一种泡棉的生产设备的制作方法
本技术涉及聚氨酯泡棉生产的领域,尤其是涉及一种泡棉的生产设备。
背景技术:
1、目前,氨纶是聚氨基甲酸酯纤维的简称,是一种弹性纤维它具有高度弹性,能够拉长6~7倍,但随张力的消失能迅速恢复到初始状态,其分子结构为一个像链状的、柔软及可伸长性的聚氨基甲酸酯,通过与硬链段连接在一起而增强其特性,弹性纤维分为两类:一类为聚酯链类,一为聚醚链类,聚酯类弹性纤维抗氧化、抗油性较强,聚醚类弹性纤维防霉性,抗洗涤剂较好,在对聚氨酯材料进行生产的过程中,需要先将聚氨酯泡棉夹置于两个基层纸之间,通过基层纸能够有效的减小,由于聚氨酯泡棉的粘性导致在生产过程中聚氨酯泡棉黏着于生产材料上。
2、针对上述中的相关技术,还存在的缺陷有:在聚氨酯泡棉的生产过程中,各种机械结构会对未完成的聚氨酯泡棉进行拉扯,从而大大增加聚氨酯泡棉表面发生断裂的风险,从而导致生产聚氨酯泡棉的质量不合格,增大生产成本,因此还有待改进。
技术实现思路
1、为了聚氨酯泡棉在生产的过程中,尽可能的保持全程处于无张力的生产状态,以提高聚氨酯泡棉的生产质量,本技术提供一种泡棉的生产设备。
2、本技术提供的一种泡棉的生产设备,采用如下的技术方案:
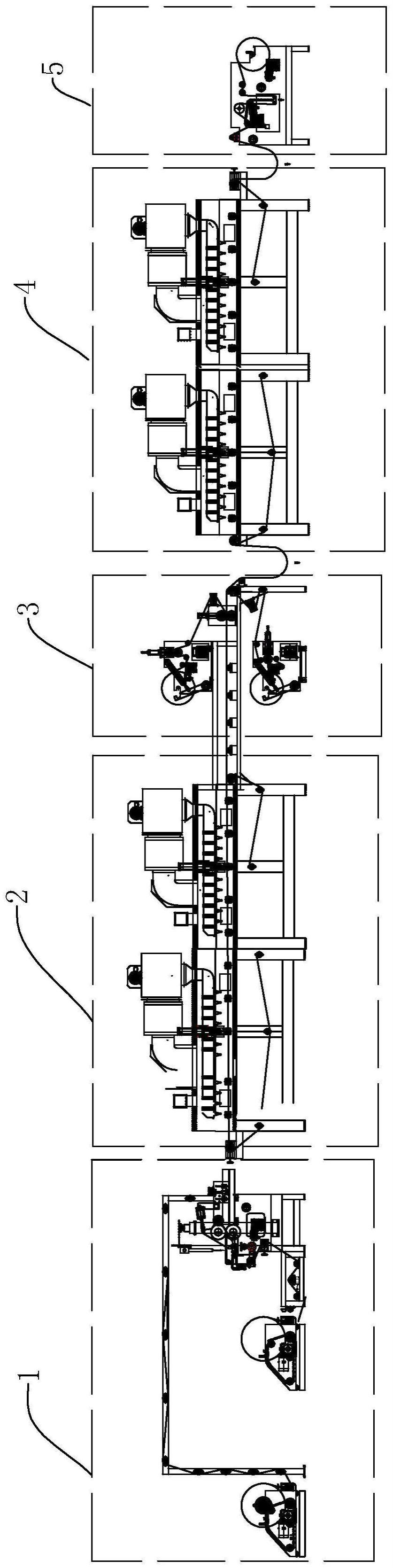
3、一种泡棉的生产设备,包括依次排列的喷胶模块、第一烘干模块、基料收卷模块、第二烘干模块以及聚氨酯收卷模块,
4、所述喷胶模块包括:
5、衬料组件:内部收卷有基层纸;
6、喷胶组件:能够喷出聚氨酯泡棉于基层纸上;
7、压辊组件;对夹有聚氨酯泡棉的基层纸进行按压;
8、所述第一烘干模块,对夹有聚氨酯泡棉的基层纸进行加热及运输;
9、所述基料收卷模块,用于分离包裹聚氨酯泡棉的基层纸,并对基层纸进行收卷;
10、所述第二烘干模块,对聚氨酯泡棉进行加热及运输;
11、第一超声雷达测距仪,安装于所述基料收卷模块与第二烘干模块之间,并检测聚氨酯泡棉的拐点与第一超声雷达测距仪之间的距离;
12、当所述聚氨酯泡棉的拐点与第一超声雷达测距仪保持设定的距离时,所述第二烘干模块的运输速度保持不变;当所述聚氨酯泡棉的拐点与第一超声雷达测距仪距离大于设定的距离时,所述第二烘干模块的运输速度所述第二烘干模块运输速度减缓;当所述聚氨酯泡棉的拐点与第一超声雷达测距仪距离小于设定的距离时,第二烘干模块的运输速度增快;
13、所述聚氨酯收卷模块,用于收卷聚氨酯泡棉;
14、第二超声雷达测距仪,安装于所述第二烘干模块与聚氨酯收卷模块之间,并检测聚氨酯泡棉的拐点与第二超声雷达测距仪之间的距离;
15、当所述聚氨酯泡棉的拐点与第二超声雷达测距仪保持设定的距离时,所述聚氨酯收卷模块的收卷速度保持恒定;当所述聚氨酯泡棉的拐点与第二超声雷达测距仪距离大于设定的距离时,所述聚氨酯收卷模块的收卷速度减小;当所述聚氨酯泡棉的拐点与第一超声雷达测距仪距离小于设定的距离时,所述聚氨酯收卷模块的收卷速度增大。
