一种适用于薄膜加工的模头辅助装置的制作方法
1.本发明属于薄膜加工装置领域,涉及一种适用于薄膜加工的模头辅助装置。
背景技术:
2.pet薄膜制备中,模头的作用是将熔体管路内的熔体在通过模头后均匀铺开、挤出并由相邻的铸片辊迅速冷却铸成片材。具体是熔体通过分配块后在模头腔体内展开,形成宽幅片状熔体并从模头唇口流出。
3.pet熔体从模唇流出的时候,伴随有少量的低分子气体挥发,这些气体温度较高,遇到周边相对温度较低的位置时极易凝结聚积。凝结的低聚物在模头多个位置形成粉末状物质附着,由于现场空气流影响,粉末状物质极易飘落在铸片膜材上,形成产品污染。
4.为了把低分子气体抽走,设备厂家一般在模头上方安装有排风装置,如中国专利cn206999567u“一种薄膜模头吸风装置”。但现有技术中模头结构从侧面看是上部宽、厚,下部窄、薄的倒三角体,唇口位于倒三角体的下方,模头本身对上方的排风形成遮蔽;同时,模唇距离铸片辊位置近,空间狭小,容易产生空气流动的死角,不利于低聚物气体排出。
技术实现要素:
5.本发明目的在于提供一种适用于薄膜加工的模头辅助装置,通过在模头模唇处安装负压风设备,以使低聚物刚脱离模唇时就能顺利被捕捉并排走。
6.为达成上述目的,本发明提出如下技术方案:一种适用于薄膜加工的模头辅助装置,所述模头包括模头主体、连接于模头主体的模头唇口、设于模头前侧并控制模头唇口前侧位置的模唇前侧调节机构、和设于模头后侧并控制模头唇口后侧位置的模唇后侧调节机构;定义,前侧是模头处熔体流出并形成薄膜的方向;后侧是相对于前侧的反方向;包括:
7.集尘前护板,设于模唇前侧调节机构上,并具有适配于模唇前侧调节机构的结构;所述集尘前护板具有前负压风嘴;
8.集尘后护板,设于模唇后侧调节机构上,并具有适配于模唇后侧调节机构的结构;所述集尘后护板具有后负压风嘴;
9.多个负压风管,均具有负压风口,其中部分负压风管的负压风口连通于前负压风嘴,并为前负压风嘴提供负压风;另一部分负压风管的负压风口连通于后负压风嘴,并为后负压风嘴提供负压风;
10.风机,通过风管分路器连通于多个负压风管,以使负压风管中能形成负压风;
11.其中,集尘前护板与集尘后护板共同形成负压风腔罩。
12.作为本技术改进的技术方案,所述前负压风嘴具有相对于模头唇口不大于6mm的距离。
13.作为本技术改进的技术方案,所述后负压风嘴具有相对于模头唇口不大于6mm的距离。
14.作为本技术改进的技术方案,集尘前护板的前负压风嘴一端向模头唇口的方向延
伸有斜面结构,该斜面结构贴附于模头唇口的前侧。
15.作为本技术改进的技术方案,集尘前护板的前负压风嘴内部设有多个导流板,多个导流板以不同间距与不同角度设计以使风压在所述集尘前护板的前负压风嘴的横向方向均衡稳定。
16.作为本技术改进的技术方案,集尘后护板的后负压风嘴一端向模头唇口的方向延伸有斜面结构,该斜面结构贴附于模头唇口的后侧。
17.作为本技术改进的技术方案,集尘后护板的后负压风嘴内部设有多个导流板,多个导流板以不同间距与不同角度设计以使风压在所述集尘后护板的后负压风嘴的横向方向均衡稳定。
18.作为本技术改进的技术方案,所述模唇前侧调节机构上具有卡槽,所述集尘前护板上具有卡扣,所述集尘前护板通过卡扣与卡槽的配合安装于所述模唇前侧调节机构上。
19.作为本技术改进的技术方案,所述模唇后侧调节机构上具有卡槽,所述集尘后护板上具有卡扣,所述集尘后护板通过卡扣与卡槽的配合安装于所述模唇后侧调节机构上。
20.作为本技术改进的技术方案,负压风口均设计为锥形结构,定义:锥形结构是指,具有大端与小端的结构,其中大端临近模头唇口、小端临近风机;锥形结构的小端连通于负压风管。
21.由以上技术方案可知,本发明的技术方案提供了
22.1、负压风嘴离模头唇口仅6mm距离,是目前已知负压风嘴与模唇距离最小的设计,保证了对低聚物的捕捉效果。
23.2、该负压吸尘罩(集尘前护板与集尘后护板共同形成的结构)依据模头外形尺寸设计,采用与模头两侧外形相匹配的异形贴合设计,不占用现场模头与铸片辊之间的空间,不改变原有其他设备的配置,不影响设备原有功能;同时完全利用原有模头螺丝孔位安装,不需要重新加工安装孔位,不破坏原有模头结构。
24.3、该负压吸尘罩(集尘前护板与集尘后护板共同形成的结构)同时兼备护板功能,对模头唇口及调节螺栓具有保护功能。
25.4、该吸尘罩固定在模头上,完全利用原有模头螺丝孔位安装,不需要重新加工安装孔位,不破坏原有模头结构
26.5、集尘前护板的一端具有斜面结构,该斜面结构贴附于模头唇口的前侧;集尘后护板的一端具有斜面结构,该斜面结构贴附于模头唇口的后侧,使得负压风嘴处口沿下部具有扁平大错层。同时,集尘前护板与集尘后护板边沿采用斜面设计与唇口贴合紧密,无台阶,保持了唇口位置不因台阶形成低聚物堆积。同时也不影响操作人员日常对模唇清洁等操作。
