一种燃料电池的双极板自动加工设备及其压合机构的制作方法
1.本技术属于燃料电池技术领域,特指一种燃料电池的双极板自动加工设备及其压合机构。
背景技术:
2.燃料电池是一种把燃料所具有的化学能直接转换成电能的化学装置,又称电化学发电器。燃料电池是通过电化学反应把燃料的化学能中的吉布斯自由能部分转换成电能,不受卡诺循环效应的限制,效率高。燃料电池用燃料和氧气作为原料,没有机械传动部件,排放有害气体极少,使用寿命长。因此,燃料电池逐渐普及到日常设备的应用中。
3.其中,双极板又称集流板,是燃料电池的重要部件之一。双极板用于分隔燃料与氧化剂,阻止气体透过,收集及传导电流。双极板上的流道能够将气体均匀分配到电极的反应层进行电极反应。双极板还能够排出热量,保持电池的温场均匀。
4.如图1所示,在一款双极板s的生产过程中,该双极板s上具有一环形槽s1,需要在环形槽s1上粘接密封圈p。由于双极板的体积小且薄,在上述的环形槽上固定密封圈需要非常精密的加工操作,至少通过点胶和压合的加工工序。
5.对于压合工序而言,目前采用的是通过治具固定,并通过压合装置压合的方式实现加工。在现有技术的治具上,一般设有用于放置密封圈的槽体。由于密封圈的厚度也非常薄,因而这个槽体的深度不能太深,否则不易放料。太深的槽体使密封圈放上后将完全嵌入槽体内,导致密封圈的圈身无法与双极板贴合,导致粘接不良。但是槽体的深度不够,也无法对密封圈进行定位,使密封圈在未压合粘贴前就容易发生移位,导致粘接不准确,成品率较低。
6.另外,在压合过程中,密封圈贴合于双极板的环形槽上时,由于密封圈变形后,贴合压力容易分散到治具上,导致密封圈受到的贴合压力很小,受力不均匀,压合效果差。
技术实现要素:
7.本技术实施例的目的在于提供一种燃料电池的双极板自动加工设备及其压合机构,以解决现有技术对双极板粘接密封圈的加工中,存在粘接不良及压合效果差的技术问题。
8.为实现上述目的,本技术采用的技术方案是:提供一种压合机构,用于在上胶的双极板上粘接密封圈,所述压合机构包括:翻板,用于放置双极板;压合座,包括弹性导向件和自上往下依次设置的上形板、仿形板、下形板以及顶升板,所述上形板的底部具有向下开口的限位槽,所述上形板与所述下形板上下拼合构成活动空腔;所述仿形板位于所述活动空腔内,所述仿形板上具有用于放置密封圈的凸台,所述凸台的边沿与双极板上的上胶部位位置对应;所述上形板上具有与所述凸台套接的套接
口,所述上形板上围绕所述套接口的围边从外周围合所述凸台的边沿;所述下形板上具有导向孔,所述顶升板上设有穿过所述导向孔与所述仿形板相抵接的导柱;所述下形板与所述顶升板上下间隔设置形成活动间隙,所述弹性导向件设置于所述活动间隙;顶升装置,与所述压合座连接,并驱使所述压合座往所述翻板上抵压;锁紧件,用于对翻转至所述压合座上的所述翻板进行固定。
9.本技术提供的压合机构的有益效果在于:与现有技术相比,针对密封圈粘接不良及压合效果差的问题。在本技术的压合机构中,压合座包括弹性导向件和自上往下依次设置的上形板、仿形板、下形板以及顶升板。
10.首先,仿形板上具有凸台,该凸台的边沿与双极板上的上胶部位位置对应,使得密封圈放置在凸台的边沿上,即可与双极板上的上胶部位自动对位。
11.其次,仿形板上的凸台套接于上形板上的套接口,利用上形板上围绕套接口的围边从外围对放置在凸台边沿的密封圈进行限位,有效地防止密封圈在未压合粘贴前就容易发生移位。
12.其三,上形板与下形板相拼合构成了活动空腔,仿形板设置于该活动空腔内,仿形板与顶升板通过导柱相抵接,并且该下形板与顶升板之间设置了弹性导向件。在上述的结构配合下,在压合过程中,顶升板被顶升装置驱使往上运动,以推顶着仿形板将密封圈保持抵压在翻板上的双极板。此时,上形板与双极板上围绕环形槽以外的板面相抵触,并随着弹性导向件的弹性收缩,上形板与下形板利用活动空腔的空间向下位移;相当于从放置在凸台边沿上的密封圈外周移开,使得密封圈能够完全嵌入双极板的环形槽内。以此,让密封圈的圈身与双极板上的粘贴面(即环形槽的槽底面)能够充分贴合,有效地解决密封圈粘接不良的技术问题。
