芯棒的轴心距离相等。
9.作为本发明的一种优选技术方案,所述第一管托组、第三管托组、第二管托组、第四管托组沿顺时针方向间隔分布,且任意一个管托组的任意一个管托与送管输送带对齐时,位于其顺时针方向的下一个管托组与头软管注肩机上的上管工位上的四根芯棒对齐。
10.作为本发明的一种优选技术方案,所述第一管托组、第二管托组、第三管托组、第
四管托组中的每个管托包括管托座体,所述管托座体的中心贯穿管托座体设有管托连接孔,所述管托座体的上表面设有用于放置软管的凹槽,所述凹槽的两侧设有限位凸块。
11.本发明相较于现有技术,具有以下有益效果:
12.本发明向任意一个管托组中输送四根软管管身后,传送至头软管注肩机上的上管工位,然后由四头软管注肩机上的上管装置上管到四头软管注肩机的四根芯棒上,最后注肩,在注肩过程中,继续向位于该管托组顺时针方向的上一个管托组中输送四根软管管身,满足了软管制管机与四头软管注肩机的联机要求,大大提高工作效率。
附图说明
13.图1是本发明一种软管输送自动分配机的整体结构图;
14.图2是本发明一种软管输送自动分配机的安装板的结构示意图;
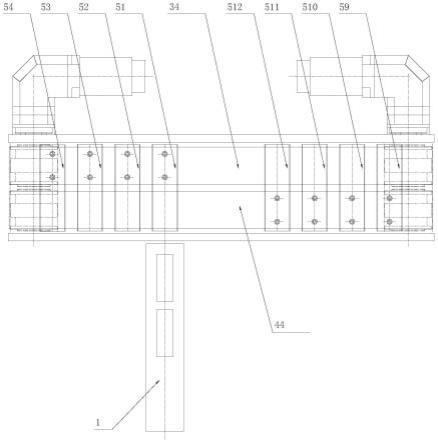
15.图3是本发明一种软管输送自动分配机的结构示意图;
16.图4是本发明一种软管输送自动分配机的第一管托组、第二管托组、第三管托组和第四管托组的结构示意图。
具体实施方式
17.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
18.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
19.实施例1
20.为了达到本发明的目的,如图1所示,在本实施例提供一种软管输送自动分配机,包括送管输送带1、二个安装板2、第一分管机构3和第二分管机构4,所述二个二个安装板2相互平行设置,所述第一分管机构3包括第一传动轴31、第一主动同步带轮32、第一被动同步带轮33、第一分管同步带34、第一减速电动机35、第一管托组和第二管托组,所述第二分管机构4包括第二传动轴41、第二主动同步带轮42、第二被动同步带轮43、第二分管同步带44、第二减速电动机45、第三管托组和第四管托组,所述第一传动轴31、第二传动轴41的轴向两端分别通过连接轴承转动安装于二个安装板2之间,所述第一传动轴31、第二传动轴41的轴心相互平行;所述第一主动同步带轮32传动套设于第一传动轴31上,所述第一被动同步带轮33空转套设于第二传动轴41上,所述第一主动同步带轮32与第一被动同步带轮33通过第一分管同步带34传动连接,所述第一减速电动机35与第一主动同步带轮32传动连接,所述第一管托组、第二管托组间隔安装于第一主动同步带轮32上;所述第二主动同步带轮42传动套设于第二传动轴41上,所述第二被动同步带轮43空转套设于第一传动轴31上,所述第二主动同步带轮42与第二被动同步带轮43通过第二分管同步带44传动连接,所述第二减速电动机45与第二主动同步带轮42传动连接,所述第三管托组、第四管托组间隔安装于第二主动同步带轮42上。
21.如图3所示,所述第一管托组包括第一管托51、第二管托52、第三管托53和第四管
托54,所述第二管托组包括第五管托55、第六管托56、第七管托57和第八管托58,所述第三管托组包括第九管托59、第十管托510、第十一管托511和第十二管托512,所述第四管托组包括第十三管托513、第十四管托514、第十五管托515和第十六管托516。所述第一管托组、第二管托组、第三管托组、第四管托组中任意相邻二个管托的中心距离均与四头软管注肩机的芯棒的轴心距离相等。所述第一管托组、第三管托组、第二管托组、第四管托组沿顺时针方向间隔分布,且任意一个管托组的任意一个管托与送管输送带对齐时,位于其顺时针方向的下一个管托组与头软管注肩机上的上管工位上的四根芯棒对齐。
22.如图4所示,所述第一管托组、第二管托组、第三管托组、第四管托组中的每个管托包括管托座体5,所述管托座体5的中心贯穿管托座体设有管托连接孔,所述管托座体的上表面设有用于放置软管的凹槽,所述凹槽的两侧设有限位凸块
23.下面对本发明的工作原理作进一步说明:
24.首先,送管输送带1将软管制管机生产出来的软管管身一支一支输送过来。
25.第一分管同步带34上的第一管托51对准送管输送带1输送时,第二分管同步带34上的第三管托组的第九管托59、第十管托510、第十一管托511和第十二管托512对准四头软管注肩机上的上管工位上的四根芯棒。
26.软管制管机生产出来的软管管身由送管输送带1输送,进入第一分管同步带1上的第一管托51,然后第一减速电动机35工作,将第二管托2对准送管输送带1输送,将软管管身送入第二管托2,然后第一减速电动机35工作,将第三管托3对准送管输送带1输送,将软管管身送入第三管托3,然后第一减速电动机35工作,将第四管托4对准送管输送带1输送,将软管管身送入管托4;这时第一减速电动机35和第二减速电动机45同时工作,第一分管同步带34上的第一管托51、第二管托52、第三管托53、第四管托54运转到原第二分管同步带44上的第九管托99、第一管托510、第一管托511、第一管托512的位置,对准四头软管注肩机上的上管工位上的四根芯棒,通过四头软管注肩机上的上管装置将第一管托51、第二管托52、第三管托53、第四管托54上的四根软管管身同时一次性的上到四头软管注肩机的芯棒上。而第二分管同步带44上的第十三管托513、第十四管托514、第十五管托515、第十六管托516运转到原第一分管同步带34上的第一管托51、第二管托52、第三管托53、第四管托54的位置,通过送管输送带将软管管身依次送入四个管托上。该动作依次循环。
27.本实施例向任意一个管托组中输送四根软管管身后,传送至头软管注肩机上的上管工位,然后由四头软管注肩机上的上管装置上管到四头软管注肩机的四根芯棒上,最后注肩,在注肩过程中,继续向位于该管托组顺时针方向的上一个管托组中输送四根软管管身,满足了软管制管机与四头软管注肩机的联机要求,大大提高工作效率。
28.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1