面元铺液式光固化三维打印方法及其打印机与流程
面元铺液式光固化三维打印方法及其打印机
1.[所属领域]
[0002]
本发明属机械—光电技术领域。确切的讲,是借助于摆动或平动的液槽底面或打印物件载台,来完成打印物件的固化表面与液槽底面分离的打印法及装置。
[
背景技术:
]
[0003]
光固化成型是最早的3d打印成型技术,也是目前较为成熟的3d打印技术之一。该技术的基本原理也是利用液体材料的累加光固化成型,就是将一个立体的目标零件的形状分为若干个平面层,以一定波长的光束扫描液态光敏树脂液槽,使得液槽的液态光敏树脂表面层被固化,而未被光束照射的地方仍为液态,接着打印物件载台上升或下降一层的高度,再扫描固化下一层,逐层累加后最终累积成所需的目标零件,材料利用率可接近100%。
[0004]
倒置光固化3d打印机是在sla技术基础上发展起来的,共有3种形式,主要包括dlp光固化3d打印机、lcd光固化3d打印机及激光扫描光固化3d打印机。
[0005]
dlp光固化3d打印机:
[0006]
数字光处理(digital light processing,缩写:dlp)是在sla技术出现的十余年后才出现的,该技术也是业界公认的第二代光固化成型技术,距今也有20多年的发展历史了。dlp技术最早是由德州仪器开发出来的,主要是通过投影仪来逐层固化光敏聚合物液体,从而创建出3d打印对象的一种快速成型技术。这种成型技术首先利用切片软件把模型切薄片,投影机播放幻灯片,每一层图像在树脂层很薄的区域产生光聚合反应固化,形成零件的一个薄层,然后成型台移动一层,投影机继续播放下一张幻灯片,继续加工下一层,如此循环,直达打印结束,所以不但成型精度高,而且打印速度也非常快。
[0007]
lcd光固化3d打印机:
[0008]
lcd光固化成型技术其实是2013年才刚刚出现的。这种技术是开源的,而且核心零部件也非常便宜。成型原理:与dlp成型技术相比,最简单的理解,就是dlp技术的光源用lcd来代替,其他基本差不多。lcd液晶板成像原理,利用光学投射穿过红绿蓝三原色滤镜过滤掉红外线和紫外线(红外线和紫外线对lcd片有一定的损害作用)后,再将三原色投射穿过三片液晶板上,合成投影成像。不过,由于该成型技术需要使用大功率紫外光照射,并利用透过的极少量紫外光进行固化成型。而lcd液晶屏本身就是怕紫外线的,被照射后会快速老化,同时该核心部件除了要经受耐热和高温散热的考验外,还要承受几十瓦405led灯珠的数小时高强度烘烤,因此使用寿命非常短。若经常使用的话,其核心部件lcd屏往往在一到两个月就会被损坏。
[0009]
底部激光扫描光固化3d打印机:
[0010]
多数是以振镜对聚焦激光束进行扫描,与dlp及lcd光固化成型技术及其类似,也与sla技术类似;但成本及复杂性要比dlp及lcd光固化成型技术高上许多,不过在实际使用中,dlp 3d打印机显然更有优势。
[0011]
适用范围:
[0012]
dlp:小型精密零部件、牙模假牙龈导板等齿科、珠宝首饰、研发试验、手办模型、医
疗器械
[0013]
lcd:个人创客、娱乐。较小尺寸模型
[0014]
sla:手机、收音机、对讲机、鼠标等较精细的零件、玩具、电子工业机壳、家电外壳或模型、摩托车、汽车配件或模型、医疗器材等;
[0015]
但无论是那种3d打印技术,打印速度的改善都是不懈的目标,关于光固化3d打印的速度提升近年来有如下手段:
[0016]
除此之外还有一些前瞻性技术:如clip:连续液界制造技术(continuousliquid interface production),厂商:美国carbon;连续液界制造技术clip技术(continuousliquid interface production),由北卡罗来纳大学教堂山分校化学教授、carbon3d的ceo约瑟夫
·
德西蒙尼(josephm.desimone)与他的同事兼carbon3d的首席技术官亚历克斯
·
叶尔莫什金(alex ermoshkin)以及北卡罗来纳大学的化学教授爱德华
·
萨穆尔斯基(edward t.samulski)合作发明,这项革命性的clip技术比现有的3d打印快25-100倍,而且取消了层的概念。
