一种高环刚度的挤压模具的制作方法
1.本发明涉及挤压模具技术领域,具体涉及一种高环刚度的挤压模具。
背景技术:
2.hdpe双壁波纹管,简称pe波纹管,80年代初研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。在生产工艺和使用技术上已经十分成熟。由于其优异的性能和相对经济的造价,在世界大部分国家均已经得到了极大的推广和应用,双壁波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管材相比,成本大大降低并已大量替代混凝土管和铸铁管的施工。
3.现有hdpe双壁波纹管成型装置在加工时需采用模具进行塑形,塑形完成后需经较长时间的冷却才可进行开模,而现有降温的结构只能在波纹管挤出成型之后进行冷却,影响加工的效率,同时现有技术中的模具进行单一尺寸的波纹管进行成型,需要进行不同尺寸的波纹管进行成型时,需要多台不同型号的设备进行加工或者对模具进行更换,前者增加了加工成本,而后者因波纹管模具动辄几十上百,需要长时间进行拆除安装,降低了加工效率。
技术实现要素:
4.为了克服上述的技术问题,本发明的目的在于提供一种高环刚度的挤压模具,通过固定座上的滑槽和模具本体上的卡块配合,对模具本体进行安装拆卸,便于对模具本体进行维修和更换不同尺寸的模具本体,同时双向丝杆通过固定架带动模具本体移动进行位置调节,方便使不同尺寸的模具本体进行对准配合,提高更换效率,同时通过制冷机将冷气通过供气管送入到导气槽中,然后通过通槽送入到冷却槽中,对模具本体进行冷却,模具本体将温度传递到波纹管上进行冷却降温,提高波纹管降温固化的时间,提高生产加工的效率。
5.本发明的目的可以通过以下技术方案实现:
6.一种高环刚度的挤压模具,包括底座和固定连接在底座顶部的支撑架,所述支撑架两侧内壁之间转动连接有双向丝杆,所述双向丝杆外壁螺纹连接有两组滑块,两组所述滑块顶部均固定连接有固定架,两组所述固定架内部均转动连接有传送带,所述传送带外壁等距阵列有固定座,所述固定座上可拆卸连接有模具本体,所述模具本体内部开设有冷却槽;所述底座顶部固定连接有固定台,所述固定台顶部开设有限位槽,所述限位槽内壁开设有两排导气槽,两排所述导气槽均设置有多组且等距阵列,多组所述导气槽与冷却槽配合连通,所述支撑架一侧固定连接有冷却组件,所述冷却组件用于对导气槽输送冷气。
7.作为本发明进一步的方案:所述支撑架一侧固定连接有调节电机,所述调节电机输出端贯穿支撑架并与双向丝杆相连接,所述双向丝杆有两组,两组所述双向丝杆分别设置在固定架上下两侧,两组所述双向丝杆之间通过传动带传动相连。
8.作为本发明进一步的方案:两组所述固定架内顶部均固定连接有驱动电机,两组所述驱动电机输出端均固定连接有转轴,两组传送带分别转动连接在两组转轴外壁上。
9.作为本发明进一步的方案:所述固定座顶部开设有滑槽,所述滑槽内壁两侧开设有卡槽,所述模具本体底部固定连接有卡块,所述卡块内部滑动连接有两组方向相反的限位杆,所述卡块内部设置有弹簧,所述弹簧的两端分别与两组限位杆相抵,两组所述限位杆相反的一端分别卡接在两组卡槽中。
10.作为本发明进一步的方案:所述冷却组件包括制冷机,所述制冷机固定连接在支撑架顶部,所述制冷机输出端固定连接有多组供气管,多组所述供气管贯穿支撑架并与多组导气槽相连通。
11.作为本发明进一步的方案:所述支撑架一侧外壁固定连接有供气泵,所述供气泵输出端固定连接有多组连接管,多组所述连接管分别与多组供气管相连通,多组所述连接管外壁均设置有控制阀。
12.作为本发明进一步的方案:两组所述模具本体一侧均固定连接有限位块,两组所述限位块滑动在限位槽内,所述限位块内部开设有与冷却槽相连通的通槽,所述通槽与导气槽连通。
13.作为本发明进一步的方案:所述限位槽两侧均螺纹连接有调节杆,两组所述调节杆位于限位槽内的一端均转动连接有限位板。
14.本发明的有益效果:
15.1、本发明中,通过固定座上的滑槽和模具本体上的卡块配合,对模具本体进行安装拆卸,便于对模具本体进行维修和更换不同尺寸的模具本体,同时双向丝杆通过固定架带动模具本体移动进行位置调节,方便使不同尺寸的模具本体进行对准配合,提高更换效率。
16.2、本发明中,通过制冷机将冷气通过供气管送入到导气槽中,然后通过通槽送入到冷却槽中,对模具本体进行冷却,模具本体将温度传递到波纹管上进行冷却降温,提高波纹管降温固化的时间,提高生产加工的效率。
附图说明
17.下面结合附图对本发明做进一步的说明。
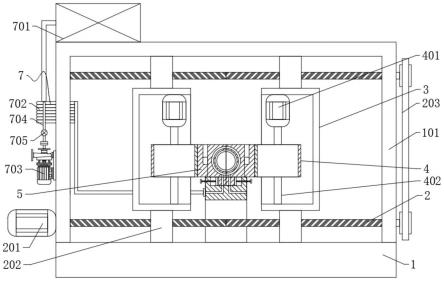
18.图1是本发明主视整体结构示意图;
19.图2是本发明传送带俯视结构示意图;
20.图3是本发明固定座和模具本体连接主视结构示意图;
21.图4是本发明固定座和模具本体连接俯视结构示意图;
22.图5是本发明左视整体结构示意图;
23.图6是本发明中固定台内部结构示意图;
24.图7是本发明中固定台俯视结构示意图。
25.图中:1、底座;101、支撑架;2、双向丝杆;201、调节电机;202、滑块;203、传动带;3、固定架;4、传送带;401、驱动电机;402、转轴;5、固定座;501、滑槽;502、卡槽;6、模具本体;601、冷却槽;602、限位块;6021、通槽;603、卡块;6031、限位杆;604、弹簧;7、冷却组件;701、制冷机;702、供气管;703、供气泵;704、连接管;705、控制阀;8、固定台;801、限位槽;8011、