16、通过采用上述技术方案,第一超声检测仪检测从聚氨酯泡棉从基料收卷模块移出并在进入第二烘干模块之前这段距离内,聚氨酯泡棉是否处于无张力状态,以确保聚氨酯泡棉的生产质量的稳定性,以减小聚氨酯泡棉被拉扯的可能性,第二超声检测仪检测从聚氨酯泡棉从第二烘干模块移出并在进入聚氨酯收卷模块之前这段距离内,聚氨酯泡棉是否处于无张力状态,以确保聚氨酯泡棉的生产质量的稳定性。
17、可选的,所述压辊组件上安装有用于调节穿过压辊组件的夹有聚氨酯泡棉的基层纸厚度的调节组件,
18、所述调节组件包括:
19、三角板,设有第一顶角、第二顶角及第三顶角,且所述压辊组件位于三角板内并能够于三角板的边角上滑动;
20、第一可调行程气缸,缸体固定设置,活塞杆插入三角板内并与三角板的第二顶角固定连接;
21、固定辊,固定设置,且所述固定辊的端部插入至三角板的第三顶角内,使所述三角板以固定辊为圆心进行转动;
22、滚珠螺杆,所述滚珠螺杆的螺母朝三角板的一侧设为倾斜端面并始终保持与三角板的第一顶角接触;所述滚珠螺杆的螺杆的端部固定连接有伺服电机。
23、通过采用上述技术方案,在要对穿过压辊组件的夹有聚氨酯泡棉的基层纸的厚度进行调节时,通过第一可调行程气缸带动三角板进行转动以实现增大或是减小压辊组件之间的空隙;且工作人员还可通过滚珠螺杆的螺母的移动以实现对压辊组件之间的空隙的微调。
24、可选的,所述基料收卷模块包括基料收卷组件,
25、所述基料收卷组件包括:
26、基料收卷辊,基层纸缠绕于所述基料收卷辊上;
27、转动件,靠近所述基料收卷辊的一端开设供基料收卷辊插入的安置孔,
28、并以远离所述安置孔的一端为圆心转动;所述转动件具有固定工位及更换工位,当所述转动件处于固定工位时,所述安置孔的开口被封闭,当所述转动件位于更换工位时,所述基料收卷辊能够从安置孔内移出;
29、第二气缸,其缸体固定设置,所述第二缸体的活塞杆与转动件固定连接。
30、通过采用上述技术方案,在需要对基料收卷辊进行更换时,工作人员可通过第二气缸将转动件进行转动,降低基料收卷辊的高度以方便工作人员对基料收卷辊进行更换。
31、可选的,所述基料收卷模块还包括依次设置的压调组件及拉动组件,所述压调组件及拉动组件安置于第一烘干模块与基料收卷模块之间;
32、压调组件,对夹有聚氨酯泡棉的基层纸进行按压;
33、拉动组件,对基层纸进行按压并带动基层纸朝所述基料收卷组件方向移动。
34、通过采用上述技术方案,经过第一烘干模块的加热后,压调组件对聚氨酯泡棉的形状再次定型,而由于加热后的聚氨酯泡棉表面具有黏性,通过拉动组件对基层纸进行拉动以方便基层纸从聚氨酯泡棉上脱离并被激基料收卷滚所收卷。
35、可选的,所述聚氨酯收卷模块包括依次设置的牵引辊、平衡件以及聚氨酯收卷辊:
36、聚氨酯收卷辊,端部连接有动力源,聚氨酯泡棉收卷于所述聚氨酯收卷辊;
37、第三超声雷达测距仪,位于平衡件与聚氨酯收卷辊之间,并与动力源电连接,以控制聚氨酯收卷辊的转速;
38、平衡件,竖直滑动于所述第三超声雷达测距仪上方,所述第三超声雷达测距仪能够感应与平衡件之间的距离,聚氨酯泡棉穿过所述平衡件与第三超声雷达测距仪之间,并始终保持与平衡件紧贴;
