一种注塑模具的前模、注塑模具和水口料的脱模方法与流程
本发明涉及模具,具体涉及一种注塑模具的前模、注塑模具和水口料的脱模方法。
背景技术:
1、传统模具结构:在分离水口料时,需要在固定热流道的前模上设计拉料勾针,具有如下缺点:
2、1.这使得模具结构过于复杂,生产时发生故障的概率高、制造难度大、生产成本及后期维护成本过高;
3、2.影响模具整体厚度、开模行程长,需要匹配更大开模距离注塑机设备、浪费生产成本。
技术实现思路
1、本发明的目的在于提供一种注塑模具的前模、注塑模具和水口料的脱模方法,模具结构简单,不会发生故障,维护简单,成本低,开模行程短。
2、为实现上述目的,本发明提供的技术方案如下。
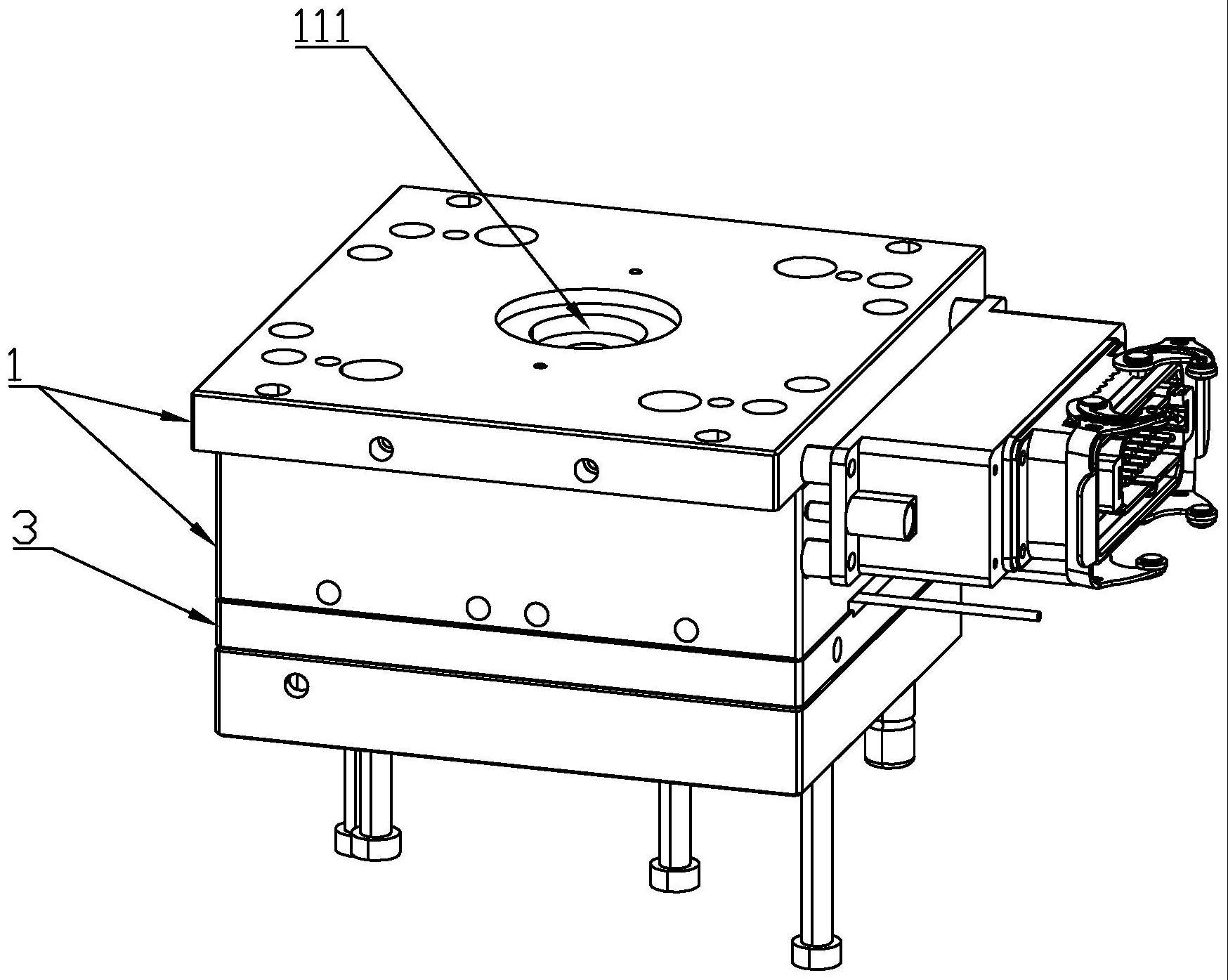
3、根据本发明的一个方面,本发明提供一种注塑模具的前模,包括:
4、由前到后依次设置的第一前模组、第二前模组、第三前模组、螺丝、尼龙扣和吹气管,所述第一前模组具有主流道,所述第一前模组、第二前模组和第三前模组合模时共同围合形成连通主流道的分流道,且所述分流道绕过第二前模组的前表面延伸至第三前模组;所述螺丝的第一端依次穿过第三前模组和第二前模组并与第一前模组固定,所述第三前模组上开设有让位螺丝的让位孔,所述第二前模组具有与螺丝的第二端部相抵接的后表面,所述尼龙扣连接所述第二前模组和第三前模组;所述吹气管装配于第二前模组上,且出气口对应所述第二前模组的前表面。
5、本申请一些实施例,所述第二前模组包括脱落板固定座和流道脱落板,所述流道脱落板连接于所述脱落板固定座上;所述分流道绕过所述流道脱落板的前表面,并分设在流道脱落板的两边;所述脱落板固定座具有与所述螺丝的第二端部相抵接的后表面,所述吹气管装配于所述脱落板固定座上,且出气口对应所述流道脱落板的前表面。
6、本申请一些实施例,所述脱落板固定座上连接有多个所述流道脱落板,所述脱落板固定座上装配有多个与所述流道脱落板一一对应的吹气管。
7、本申请一些实施例,所述尼龙扣连接所述第二前模组的脱落板固定座和第三前模组。
8、本申请一些实施例,所述第三前模组具有容纳所述脱落板固定座和流道脱落板的凹槽,所述流道脱落板位于所述凹槽中时,与所述凹槽上端平齐。
9、本申请一些实施例,所述第一前模组包括模具定位圈、面板、模具流道板和热流道座,所述热流道座设置于所述模具流道板中,所述主流道设置于所述热流道座中,所述热流道座上开设有与所述主流道连通的注塑孔,所述面板上开设有与所述注塑孔对应的注入孔,所述面板盖合于所述热流道座上,所述定位圈设置于所述面板远离所述热流道座的一面上。
10、本申请一些实施例,所述螺丝为塞打螺丝。
11、根据本发明的一个方面,本发明提供一种注塑模具,包括前模、后模以及位于前模和后模之间的模芯;所述前模为上述所述的注塑模具的前模。
12、根据本发明的一个方面,本发明提供一种水口料的脱模方法;包括如下步骤:
13、s1,提供上述的注塑模具,并进行合模注塑;
14、s2,对注塑模具进行开模,后模的后移带动前模的第二前模组和第三前模组一起后移,进而与第一前模组分离,使分流道内的水口料与第一前模组分离;