调节杆;8012、限位板;802、导气槽。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
27.如图1-图7所示,一种高环刚度的挤压模具,包括底座1和固定连接在底座1顶部的支撑架101,在支撑架101的两侧内壁之间转动连接有双向丝杆2,双向丝杆2的外壁螺纹连接有两组滑块202,两组滑块202顶部均固定连接有固定架3,两组固定架3内部均转动连接有传送带4,传送带4外壁等距阵列有固定座5,固定座5上可拆卸连接有模具本体6,模具本体6内部开设有冷却槽601;底座1顶部固定连接有固定台8,固定台8顶部开设有限位槽801,限位槽801内壁开设有两排导气槽802,两排导气槽802均设置有多组且等距阵列,多组导气槽802与冷却槽601配合连通,支撑架101一侧固定连接有冷却组件7,冷却组件7用于对导气槽802输送冷气。
28.如图1所示,上述的支撑架101一侧固定连接有调节电机201,调节电机201输出端贯穿支撑架101并与双向丝杆2相连接,双向丝杆2有两组,两组双向丝杆2分别设置在固定架3上下两侧,两组双向丝杆2之间通过传动带203传动相连,通过在固定架3上下两侧设置双向丝杆2带动固定架3上的传送带4转动,提高传送带4带动模具本体6转动的稳定性。
29.如图1所示,上述的两组固定架3内顶部均固定连接有驱动电机401,两组驱动电机401输出端均固定连接有转轴402,两组传送带4分别转动连接在两组转轴402外壁上,通过两组驱动电机401带动两组转轴402转动,两组所述转轴402带动传送带4转动,传送带4带动模具本体6转动进行塑形输送。
30.如图1、图2、图3和图4所示,上述的固定座5顶部开设有滑槽501,滑槽501内壁两侧开设有卡槽502,模具本体6底部固定连接有卡块603,卡块603内部滑动连接有两组方向相反的限位杆6031,卡块603内部设置有弹簧604,弹簧604的两端分别与两组限位杆6031相抵,两组限位杆6031相反的一端分别卡接在两组卡槽502中,对模具本体6进行限位,便于进行安装拆卸。
31.如图1和图5所示,上述中的冷却组件7包括制冷机701,制冷机701固定连接在支撑架101顶部,制冷机701输出端固定连接有多组供气管702,多组供气管702贯穿支撑架101并与多组导气槽802相连通,支撑架101一侧外壁固定连接有供气泵703,供气泵703输出端固定连接有多组连接管704,多组连接管704分别与多组供气管702相连通,多组连接管704外壁均设置有控制阀705。
32.如图3和图6所示,上述的两组模具本体6一侧均固定连接有限位块602,两组限位块602滑动在限位槽801内,对两组模具本体6进行限位,避免两组模具本体6贴合出现间隙,限位块602内部开设有与冷却槽601相连通的通槽6021,通槽6021与导气槽802连通进行供气。
33.如图1和图6所示,上述的限位槽801两侧均螺纹连接有调节杆8011,两组调节杆8011位于限位槽801内的一端均转动连接有限位板8012,通过转动调节杆8011带动限位板
8012移动,对两组限位板8012之间的距离进行调节,便于对不同大小的模具本体6进行限位。
34.本发明的工作原理:使用者使用时,针对不同的波纹管直径进行加工时,将模具本体6从固定座5上的滑槽501滑出,模具本体6上的卡块603两侧的限位杆6031受到向上的推力向内滑动从卡槽502中滑出,从而将模具本体6从固定座5上取出,提高拆卸的方便性然后将需要加工直径的模具本体6滑入到固定座5上的滑槽501中,当限位杆6031滑入到卡槽502的位置时,通过弹簧604的张力,推动限位杆6031滑入到卡槽502中进行限位固定,提高安装的方便性,然后启动调节电机201,调节电机201带动双向丝杆2转动,两组双向丝杆2之间通过传动带203传动,从固定架3的上下两侧带动两组固定架3,同步向中间移动,使两组模具本体6之间相贴,完成对不同直径模具本体6之间的调整,然后启动两组驱动电机401同步运行,两组驱动电机401输出端的转轴402分别带动两组传送带4转动对波纹管进行塑形输送,然后启动制冷机701和供气泵703,制冷机701将外界的空气制冷降温,然后通过多组供气管702分别输送到多组导气槽802中,同时供气管702抽取外界的空气,通过连接管704送入到供气管702中,对供气管702中的冷气进行中和,使冷气的温度上升,同时通过控制多组连接管704上的控制阀705,对多组供气管702中进行不同大小的供气量,使多组供气管702中的冷气温度依次上升,多组导气槽802从固定台8一端阵列到固定台8的中间,当模具本体6带动塑形后的波纹管移动到固定台8中间时,导气槽802吹出的空气才开始进行降温,从而避免初始塑形就进行降温,导致波纹管过早降温出现凹凸形变,同时多组导气槽802吹出的冷气温度,从固定台8中间向边缘依次降低,从而对波形管进行平稳的冷却,避免冷却温度过高冷却速度慢和冷却温度低导致波纹管固化开裂。
35.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1