13.其四,在上述的压合过程中,弹性导向件也起到很好的缓冲作用,有效地避免密封圈被抵压容易变形导致作用力分散,有效地确保作用在密封圈上的应力平稳,进而提高压合效果。
14.对弹性导向件的结构作改进,所述弹性导向件包括相套接的导向轴和弹簧,所述下形板上具有与所述导向轴穿接的通孔,所述导向轴的上端穿过所述通孔并与所述仿形板连接,所述导向轴的下端固定于所述顶升板上;所述弹簧弹压于所述下形板与所述顶升板之间。以此,在整个压合座被顶升装置驱使从下往上抵压于翻转后的翻板上时,上形板与翻板上的双极板相抵,并受到反作用力下带动下形板一起,随着弹簧的收缩,在活动空腔的行程范围内向下回退,从而使得设置在仿形板凸台边沿上的密封圈能够完全嵌入于双极板的环形槽中,让密封圈能够与环形槽的槽底粘贴面充分贴合,有效地提高粘接效果。
15.可选的,所述顶升板上设有安装板,所述导柱设置于所述安装板上;所述安装板上还设有用于安装所述弹性导向件的固定槽,所述固定槽的底部开设有用于安装紧固件的安装孔,所述弹性导向件的弹簧嵌接于所述固定槽内,所述导向轴的下端与所述安装孔位置对应。以此,顶升板上增设安装板作为顶升板上的部件,如导柱及特殊结构等的安装部位。让顶升板保持完整,有效地确保顶升板的结构强度。其中,安装板上设置的固定槽,使得弹性导向件能够固定在固定槽内,有效地防止弹簧收缩变形时发生扭曲,避免上形板与下形
板的移动容易发生偏移,导致在双极板的上胶部位上的胶水被挤压后乱流溢出,分布不均的情况。
16.对顶升装置的结构作改进,所述顶升装置包括电动缸和压力传感器,所述压力传感器设置于所述顶升板上,所述压力传感器与所述电动缸电性连接;所述电动缸上的驱动轴与所述顶升板连接,所述顶升装置根据所述压力传感器的检测信号调节所述电动缸对所述顶升板的作用力。以此,压力传感器检测往双极板上施以的抵压力,并反馈检测信号,以使设备中的控制中心能够及时对电动缸进行控制;并且,利用电动缸的启停灵敏性,有效地提高调节效率及提高控制顶升的压力精度。
17.对仿形板的结构作改进,所述仿形板的凸台上开设有贯穿所述仿形板的多个导向口,所述多个导向口以矩阵排布,且各个所述导向口的至少一侧靠近所述凸台的边沿;所述下形板上设有向上凸起的导向块,所述导向块在所述下形板上凸起设置,所述导向块能够从所述仿形板上的导向口穿出。以此,从导向口上穿出的导向块,能够在内侧对放置在凸台边沿上的密封圈进行限位,从而与上形板上围绕套接口的围边内外配合,对密封圈进行定位,有效地防止密封圈在未压合粘贴前就容易发生移位,进而提高对密封圈的定位效果。在压合过程中,上形板受双极板的板面抵触,并随着弹性导向件的弹性收缩,上形板与下形板利用活动空腔的空间向下位移。让位于密封圈外周的围边移开,同时使得位于密封圈内侧的导向块,也能够随着下形板在仿形板的导向口中向下移动,从而从密封圈的内侧移开,以使密封圈能够顺利嵌入双极板的环形槽内,有效地提高粘接效果。
18.本技术还提供一种燃料电池的双极板自动加工设备,包括依次排布的上料机构、点胶机构、机械臂以及所述的压合机构,所述上料机构包括用于放置双极板的上料台;所述点胶机构包括三轴点胶装置,所述三轴点胶装置对所述上料台上的双极板进行上胶;所述机械臂将双极板从所述上料台转移至所述压合机构的翻板上。以此,本技术的自动加工设备由上料、点胶及压合的三大机构组成且依次排布,能够自动对双极板进行点胶及压合的加工工序,有效地减少人工参与,进而提高加工精度及生产效率。
19.对上料机构的结构作改进,所述上料机构还包括定位采集装置,所述定位采集装置用于采集放置在所述上料台上的双极板的位置信息;所述三轴点胶装置根据所述定位采集装置的位置信息对双极板进行上胶,有效地解决双极板放置在上料台的位置不统一,存在位置偏差的问题,进而提高点胶的精确度。
20.可选的,所述上料机构与所述点胶机构之间设有轨道和与所述上料台连接的驱动链,所述驱动链带动所述上料台沿着所述轨道位移,以使上料台能够在上料机构与点胶机构之间作位置切换。
