一种冷推塑胶棒材生产模具的制造方法与流程
1.本发明涉及冷推塑胶棒材生产领域,具体涉及一种冷推塑胶棒材生产模具的制造方法。
背景技术:
2.随着国家提出“以塑代钢方针”以来,各种通用塑料、工程塑料、特种工程塑料市场发展逐步增长。为满足市场需求,国人自行设计的冷推挤出棒材模具,在艰苦卓绝、勇于探索的环境下推动冷推塑胶棒材发展。
3.塑胶棒材的种类有很多,比如常用于食品机械和防腐设备零件的制作的hdpe棒材和pe棒材;适用于化工机械、防腐设备的制齿轮及零件坯料的pa棒材;具有优异抗蠕变、抗应力松弛、耐磨和抗疲劳性能的pp棒材和聚丙烯pp棒材;耐磨性居塑料之冠的超高分子量聚乙烯棒材等等。
4.目前设计生产冷推棒材模具的供应商很少,都是各个塑胶棒材生产工厂自行设计,也没有明确的行业规范和要求,原则是可以顺利挤出并外观没有拉伤即可。再加上不同材料、不同棒径的棒材均采用相同设备更换模具生产,所以冷推棒材模具的好坏就决定了棒材的质量及成品率。目前冷推棒材模具普遍存在如下问题:(1)生产效率和生产良品率不高;(2)冷推棒材挤出后没有完全冷却,内部应力不能完全释放将导致棒材弯曲或翘曲;(3)内部应力未消除,导致后续机器加工容易产生开裂问题;(4)冷推棒材模具对不同材料生产的通用性低,同一棒径不同材料的棒材往往需要不同的模具进行生产。
技术实现要素:
5.针对现有技术的不足,本发明的目的在于提供一种生产效率和良品率高,后续加工不易开裂,能够适用abs、pa6、pom、pc、hdpe、pp、pe、pei、pps、peek等多种冷推棒材生产的冷推塑胶棒材生产模具的制造方法。
6.为了解决上述技术问题,本发明提供了这样一种冷推塑胶棒材生产模具的制造方法,包括:
7.棒材主模,棒材主模内开有挤压通道;
8.成型管定位板,成型管定位板为中空结构,设置于所述棒材主模右侧;
9.冷推棒材成型管,冷推棒材成型管内开有成型通道,冷推棒材成型管通过所述成型管定位板固定设置于棒材主模右侧,使所述挤压通道右侧与所述成型通道对接;
10.所述冷推棒材成型管的长度l由成型通道的直径φ确定:
11.当成型通道的直径φ为6mm-15mm时,冷推棒材成型管的长度l=1.72φ+165mm;
12.当成型通道的直径φ为16mm-100mm时,冷推棒材成型管的长度l=1.72φ+210mm;
13.当成型通道的直径φ为101mm-250mm时,冷推棒材成型管的长度l=1.75φ+225mm;
14.其中,成型通道的直径φ也即是塑胶棒材的直径。
15.可选地,所述冷推棒材成型管外开有螺纹温控通道;
16.可选地,所述冷推棒材成型管外还套设有水套,所述水套与所述螺纹温控通道形成可供液体流动的通道,从而对冷推棒材成型管的温度进行调控。
17.可选地,还包括有连接板和冷推棒材夹紧装置;所述冷推棒材夹紧装置由两半圆形块组成,冷推棒材夹紧装置位于冷推棒材成型管右侧;所述连接板一端与棒材主模固定连接,另一端连接所述冷推棒材夹紧装置。
18.可选地,还包括有第一定位螺栓和第二定位螺栓;所述第一定位螺栓穿过所述连接板连接于所述冷推棒材夹紧装置上,所述第二定位螺栓连接于所述连接板上,所述第二定位螺栓的前端顶住所述冷推棒材夹紧装置。通过第一定位螺栓和第二定位螺栓可以调整冷推棒材夹紧装置的相对位置,从而适应不同材质的棒材。
19.可选地,还包括出口固定板,所述出口固定板设置于冷推棒材夹紧装置右侧,并固定连接于连接板上。