15、s3,当第二前模组和第三前模组后移至螺丝的第二端部抵接于第二前模组的后表面时,所述第二前模组和第三前模组之间的尼龙扣脱开,第二前模组和第三前模组分离,水口料被第二前模组拖住而一并脱离第三前模组;
16、s4,吹气管吹气,将位于第二前模组上的水口料吹落。
17、本申请一些实施例,在步骤s2完成后,所述吹气管吹气,使所述分流道内的水口料与第一前模组分离。
18、通过本发明提供的技术方案,具有如下有益效果:
19、本发明实施例的注塑模具的前模,先往第一前模组的主流道注入熔融的塑料,待固化后进行开模,过程中,在外力的作用下,第三前模组移动,因尼龙扣连接第二前模组和第三前模组,进而会带动第二前模组移动,即第三前模组带动第二前模组远离第一前模组,使分流道与第一前模组分离;接着,第三前模组继续带动第二前模组远离第一前模组,直至,螺丝的第二端部抵接于第二前模组后表面,使得第二前模组与第三前模组分离,在该过程中,吹气管吹气,将分流道中的水口料吹落,模具结构简单,不会发生故障,维护简单,成本低,由于采用吹气管吹落水口料,因此具有开模行程短的优点。
20、本发明实施例的水口料的脱模方法,先通过往上述的注塑模具进行合模注塑;再通过,对注塑模具进行开模,后模的后移带动前模的第二前模组和第三前模组一起后移,进而与第一前模组分离,使分流道内的水口料与第一前模组分离;接着,当第二前模组和第三前模组后移至螺丝的第二端部抵接于第二前模组的后表面时,所述第二前模组和第三前模组之间的尼龙扣脱开,第二前模组和第三前模组分离,水口料被第二前模组拖住而一并脱离第三前模组;最后,吹气管吹气,将位于第二前模组上的水口料吹落。
技术特征:
1.一种注塑模具的前模,其特征在于,包括:
2.根据权利要求1所述的注塑模具的前模,其特征在于:
3.根据权利要求2所述的注塑模具的前模,其特征在于:
4.根据权利要求2所述的注塑模具的前模,其特征在于
5.根据权利要求2所述的注塑模具的前模,其特征在于:
6.根据权利要求1所述的注塑模具的前模,其特征在于:
7.根据权利要求1所述的注塑模具的前模,其特征在于:
8.一种注塑模具,包括前模、后模以及位于前模和后模之间的模芯;其特征在于:所述前模为上述权利要求1至7任一所述的注塑模具的前模。
9.一种水口料的脱模方法,其特征在于,包括如下步骤:
10.根据权利要求9所述的水口料的脱模方法,其特征在于:
技术总结
本发明提供一种注塑模具的前模、注塑模具和水口料的脱模方法,先往第一前模组的主流道注入熔融的塑料,开模时,在外力的作用下,第三前模组移动,因尼龙扣连接第二前模组和第三前模组,进而会带动第二前模组移动,即第三前模组带动第二前模组远离第一前模组,使得分流道与第一前模组分离;接着,第三前模组继续带动第二前模组远离第一前模组,直至,螺丝的第二端部抵接于第二前模组后表面,使得第二前模组与第三前模组分离,在该过程中,吹气管吹气,将分流道中的水口料吹落,模具结构简单,不会发生故障,维护简单,成本低,由于采用吹气管吹落水口料,故具有周期短开模行程短的优点。
技术研发人员:魏振江,刘东
受保护的技术使用者:福建众辰精密机芯有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!