21.可选的,所述上料机构还包括横跨在所述轨道上的支架,所述定位采集装置设置在所述支架上。以此,利用上料台在轨道上位移,定位采集装置设置在支架上,即可扫视整个上料台上的双极板,进而提高采集效果。
22.对点胶机构的结构作改进,所述点胶机构还包括清胶装置,所述清胶装置包括用于安装粘胶带的滚动座,所述三轴点胶装置上的点胶头能够移动至设置在所述滚动座的粘胶带上。以此,在完成一轮点胶操作后,三轴点胶装置上的点胶头能够通过滚动座上的粘胶带进行清洁,以便准备新一轮的点胶操作,进而提高点胶的精确度。
附图说明
23.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
24.图1为本技术实施例提供的双极板与密封圈的组装结构示意图;图2为本技术实施例提供的燃料电池的双极板自动加工设备整体结构图;图3为本技术实施例提供的自动加工设备立体结构视图;图4为本技术实施例提供的设备中的压合机构立体结构视图;图5为本技术实施例提供的设备中的压合机构爆炸结构视图一;图6为本技术实施例提供的设备中的压合机构爆炸结构视图二;图7为本技术实施例提供的上形板与下形板拼合状态下的剖视图;图8为本技术实施例提供的压合机构的局部结构放大剖视图;图9为本技术实施例提供的仿形板立体结构视图;图10为图3的a部放大结构示意图;图11为本技术实施例提供的压合机构的翻板翻转至压合座上的状态视图;图12为本技术实施例提供的翻板翻转至压合座上的局部剖视图;图13为图12的c部放大结构示意图一;图14为图12的c部放大结构示意图二;图15为图12的c部放大结构示意图三;图16为图12的c部放大结构示意图四;图17为本技术实施例提供的下形板立体结构视图;图18为图11的b部放大结构示意图;图19为本技术实施例提供的自动加工设备的局部结构视图。
25.其中,图中各附图标记:100-上料机构;200-点胶机构;201-清胶装置;300-机械臂;400-压合机构;401-基板;402-中心孔;403-导向管;1-上料台;2-三轴点胶装置;3-翻板;4-压合座;41-弹性导向件;411-导向轴;412-弹簧;42-上形板;421-限位槽;422-套接口;423-围边;43-仿形板;431-凸台;432-边沿;433-导向口;44-下形板;440-通孔;441-导向孔;442-导向块;45-顶升板;451-导柱;452-安装板;453-固定槽;454-安装孔;455-导向杆;5-顶升装置;51-电动缸;52-压力传感器;
6-锁紧件;61-扣钩;62-旋转气缸;71-定位采集装置;72-支架;73-安装架;81-轨道;82-驱动链;9-滚动座;91-滚轮;92-驱动器。
具体实施方式
26.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
27.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
28.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
29.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
30.现对本技术实施例提供的燃料电池的双极板自动加工设备及其压合机构进行详细说明。在本实施例中,如图1所示,该燃料电池的双极板s上具有用于设置密封圈p的环形槽s1,本技术实施例提供的双极板自动加工设备用于实施点胶和压合的加工工序将密封圈p粘接固定于该双极板s的环形槽s1上。
31.请一并参阅图2及图3,本技术实施例提供的燃料电池的双极板自动加工设备包括:上料机构100、点胶机构200、机械臂300以及压合机构400。
32.上料机构100包括用于放置双极板的上料台1。
33.点胶机构200包括三轴点胶装置2,三轴点胶装置2对上料台1上的双极板进行上胶。
34.机械臂300将双极板从上料台1转移至压合机构400。
35.压合机构400用于在上胶后的双极板上粘接密封圈p。