20.优选地,所述冷推棒材成型管外还开有凹槽,所述凹槽位于所述螺纹温控通道左侧末端,所述凹槽深度深于所述螺纹温控通道深度。
21.优选地,所述成型通道喷涂铁氟龙高温材料,使得所述成型通道粗糙度保持在0.8左右,并在持续使用过程中,粗糙度基本保持不变,从而保持棒材质量的一致性。
22.优选地,所述挤压通道的形状从左往右依次为:圆柱体、圆锥体、圆柱体、圆锥体。
23.优选地,所述棒材主模采用不锈钢发热圈或不锈钢发热棒加热。
24.可选地,所述冷推棒材成型管可以并列设置一根或者一根以上,从而制成单棒或者多棒冷推塑胶棒材生产模具,与之对应地,所述棒材主模可以并列设置多个,或者在一个棒材主模中开设多个所述挤压通道。且当冷推棒材成型管设置为多根时,各冷推棒材成型管的长度及直径等可以不同,从而可以同时制备不同材质、不同棒径的塑胶棒材。
25.与现有技术相比,本发明的有益效果在于:
26.通过成型通道的直径φ来设计冷推棒材成型管的长度,从而使冷推的棒材有充分的时间与空间释放出内应力,保证冷推棒材挤出后不弯曲变形,也利用后续加工中不出现开裂问题;同时,避免了为充分消除应力而过分追求冷推棒材成型管长度,导致棒材生产效率不高、棒材表面容易产生拉伤的问题,提升了生产效率和良品率。模具设计过程中充分考虑了不同材质之间的性能差异,适用于abs、pa6、pom、pc、hdpe、pp、pe、pei、pp和peek等多种冷推棒材生产。
附图说明
27.为了更清楚的说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术中描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一种实施方式,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
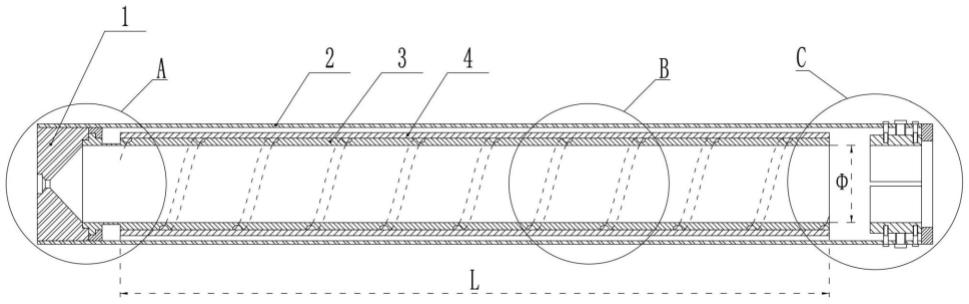
28.图1为本发明内部结构示意图;
29.图2为本发明图1中a处局部放大示意图;
30.图3为本发明图1中b处局部放大示意图;
31.图4为本发明图1中c处局部放大示意图。
32.附图中的标记为:1-棒材主模,2-连接板,3-冷推棒材成型管,4-水套,5-成型管定位板,6-冷推棒材夹紧装置,7-出口固定板,11-挤压通道,31-成型通道,32-螺纹温控通道,33-凹槽,61-第一定位螺栓,62-第二定位螺栓。
具体实施方式
33.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明具体实施方式中的技术方案进行清楚、完整的描述,以进一步阐述本发明,显然,所描述的具体实施方式仅仅是本发明的一部分实施方式,而不是全部的样式。
34.实施例1
35.如图1-4所示,本实施例中,制造直径为10mm单棒冷推塑胶棒材生产模具,并利用该模具分别试生产abs、hdpe和pp棒材。
36.一种冷推塑胶棒材生产模具的制造方法,包括:
37.棒材主模1,棒材主模1内开有挤压通道11;
38.成型管定位板5,成型管定位板5为中空结构,设置于所述棒材主模1右侧;
39.冷推棒材成型管3,冷推棒材成型管3内开有成型通道31,冷推棒材成型管3通过所述成型管定位板5固定设置于棒材主模1右侧,使所述挤压通道11右侧与所述成型通道31对接;