[0017]
容积3d打印技术:顶级学术期刊《science》上刊登了一篇革命性“容积3d打印技术”文章(volumetric additive manufacturing via tomographic reconstruction),先在一个杯子里装上光敏树脂液态材料,使用dlp光源进行体曝光,转盘带动杯子进行旋转,在指定的位置把树脂固化。光照几十秒即可打印出一个完整的人像。
[0018]
harp:高速大尺寸3d打印技术(high-area rapid printing):与lspc:润滑油子层光固化技术类似:2019年10月17日,美国西北大学的研究人员宣布开发出一种大尺寸的高速3d打印机,可以在短短几个小时内打印出一个成年人大小的物体。这项新技术被称为harp(high-area rapid printing高速大尺寸3d打印),发表在2019年10月18日的《科学》杂志上。西北大学的团队就是通过类似于液体特氟龙不粘液体的行为来绕过了这个问题。harp通过窗口投射光线固化垂直移动的成型台板上的树脂。而且另一个优点就是,液体聚四氟乙烯在底面界面接口上流动得以除去树脂的光固化的反应生成的热量,然后通过冷却单元进行循环。据称,速度提高了一百倍。
[0019]
udp:单向剥离技术,结合专利的液冷技术
‑‑‑
有效解决高速打印树脂放热剧烈的问题;该技术成功的充分必要条件是:采用了特殊的离型膜材质
‑‑‑
离型特性远好于一般的离型膜,可以达到无需往复运动直接分离;单向剥离(udp)技术摒弃传统成型平台往复运动的打印方式,从而使打印速度更快。
[0020]
特殊的树脂材料
‑‑‑
高反应活性、高暗光耐受。
[0021]
激光全息投影3d打印技术:开发者:国劳伦斯利弗莫尔国家实验室(llnl)与加州大学伯克利分校、罗切斯特大学,以及麻省理工学院合作开发,该技术仅仅限于透明树脂与全息激光相位叠加区域的同时曝光性质,美国劳伦斯利弗莫尔国家实验室(llnl)与加州大学伯克利分校、罗切斯特大学,以及麻省理工学院合作,开发出了激光全息投影3d打印,该技术在成型方式上做了根本性改变,即将“分层打印再堆积”改为了整体一次性打印,简单来就是将物体的激光全息图整个“嵌入”光敏树脂中,直接在空间中实现固化,完成打印。因此,它的速度极高,可达现有技术的上百倍,甚至比美国carbon公司的clip技术还要快,而且完全不需要打印支撑。
[0022]
sla传统上液技术的优势及缺点:优势在于结构简单:利用一个除了下面开放的,5
面密封的槽状物,下端开口被液面密封,在负压下划过液面,就可以在新的曝光表面上涂刷上一层新的液面;还有最简单的一种是,直接使用“刮刀”划过液面来铺设新的液面层。缺点在于时间过长,不易精准控制局部的液面层厚。
[
技术实现要素:
]
[0023]
本发明目的是解决已有技术的不足之处:
[0024]
克服sla光固化的物件新固化表面的上液困难,表现为:无法做到精准快速的控制局部(打印)层厚,容易产生微气泡、凹凸痕、刮刀撞打印件等不良因素;给出一种层厚稳定、上液快速、不撞刮刀的上液方法及装置。
[0025]
本发明特点:
[0026]
面元铺液,是以滚压或平压铺液(需要滚压铺液槽的滚压面与打印物件的界面之间,进行纯滚动或平面的接触,且能类似渐开线状态模式的分离,以代替传统sla的刮板类上液模式,就可以精准快速的控制局部(打印)层厚,避免微气泡、凹凸痕等影响打印品质的因素。
[0027]
发明方法包括:(面元:滚压的柱面面元及平压的平面面元)
[0028]
滚压铺液式光固化三维打印方法及平压铺液式光固化三维打印方法;
[0029]
滚压铺液式光固化三维打印方法:
[0030]