36.上述的上料机构100、点胶机构200、机械臂300以及压合机构400依次排布于设备的平台t上。
37.可见,本技术的自动加工设备由上料、点胶及压合的三大机构组成且依次排布,能够自动对双极板进行点胶及压合的加工工序,有效地减少人工参与,进而提高加工精度及生产效率。
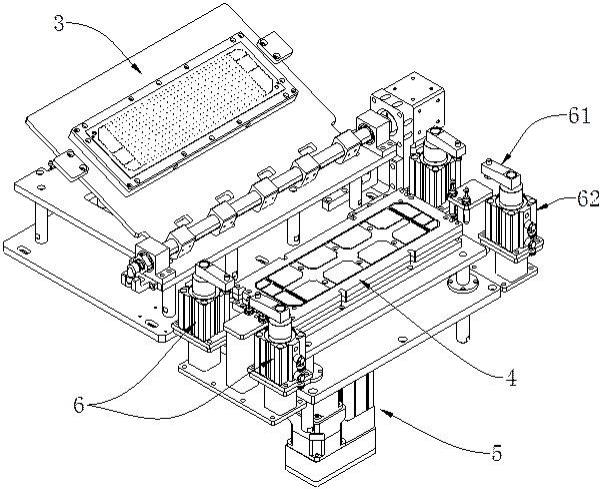
38.在本技术的实施例中,请参阅图4,该压合机构400包括翻板3、压合座4、顶升装置5以及锁紧件6。
39.其中,该翻板3用于放置点胶后的双极板,翻板3能够翻转至压合座4上,以使双极
板盖合在压合座4上。在本实施例中,放置在翻板3上的双极板,当翻板3翻转后,双极板上的上胶部位将朝向下方,并盖在压合座4上。
40.该顶升装置5与压合座4连接,并驱使压合座4往翻板3上抵压。
41.该锁紧件6用于对翻转至压合座4上的翻板3进行固定。
42.请一并参阅图5、图6及图7,该压合座4包括弹性导向件41和自上往下依次设置的上形板42、仿形板43、下形板44以及顶升板45。
43.请一并参阅图7及图8,上形板42的底部具有向下开口的限位槽421,上形板42与下形板44上下拼合构成活动空腔m,仿形板43位于活动空腔m内。
44.请一并参阅图8及图9,仿形板43上具有用于放置密封圈p的凸台431,凸台431的边沿432与双极板上的上胶部位位置对应。以此,让密封圈p放置在凸台431的边沿432上,以自动对应双极板s上的上胶部位(即该环形槽s1)。
45.请一并参阅图5、图8及图10,上形板42上具有与凸台431套接的套接口422,上形板42上围绕套接口422的围边423从外周围合凸台431的边沿432。
46.请一并参阅图5、图6及图8,下形板44上具有导向孔441,顶升板45上设有穿过导向孔441与仿形板43相抵接的导柱451,顶升板45的底部与顶升装置5连接。
47.请一并参阅图8及图11,下形板44与顶升板45上下间隔设置形成活动间隙n,弹性导向件41设置于活动间隙n。
48.本技术实施例提供的双极板自动加工设备上的压合机构400与现有技术相比,针对密封圈p粘接不良及压合效果差的问题。首先,在本技术的压合机构400中,压合座4的仿形板43上具有凸台431,该凸台431的边沿432与双极板上的上胶部位位置对应,使得密封圈p放置在凸台431的边沿432上,即可与双极板上的上胶部位自动对位。如图12所示,在双极板s翻转盖合在上形板42上时,放置在仿形板43的凸台431边沿432上的密封圈p与双极板s上的上胶部位自动对应。
49.其次,如图13所示,仿形板43上的凸台431套接于上形板42上的套接口422,利用上形板42上围绕套接口422的围边423从外围对放置在凸台431边沿432的密封圈p进行限位,有效地防止密封圈p在未压合粘贴前就容易发生移位。
50.其三,上形板42与下形板44相拼合构成了活动空腔m,仿形板43设置于该活动空腔m内,仿形板43与顶升板45通过导柱451相抵接,并且该下形板44与顶升板45之间设置了弹性导向件41。在上述的结构配合下,在压合过程中,请一并参阅图14、图15及图16(图14中的箭头为上形板42与双极板s抵触后回退的方向),顶升板45被顶升装置5驱使往上运动,以推顶着仿形板43将密封圈p保持抵压在翻板3上的双极板。此时,上形板42与双极板上围绕环形槽s1以外的板面相抵触,并随着弹性导向件41的弹性收缩,上形板42与下形板44利用活动空腔m的空间向下位移,如图14所示;相当于从放置在凸台431边沿432上的密封圈p外周移开,使得密封圈p能够完全嵌入双极板的环形槽s1内,如图15所示。以此,如图16所示,让密封圈p的圈身与双极板上的粘贴面(即环形槽s1的槽底面)能够充分贴合,有效地解决密封圈p粘接不良的技术问题。
51.其四,在上述的压合过程中,弹性导向件41也起到很好的缓冲作用,有效地避免密封圈p被抵压容易变形导致作用力分散,有效地确保作用在密封圈p上的应力平稳,进而提高压合效果。