39、当所述平衡件与第三超声雷达测距仪保持设定的距离时,聚氨酯收卷辊保持原有转速;当所述平衡件与第三超声雷达测距仪距离大于设定的距离时,聚氨酯收卷辊转速减小;当所述平衡件与第三超声雷达测距仪距离小于设定的距离时,聚氨酯收卷辊转速增大;
40、牵引辊,竖直高度始终保持高于所述平衡件,聚氨酯泡棉始终与所述牵引辊紧贴。
41、通过采用上述技术方案,牵引辊带动聚氨酯泡棉进行移动,并通过第三超声雷达测距仪检测聚氨酯泡棉在运输过程中的情况,以确保聚氨酯泡棉在被收纳的过程中全程处于无张力的状态。
42、可选的,所述平衡件包括配重块、传动轮组以及重量重于配重块的平衡杆,所述配重块及平衡块分设于传动轮组的两侧,且平衡件之间均采用链条固定连接,聚氨酯泡棉始终与所述平衡杆接触。
43、通过采用上述技术方案,在配重块与平衡杆两侧的重量保持相同的情况下,说明聚氨酯收卷辊对聚氨酯泡棉收卷的速度与牵引辊运输聚氨酯泡棉的速度保持相同,且工作人员可根据平衡杆的位置判断此时聚氨酯收卷辊收集聚氨酯泡棉的情况。
44、可选的,所述第一烘干模块包括:
45、第一加热管道,内部架设有传送带;
46、加热机构,安装于加热管道,并能够朝传送带喷出热风;
47、排废管道,安装于加热管道,并吸收所述加热管道内的废气;
48、热风循环管道,安装于加热管道,并连通加热管道以吸收热风。
49、通过采用上述技术方案,第一烘干模块对夹有聚氨酯泡棉的基层纸进行加热,同时通过热风循环管道对热气进行循环,减小热能资源的消耗,降低生产成本,而排废管道吸收第一加热管道内的热气以降低生产车间内的异味。
50、可选的,所述第一加热管道包括通道及转动连接于通道的保温盖,所述加热管道内安装有单侧烘箱开启气缸,所述单侧烘箱开启气缸的缸身与通道固定连接,所述单侧烘箱开启气缸的活塞杆与保温盖固定连接。
51、通过采用上述技术方案,单侧烘箱开启气缸对第一加热管道的保温盖顶开,以便于工作人员对第一加热管道内的器件进行维修。
52、可选的,所述第二烘干模块包括:
53、第二加热管道,内部架设有传送带;
54、加热机构,安装于加热管道,并能够朝传送带喷出热风;
55、排废管道,安装于加热管道,并吸收所述加热管道内的废气;
56、热风循环管道,安装于加热管道,并连通加热管道以吸收热风。
57、通过采用上述技术方案,第二烘干模块对聚氨酯泡棉进行加热,同时通过热风循环管道对热气进行循环,减小热能资源的消耗,降低生产成本,而排废管道吸收第二加热管道内的热气以降低生产车间内的异味。
58、可选的,所述第二加热管道包括通道及转动连接于通道的保温盖,所述加热管道内安装有单侧烘箱开启气缸,所述单侧烘箱开启气缸的缸身与通道固定连接,所述单侧烘箱开启气缸的活塞杆与保温盖固定连接。
59、通过采用上述技术方案,单侧烘箱开启气缸对第二加热管道的保温盖顶开,以便于工作人员对第二加热管道内的器件进行维修。
- 还没有人留言评论。精彩留言会获得点赞!