该方法借助光固化3d打印机的核心组件包括:升降台面、树脂液槽、滚压铺液槽;升降台面是打印物件的生根面,浸在充满树脂的液槽中,并在z轴导轨的约束下由升降臂运载沿着z轴方向(垂直方向)往复运动;在树脂液槽的上口固定安装着液槽齿条、滚压铺液槽的滚压面是柱面,其拱形的槽舷部构造能够使得滚压面深入树脂液槽的上部开口内部而接触到树脂液面,槽舷部上安装着滚压齿条;而平直的滚压齿条被安装在槽舷的延伸部位,且与弧状的液槽齿条的齿合轨迹是在液槽的液面之下直线,滚压齿条的齿合线与滚压面的弯曲形状一致并共面;这样就能始终保持滚压面始终沉浸在树脂液体中,带有槽舷部的滚压铺液槽是像船一样具有排液功能,树脂不能进入铺液槽中;当滚压齿条在液槽齿条上部相互齿合并进行滚压时,滚压铺液槽的滚压面就与升降台面之间也就进行无滑动的滚压,(滚压)接触线的位置会不断改变而扫过升降台面,也就是滚压面与升降台面之间的局部不断接触及不断分离,升降台面与滚压面之间进行往复滚压运动的左右滚动的单程被作为一个滚压运行周期;滚压铺液槽的滚压面与升降台面之间的距离是可控的,在打印开始的打底层打印时,滚压面与升降台面之间的接触线区域保持5-500微米之间最小间隙,该间隙充满着待固化的打底层树脂原料;
[0031]
在电子控制系统的控制下,使用扫描固化光束(沿着平面x或y方向展开)选择性的对接触线区域进行跟踪扫描固化;完成首层打底层的扫描暴光之后,升降臂带动升降台面就下降一层的高度,再进行下一个滚压运行周期的扫描暴光,打印物件的高度就增长一层,循环往复,直至整个打印完毕;
[0032]
平压铺液式光固化三维打印方法:
[0033]
该方法借助光固化3d打印机的核心组件包括:升降台面、树脂液槽、平压铺液槽;升降台面是打印物件的生根面,浸在充满树脂的液槽中,并在z轴导轨的约束下由升降臂运载沿着z轴方向(垂直方向)往复运动;在树脂液槽的上口的液面下方固定安装着固化面框,
该框的上口边缘所围成的多边形在一个平面上,且该平面与升降台面平行;在常规机械方式的驱动下(通过直线电机、气动气缸等,结合转轴或导轨的约束),将平压铺液槽的平压面(船底:常用离型膜)在固化曝光前需要触及到固化面框的上口边缘所围成的多边形,由于平压面是一个具有一定的弹性性能的材质,其面积大于固化面框,所以在固化面框的压力下平压面就能变形而凸向平压铺液槽的内部,进而绷紧,松弛的离型膜对与打印物件的撕裂脱模有力,由于上提平压铺液槽时的撕裂角度较大;
[0034]
带有槽舷部的平压铺液槽是像船一样具有排液功能,树脂不能进入铺液槽中;打印开始时,平压铺液槽的平压面抵靠在固化面框的上口平面上,控制升降台面与平压面之间的(首层打底层)距离,完成首层打底层的面暴光之后,升降臂带动升降台面就下降一层的高度,再进行下一个打印层的扫描暴光,打印物件的高度就增长一层,循环往复,直至整个打印完毕;
[0035]
本发明所需要的的投影光是来自于树脂液槽的上方,投影光的投射扫描方式分二种:条形投影光带扫描及激光束(射线)扫描;条形投影光带扫描是由dlp、lcd投影机所发出的扫描光带(由电子系统选择性的驱动光阀像素的开关,形成扫描光带);激光束扫描是由激光扫描投影机,或是振镜扫描系统构成,进行常规的扫描。
[0036]
进一步:在铺液槽或槽舷部上可以附加有振荡器,帖在表面上,用以改善新固化的表面与的液槽底面剥离.
[0037]
进一步:滚压面的柱面形状指的是:圆柱面、椭圆柱面、抛物线柱面、双曲线柱面、非二次曲面柱面(包括,混合型的分段二次曲面);柱面的轴线方向与x或y轴平行(打印的垂直于z轴的方向)。
[0038]
进一步:在滚压铺液槽的纯滚动也能由纯转动合成纯直线位移来实现:就是在滚压面的圆柱面中心轴的纯转动角位移,与中心轴的平动直线位移的叠加。
[0039]
进一步:树脂液槽的垂直运动,完全能代替升降台面的垂直运动;升降台面保持静止,而树脂液槽的垂直运动就能同样的打印目的。
[0040]
本发明的有益效果:
[0041]
结构简单,补液充沛,打印速度提升一倍以上;由于打印物件的剥离状态良好,成品率将有一定的提高。
[附图说明]
[0042]
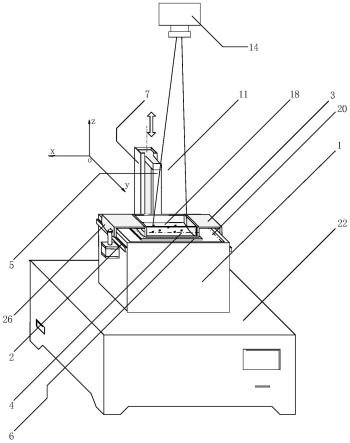
图1滚压铺液式光固化三维打印构造示意图
[0043]
图2滚压铺液式光固化三维打印拆解示意图
[0044]
图3滚压铺液式光固化三维打印方法示意图1
[0045]
图4滚压铺液式光固化三维打印方法示意图2
[0046]
图5平压铺液式光固化三维打印方法示意图1
[0047]
图6平压铺液式光固化三维打印方法示意图2
[0048]
标号说明:
[0049]
(1)树脂液槽(简称:液槽)
[0050]
(2)液槽齿条
[0051]
(3)滚压铺液槽
[0052]
(4)槽舷部
[0053]