52.在本技术的实施例中,请一并参阅图8、图17及图18,弹性导向件41包括相套接的导向轴411和弹簧412,下形板44上具有与导向轴411穿接的通孔440,导向轴411的上端穿过上述通孔440并与仿形板43连接。具体地,可以通过紧固件如螺钉等连接固定。导向轴411的下端固定于顶升板45上。弹簧412弹压于下形板44与顶升板45之间。
53.以此,如图14及图16所示,在整个压合座4被顶升装置5驱使从下往上抵压于翻转后的翻板3上时,上形板42与翻板3上的双极板s相抵,并受到反作用力下带动下形板44一起,随着弹簧412的收缩,在活动空腔m的行程范围内向下回退,从而使得设置在仿形板43凸台431边沿432上的密封圈p能够完全嵌入于双极板的环形槽s1中,让密封圈p能够与环形槽s1的槽底粘贴面充分贴合,有效地提高粘接效果。
54.另外,弹簧412的弹性收缩,也起到很好的缓冲作用,降低密封圈p被抵压容易变形的幅度,避免作用力分散,提高作用在密封圈p上的应力平稳性,进而提高压合效果。
55.在本实施例中,请一并参阅图6及图8,顶升板45上设有安装板452,导柱451设置于安装板452上。安装板452上还设有用于安装弹性导向件41的固定槽453,固定槽453的底部开设有用于安装紧固件的安装孔454。弹性导向件41的弹簧412嵌接于固定槽453内,导向轴411的下端与安装孔454位置对应,以便安装紧固件如螺钉等穿接固定。
56.一方面,顶升板45上增设安装板452作为顶升板45上的部件如导柱451及特殊结构等的安装部位。让顶升板保持完整,有效地确保顶升板45的结构强度。
57.另一方面,安装板452上设置的固定槽453,使得弹性导向件41能够固定在固定槽453内,有效地防止弹簧412收缩变形时发生扭曲,避免上形板42与下形板44的移动容易发生偏移,导致在双极板的上胶部位上的胶水被挤压后乱流溢出,分布不均的情况。
58.在本技术的实施例中,请一并参阅图5及图6,顶升装置5包括电动缸51和压力传感器52,压力传感器52用于设置在顶升板45的底部,压力传感器52与电动缸51电性连接。电动缸51上的驱动轴与顶升板45连接,顶升装置5根据压力传感器52的检测信号调节电动缸51对顶升板45的作用力。
59.以此,压力传感器52用于检测往双极板上施以的抵压力,并反馈检测信号,以使设备的控制中心能够及时对电动缸51进行控制。
60.电动缸51与传统采用的气缸相比,电动缸51的启停灵敏性更高,有利于提高调节效率及提高控制顶升的压力精度。
61.在本技术的实施例中,请一并参阅图6、图9及图10,仿形板43的凸台431上开设有贯穿仿形板43的多个导向口433。在本实施例中,导向口433优选为方形口,该多个导向口433以矩阵排布,且各个导向口433的至少一侧靠近凸台431的边沿432。如图6及图17所示,下形板44上设有向上凸起的导向块442,导向块442在下形板44上凸起设置,且与上述导向口433形状配合,导向块442能够从仿形板43上的导向口433穿出。
62.以此,如图10及图13所示,从导向口433上穿出的导向块442,能够在内侧对放置在凸台431边沿432上的密封圈p进行限位,从而与上形板42上围绕套接口422的围边423内外配合,对密封圈p进行定位,有效地防止密封圈p在未压合粘贴前就容易发生移位,进而提高对密封圈p的定位效果。
63.在压合过程中,如图14、图15及图16所示,上形板42受双极板的板面抵触,并随着弹性导向件41的弹性收缩,上形板42与下形板44利用活动空腔m的空间向下位移。让位于密
封圈p外周的围边423移开,同时使得位于密封圈p内侧的导向块442,也能够随着下形板44在仿形板43的导向口433中向下移动,从而从密封圈p的内侧移开,以使密封圈p能够顺利嵌入双极板的环形槽s1内,有效地提高粘接效果。