40.所述冷推棒材成型管3的长度l为:10*1.72+165=182.2mm。
41.其中,所述冷推棒材成型管3外开有螺纹温控通道32,所述冷推棒材成型管3外还套设有水套4,所述水套4与所述螺纹温控通道32形成可供液体流动的通道。
42.还包括有连接板2和冷推棒材夹紧装置6;所述冷推棒材夹紧装置6由两半圆形块组成,冷推棒材夹紧装置6位于冷推棒材成型管3右侧;所述连接板2一端与棒材主模1固定连接,另一端连接所述冷推棒材夹紧装置6。
43.还包括有第一定位螺栓61和第二定位螺栓62;所述第一定位螺栓61穿过所述连接板2连接于所述冷推棒材夹紧装置6上,所述第二定位螺栓62连接于所述连接板2上,所述第二定位螺栓62的前端顶住所述冷推棒材夹紧装置6。
44.还包括出口固定板7,所述出口固定板7设置于冷推棒材夹紧装置6右侧,并固定连接于连接板2上。
45.所述冷推棒材成型管3外还开有凹槽33,所述凹槽33位于所述螺纹温控通道32左侧末端,所述凹槽33深度深于所述螺纹温控通道32深度。
46.所述成型通道31喷涂铁氟龙高温材料,使得所述成型通道31粗糙度保持在0.8左右。
47.所述挤压通道11的形状从左往右依次为:圆柱体、圆锥体、圆柱体、圆锥体。
48.所述棒材主模1采用不锈钢发热圈或不锈钢发热棒加热。
49.采用该模具试生产abs、hdpe和pp材质的塑胶棒材,相较于传统模具,本模具在保持生产效率更高的同时,生产出来的棒材表面基本不出现刮花,并且内部应力被充分释放,挤压出来的棒材不出现弯曲变形,后续加工过程中不易出现开裂的问题。
50.实施例2
51.如图1-4所示,本实施例中,制造直径为50mm的三棒冷推塑胶棒材生产模具,并利
用该模具的不同冷推棒材成型管3分别试生产abs、pom和pps棒材。
52.一种冷推塑胶棒材生产模具的制造方法,包括:
53.棒材主模1,棒材主模1内开有并列的三个挤压通道11;
54.三个成型管定位板5,成型管定位板5为中空结构,并列设置于所述棒材主模1右侧;
55.三根冷推棒材成型管3,冷推棒材成型管3内均开有成型通道31,冷推棒材成型管3通过所述成型管定位板5固定设置于棒材主模1右侧,使所述三个挤压通道11右侧分别与所述三个成型通道31对接;
56.所述三根冷推棒材成型管3的长度l均为:50*1.72+210=296mm。
57.其中,所述冷推棒材成型管3外均开有螺纹温控通道32,所述冷推棒材成型管3外均还套设有水套4,所述水套4与所述螺纹温控通道32形成可供液体流动的通道。
58.还包括有连接板2和三套冷推棒材夹紧装置6;所述冷推棒材夹紧装置6由两半圆形块组成,冷推棒材夹紧装置6位于冷推棒材成型管3右侧;所述连接板2一端与棒材主模1固定连接,另一端连接所述冷推棒材夹紧装置6。
59.还包括有第一定位螺栓61和第二定位螺栓62;所述第一定位螺栓61穿过所述连接板2连接于所述冷推棒材夹紧装置6上,所述第二定位螺栓62连接于所述连接板2上,所述第二定位螺栓62的前端顶住所述冷推棒材夹紧装置6。
60.还包括出口固定板7,所述出口固定板7设置于冷推棒材夹紧装置6右侧,并固定连接于连接板2上。
61.所述冷推棒材成型管3外还开有凹槽33,所述凹槽33位于所述螺纹温控通道32左侧末端,所述凹槽33深度深于所述螺纹温控通道32深度。