(5)升降臂
[0054]
(6)升降台面
[0055]
(7)z轴导轨
[0056]
(8)打印物件
[0057]
(9)直线电机
[0058]
(10)当前固化部分(接触线区域)
[0059]
(11)条形投影光带(截面图,对应于:接触线状区域)
[0060]
(12)瞬时固化区
[0061]
(13)直线电机推拉杆
[0062]
(14)dlp投影机
[0063]
(16)扫描范围
[0064]
(17)光带扫描方向
[0065]
(20)液面
[0066]
(21)箭头
[0067]
(22)壳体
[0068]
(23)升降台面
[0069]
(24)拨叉
[0070]
(25)滚压面(船底)
[0071]
(26)滚压齿条
[0072]
(27)打底层
[0073]
(30)平压铺液槽
[0074]
(31)平压面(船底:离型膜)
[0075]
(32)槽舷部
[0076]
(33)直线电机
[0077]
(34)转轴
[0078]
(35)拉杆部位
[0079]
(36)拉槽
[0080]
(37)固化面框
[0081]
(38)略松弛的平压面(离型膜)
[0082]
[最佳实施例]
[0083]
以下结合附图就较佳实施例对本发明作进一步说明:
[0084]
如图1、图2、图3、图4所示:
[0085]
图2是图1的部分拆解图示,图3的由左向右的2图分别表示首层打底固化的动态过程的截面图,图4表示打印的中间过程,该截面垂直于x方向,正好穿过升降臂。
[0086]
上方的dlp投影机(14)需要发出条形投影光带(11),透过不断滚动的滚压铺液槽(3)的滚压面(25)投射到升降台面(23)上的打印物件的表面上(未固化的树脂材料上);固定在树脂液槽(1)上的液槽齿条(2)通过对滚压齿条(26)的支撑,来完成对槽滚压铺液槽(3)的滚压面(25)的支撑;舷部(4)能保障树脂液槽(1)的液面(20)不溢进滚压铺液槽(3)的
内部;z轴导轨(7)约束着升降臂(5)带动升降台面(6)沿着垂直(z轴)方向往复运动。
[0087]
每打印一层,升降臂(5)带动升降台面(6)承载着打印物件(8),沿着垂直(z轴)方向下降一层的高度;直线电机(9)驱动直线电机推拉杆(13)上的拨叉(24),迫使圆弧形的滚压齿条(26)在直线状的液槽齿条(2)上滚动,从而使得滚压铺液槽(3)的滚压面(25)在沉浸在树脂液体的打印物件(8)表面上方滚过(距离表面的距离恰好就是打印需要的层厚度:往往是10-300微米),
[0088]
条形投影光带(11)(在瞬间时刻,y方向的尺度远小于铺液槽(3)的宽度;如果是激光束的直接投射,其瞬间宽度就是扫描线的宽度)沿着光带扫描方向(17)扫描过程中,打印物件(8)表面上方的瞬时固化区(12)被即使固化,不断留下当前固化部分(10),稍后瞬时固化区(12)被迁移,刚刚的瞬时固化区(12)又不断被剥离(打印物件与离型膜的分离),
[0089]
壳体(22)中装载着电子部分,扫描范围(16)根据需要来定。
[0090]
如图5、图6所示:
[0091]
图5的左右2图分别表示,首层打底固化的动态过程,进入下一层打印的动态过程的截面图;图6表示打印的中间过程,虚线里的拆解图表明平压铺液槽(30)与树脂液槽之间的装配关系;图5、6都是截面图,该截面垂直于x方向,正好穿过升降臂。
[0092]
直线电机(33)的拉杆部位(35)的拉槽(36)直接推动平压铺液槽(30)的端部,使得平压铺液槽(30)能绕着转轴(34)转动,当平压面(31)离开固化面框(37)后,将形成略松弛的离型膜(38),离型膜的略松弛将极其有利于剥离,因为上拉时离型膜与打印物件粘连部位的分离的离型角度(剥离角度)较大;槽舷部(32)高过液面,其作用也同样是使得树脂)不溢进船舱的内部。
[0093]
与常规技术一样,本图结构适用于激光固化和dlp面元曝光的打印;打印效率将高于上述滚压曝光情况;固化面框(37)是一个上口是平面的闭合框体,刚性固定在树脂液槽的壁上,其框口平面与升降台面的表面平面平行,打印初始时的平面距离就是打印的打底间隙。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1