一种个性定制耳廓矫形器3D打印制造方法与流程
一种个性定制耳廓矫形器3d打印制造方法
技术领域
1.本发明涉及医疗器械技术领域,具体为一种个性定制耳廓矫形器3d打印制造方法。
背景技术:
2.近年来,国内新生儿耳廓畸形发病率高达43.5%,1周岁后仍有16.1%的耳畸形不能恢复正常,需要治疗,否则畸形将伴随终生。治疗方法有手术和矫形器两种,手术费用高、还会给患者带来伤痛,而矫形器治疗费用低、伤痛轻,因此,矫形器就成了大部分患者的首选。市场现有矫正器为多数是用传统的注塑方法批量生产,没有针对性,戴着不舒服,治疗效果不理想;近年来也有少数耳廓矫形器利用3d打印技术生产,但也存在一些问题。
3.例如,公开号为cn108371576a的专利《一种耳廓矫形器及其制备方法》,其所制备的耳廓矫形器是由多个零件组装得到,不是一体成型结构,在组装时步骤较为复杂;公开号为cn111067684a的专利《一种耳廓形态矫形器及其制备方法》,其通过3d打印直接获取的是模具,需要通过模具再制作矫形器,因此,无法直接通过3d打印直接获取矫形器产品。
4.因此,针对现有技术不足,提供一种个性定制耳廓矫形器3d打印制造方法以克服现有技术不足甚为必要。
技术实现要素:
5.针对背景技术中提出的现有耳廓矫形器在生产过程中存在的不足,本发明提供了一种个性定制耳廓矫形器3d打印制造方法,具备一体成型且、可定制化生产的优点,解决了上述背景技术中提出的问题。
6.本发明提供如下技术方案:一种个性定制耳廓矫形器3d打印制造方法,其特征在于,包括以下步骤:
7.步骤一、用高精度三维扫描仪采集患者耳廓三维数据并生成三维模型;
8.步骤二、将模型转入magics中,使用magics的模型修复功能,将残缺的反向三角面片、坏边、错误轮廓、缝隙、孔洞、壳体、干扰壳体等缺陷进行部分修复;
9.步骤三、依据上述模型,结合治疗目标,使用ug nx10.0建立一个目标耳朵模型,通过与目标耳朵模型相交、布尔相减产生一个具有耳朵内腔的矫形器模型;
10.步骤四、将设计好的矫形器模型导入form3打印机自带的软件中,选用医用透明柔性光敏树脂材料进行3d打印;
11.步骤五、打印好的耳廓矫形器先用无水乙醇清洗,然后使用矫形器支撑件将其支撑成型,并在紫外线中进行固化;
12.步骤六、对矫形器支撑处进行抛光处理,表面粗糙度ra值应≤0.5μm。
13.优选的,步骤一中所述三维扫描仪误差应≤1微米,应围绕耳部旋转扫描,采集完整的耳廓数据。
14.优选的,步骤四中所述医用透明柔性光敏树脂,硬度应≥90ha,透光率应≥80%。
15.优选的,步骤四中所述3d打印参数为:层厚25~100μm,激光功率250mw,光斑≤85μm,模型摆放角度45
°
。
16.优选的,步骤五中所述无水乙醇清洗的时长为3~5分钟,紫外线中固化时长为20~30分钟。
17.本发明具备以下有益效果:
18.1、本发明通过利用3d打印的技术将耳廓矫形器一体成型打印出来,摒弃了现有技术中使用多个零件组装的方式,避免了零件组装的复杂性以及耗时的问题,另外本技术制作耳廓矫形器的过程不需要制作模具,降低了耳廓矫形器生产的成本,且制造工艺简单、难度低,适于工业生产。
19.2、本发明通过设计电子版的模具控制耳廓矫形器的3d打印参数,不存在模具实物,因此可以根据不同患者的耳部形状设计匹配的耳廓矫形器,增大耳廓矫形器的精度,因此可以提高患者的矫正效果。
附图说明
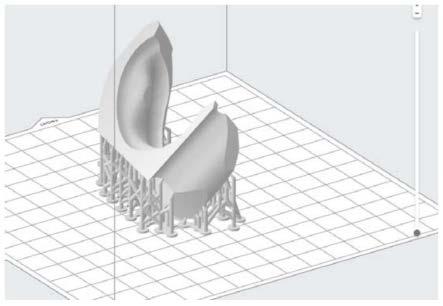
20.附图1为本发明的3d打印模型摆放示意图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.本发明实施例中所用医用透明柔性光敏树脂,硬度是90ha,透光率为80%,所需激光波长405nm。
23.实施例一:
24.获得的一种3d打印定制的耳廓矫形器,其一体成型,柔韧性好,尺寸精度高达0.2%,表面粗糙度ra是0.12μm。
25.制备工艺包括如下步骤:
26.步骤一、用高精度三维扫描仪采集患者耳廓三维数据并生成三维模型;
27.步骤二、将模型转入magics中,使用magics的模型修复功能,将残缺的反向三角面片、坏边、错误轮廓、缝隙、孔洞、壳体、干扰壳体等缺陷进行部分修复;
28.步骤三、依据上述模型,结合治疗目标,使用ug nx10.0建立一个目标耳朵模型,通过与目标耳朵模型相交、布尔相减产生一个具有耳朵内腔的矫形器模型。
29.步骤四、将设计好的矫形器模型导入form3打印机自带的软件中,用下面参数进行3d打印:层厚25μm,激光功率250mw,光斑85μm,模型摆放角度45
°
,材料选用医用透明柔性光敏树脂;
30.步骤五、打印好的耳廓矫形器先用无水乙醇清洗3分钟,再用矫形器支撑件去支撑,最后在紫外线中固化20分钟;
31.步骤六、对矫形器支撑处进行抛光处理,表面粗糙度ra值为0.12μm。
32.实施例二:
33.获得一种3d打印定制的耳廓矫形器,其一体成型,柔韧性好,尺寸精度高达0.3%,表面粗糙度ra是0.18μm。
34.制备工艺包括如下步骤:
35.步骤一、用高精度三维扫描仪采集患者耳廓三维数据并生成三维模型;
36.步骤二、将模型转入magics中,使用magics的模型修复功能,将残缺的反向三角面片、坏边、错误轮廓、缝隙、孔洞、壳体、干扰壳体等缺陷进行部分修复;
37.步骤三、依据上述模型,结合治疗目标,使用ug nx10.0建立一个目标耳朵模型,通过与目标耳朵模型相交、布尔相减产生一个具有耳朵内腔的矫形器模型。
38.步骤四、将设计好的矫形器模型导入form3打印机自带的软件中,用下面参数进行3d打印:层厚100μm,激光功率250mw,光斑85μm,模型摆放角度45
°
,材料选用医用透明柔性光敏树脂;
39.步骤五、打印好的耳廓矫形器先用无水乙醇清洗5分钟,再去支撑,最后在紫外线中固化30分钟;
40.步骤六、对矫形器支撑处进行抛光处理,表面粗糙度ra值是0.18μm。
41.在室温条件下,3d打印定制的耳廓矫形器的平均断裂强度、延伸率分别为16.15mpa,219.5%,此外表面粗糙度、硬度、弯曲、压缩性能及透明度,都满足t/camdi068—2021《增材制造耳部压力矫形器》的技术要求。
42.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
43.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1