62.所述成型通道31喷涂铁氟龙高温材料,使得所述成型通道31粗糙度保持在0.8左右。
63.所述挤压通道11的形状从左往右依次为:圆柱体、圆锥体、圆柱体、圆锥体。
64.所述棒材主模1采用不锈钢发热圈或不锈钢发热棒加热。
65.采用该模具试生产abs、pom和pps材质的塑胶棒材,相较于传统模具,本模具在保持生产效率更高的同时,生产出来的棒材表面基本不出现刮花,并且内部应力被充分释放,挤压出来的棒材不出现弯曲变形,后续加工过程中不易出现开裂的问题。
66.实施例3
67.如图1-4所示,本实施例中,制造直径为200mm单棒冷推塑胶棒材生产模具,并利用该模具分别试生产abs、pe、pei和peek棒材。
68.一种冷推塑胶棒材生产模具的制造方法,包括:
69.棒材主模1,棒材主模1内开有挤压通道11;
70.成型管定位板5,成型管定位板5为中空结构,设置于所述棒材主模1右侧;
71.冷推棒材成型管3,冷推棒材成型管3内开有成型通道31,冷推棒材成型管3通过所述成型管定位板5固定设置于棒材主模1右侧,使所述挤压通道11右侧与所述成型通道31对接;
72.所述冷推棒材成型管3的长度l为:200*1.75+225=575mm。
73.其中,所述冷推棒材成型管3外开有螺纹温控通道32,所述冷推棒材成型管3外还
套设有水套4,所述水套4与所述螺纹温控通道32形成可供液体流动的通道。
74.还包括有连接板2和冷推棒材夹紧装置6;所述冷推棒材夹紧装置6由两半圆形块组成,冷推棒材夹紧装置6位于冷推棒材成型管3右侧;所述连接板2一端与棒材主模1固定连接,另一端连接所述冷推棒材夹紧装置6。
75.还包括有第一定位螺栓61和第二定位螺栓62;所述第一定位螺栓61穿过所述连接板2连接于所述冷推棒材夹紧装置6上,所述第二定位螺栓62连接于所述连接板2上,所述第二定位螺栓62的前端顶住所述冷推棒材夹紧装置6。
76.还包括出口固定板7,所述出口固定板7设置于冷推棒材夹紧装置6右侧,并固定连接于连接板2上。
77.所述冷推棒材成型管3外还开有凹槽33,所述凹槽33位于所述螺纹温控通道32左侧末端,所述凹槽33深度深于所述螺纹温控通道32深度。
78.所述成型通道31喷涂铁氟龙高温材料,使得所述成型通道31粗糙度保持在0.8左右。
79.所述挤压通道11的形状从左往右依次为:圆柱体、圆锥体、圆柱体、圆锥体。
80.所述棒材主模1采用不锈钢发热圈或不锈钢发热棒加热。
81.采用该模具试生产abs、pe、pei和peek材质的塑胶棒材,相较于传统模具,本模具在保持生产效率更高的同时,生产出来的棒材表面基本不出现刮花,并且内部应力被充分释放,挤压出来的棒材不出现弯曲变形,后续加工过程中不易出现开裂的问题。
82.以上描述了本发明的主要技术特征和基本原理及相关优点,对于本领域技术人员而言,显然本发明不限于上述示范性具体实施方式的细节,而且在不背离本发明的构思或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将上述具体实施方式看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
83.此外,应当理解,虽然本说明书按照各实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1