64.针对放置在仿形板43的凸台431边沿432上的密封圈p作定位,在其他实施例中(图未显示),密封圈p的外侧继续利用上形板42上围绕套接口422的围边423从外周围合限位。至于密封圈p的内侧,可以优选在仿形板43上的凸台431边沿432上设置下沉台阶(图未显示),即凸台431的边沿432低于凸台431的上表面。让密封圈p能够卡入该下沉台阶上。以此,具有下沉台阶的凸台431也有利于配合双极板上的环形槽s1结构,利用下沉台阶抵持着密封圈p,以使密封圈p能够顺利嵌入双极板上的环形槽s1,有效地确保粘接固定效果。
65.在本技术的实施例中,请一并参阅图4及图11,该锁紧件6设有多个,并分布设置于上述压合座4的四周,各个锁紧件6均包括扣钩61和旋转气缸62。当翻板3翻转盖合在压合座4上时,旋转气缸62驱使扣钩61旋转以扣接在翻板3上,锁定翻板3。以此,顶升装置5驱使压合座4抵压于翻板3上,以便从下往上将密封圈p压合粘接在双极板s上。
66.在本实施例中,请一并参阅图3、图5及图6,压合机构400还包括位于顶升板45下方的基板401,该基板401固定在本设备的平台t上,基板401的中部开设有中心孔402,这个中心孔402贯穿至平台t下方,使得顶升装置5可以设置在平台t的底部,顶升装置5上的电动缸51驱动轴穿过基板401的中心孔402固定连接于顶升板45的底部。
67.其中,基板401的四角上设有导向管403,顶升板45的四角上也设有与该导向管403位置对应的导向杆455,各个导向杆455与位置对应的导向管403相套接,以起到导向作用。
68.对于本设备在实施点胶的加工操作上。在实际应用中,点胶是需要在环形槽s1中精确地涂上胶水,但在现有的设备上,由于上料台1上的空间必然大于双极板,因而每次在上料台1摆放的位置容易不一致,存在位置偏差、位置不精确的问题,导致点胶装置上的点胶头在双极板上点胶容易发生错位。
69.为此,针对双极板放置在上料台1的位置不统一,存在位置偏差,点胶精确度低的问题。在本技术的一个实施例中,请一并参阅图3及图19,上料机构100还包括定位采集装置71,该定位采集装置71用于采集放置在上料台1上的双极板的位置信息,让三轴点胶装置2能够根据定位采集装置71的位置信息对双极板进行上胶,有效地解决双极板放置在上料台1的位置不统一,存在位置偏差的问题,进而提高点胶的精确度。
70.在本实施例中,该定位采集装置71可优选包括摄像头,利用摄像头进行图像采集供设备的控制中心解析图像上的位置信息。该位置信息可理解为双极板上的四角坐标,或者双极板上需要上胶的部位的坐标。在本实施例中,双极板上的上胶部位为其上的环形槽s1,位置信息可优选为该环形槽s1的槽体各个部位的具体坐标。以此,让三轴点胶装置2可以根据上述的位置信息,在双极板上进行精准上胶,有效地提高加工精确度。
71.在本技术的实施例中,请一并参阅图3及图19,上料机构100与点胶机构200之间还设有轨道81和与上料台1连接的驱动链82,该驱动链82带动上料台1沿着轨道81位移,以使上料台1能够在上料机构100与点胶机构200之间作位置切换。
72.在上述基础上,如图19所示,上料机构100还包括横跨在轨道81上的支架72,定位采集装置71设置在支架72上。在本实施例中,支架72上设有用于固定定位采集装置71的安装架73。以此,利用上料台1在轨道81上位移,定位采集装置71设置在支架72上,即可扫视整
个上料台1上的双极板,进而提高采集效果。
73.可见,不用另外在支架72上设置驱使定位采集装置71移动的驱动结构,有效地降低对设备的改造成本。
74.在本技术的实施例中,请一并参阅图3及图19,点胶机构200还包括清胶装置201,清胶装置201包括用于安装粘胶带的滚动座9,三轴点胶装置2上的点胶头能够移动至设置在滚动座9的粘胶带上。以此,在完成一轮点胶操作后,三轴点胶装置2上的点胶头能够通过滚动座9上的粘胶带进行清洁,以便准备新一轮的点胶操作,进而提高点胶的精确度。
75.在本实施例中,如图19所示,该滚动座9上包括滚轮91和用于驱动滚轮91运转的驱动器92,粘胶带安装在滚轮91上,随着驱动器92驱使滚轮91运转,即可调整粘胶带的粘胶部位,有效地提高粘胶带的利用率。
76.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1