27.应当理解,前述构思以及在下面更加详细地描述的额外构思的所有组合只要在这样的构思不相互矛盾的情况下都可以被视为本公开的发明主题的一部分。
28.结合附图从下面的描述中可以更加全面地理解本发明教导的前述和其他方面、实施例和特征。本发明的其他附加方面例如示例性实施方式的特征和/或有益效果将在下面的描述中显见,或通过根据本发明教导的具体实施方式的实践中得知。
附图说明
29.附图不意在按比例绘制。在附图中,在各个图中示出的每个相同或近似相同的组成部分可以用相同的标号表示。为了清晰起见,在每个图中,并非每个组成部分均被标记。现在,将通过例子并参考附图来描述本发明的各个方面的实施例,其中:
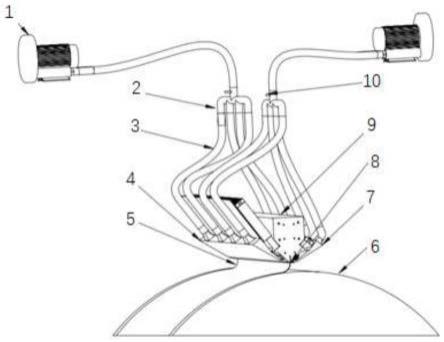
30.图1绘示本技术一种适用于薄膜加工的模头辅助装置的结构示意图;
31.图2绘示模头唇口处结构示意图;
32.图3绘示集尘后护板结构示意图;
33.图4绘示模头唇口结构示意图;
34.图5绘示集尘后护板立体结构示意图。
35.图中,1、涡流风机;2、风管分路器;3、负压风管;4、集尘前护板;5、熔体;6、铸片辊;7、集尘后护板;8、模头唇口;9、模头主体;10、风量调节阀;11、负压风口;12、模唇前侧调节机构;13、后负压风嘴;14、连接板;15、导流板;16、卡扣;17、负压风口a;18、加热棒;19、斜面结构。
具体实施方式
36.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。除非另作定义,此处使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。
37.如图1所示,一种适用于薄膜加工的模头辅助装置,通过在模头模唇处安装负压风设备,以使低聚物刚脱离模唇时就能顺利被捕捉并排走。
38.为达成上述目的,本发明提出如下技术方案:一种适用于薄膜加工的模头辅助装置,所述模头包括模头主体9(现有技术的结构,本技术不做任何改进,故本技术不做详细陈述)、连接于模头主体9的模头唇口8(现有技术的结构,本技术不做任何改进,故本技术不做详细陈述)、设于模头前侧并控制模头唇口8前侧的模唇前侧调节机构12(现有技术的结构,本技术不做任何改进,故本技术不做详细陈述)、和设于模头后侧并控制模头唇口8后侧的模唇后侧调节机构(现有技术的结构,本技术不做任何改进,故本技术不做详细陈述);定义,前侧是模头处熔体5流出并形成薄膜的方向;后侧是相对于前侧的反方向。本技术是在现有技术的基础上添加,如下结构:
39.集尘前护板4,设于模唇前侧调节机构上,并具有适配于模唇前侧调节机构12的结构;所述集尘前护板4具有前负压风嘴;为了更好的方便清洁,集尘前护板4在前负压风嘴远离模头的一端设有连接板14;
40.如图3和图5,集尘后护板7,设于模唇后侧调节机构上,并具有适配于模唇后侧调节机构的结构;所述集尘后护板7具有后负压风嘴13;为了更好的方便清洁,集尘后护板7在后负压风嘴13远离模头的一端设有连接板14;
41.负压风嘴定义:为集尘前/后护板中与低分子低聚物首先接触吸入位置的扁平状口,与模唇齐平,长度1800mm。
42.多个负压风管3,其中部分负压风管3的负压风口11连通于集尘前护板4,并为前负压风嘴提供负压风;另一部分负压风管3的负压风口11连通于集尘后护板7,并为后负压风嘴13提供负压风;
43.风机(涡流风机),通过风管分路器2连通于多个负压风管3,以使负压风管3中能形成负压风;
44.其中,集尘前护板4与集尘后护板7共同形成负压风腔罩。为了避免二次污染,风机采用高转速全铝外壳风机,耐高温高粉尘环境,保证了低聚物在风机扇叶内残留少,易排出的特点;排出的低聚物气体在室外排出口接入尾气处理装置,确保粉尘不对环境造成污染。
45.其工作原理可以通过其工作方式表述,一种用于pet生产中低聚物气体的排出方法,包括如下步骤:
46.步骤1:提供一种贴合于模唇的负压风口a17(前负压风嘴与后负压风嘴13共同形成的),共2组,分别安装于模头模唇的前后端(即前负压风嘴安装于模头模唇的前端、后负压风嘴13安装于模头模唇的后端),从而使得低分子聚集物在刚随熔体5脱离模唇时气化时,就能有效的被负压风口a17捕捉并排走。该负压风口a17依附于负压风腔罩生成,负压风腔罩可靠固定的安装于模唇的前后两端。
47.步骤2:使用负压风管3将集尘前护板4、集尘后护板7与风管分路器2连接,经过风量调节阀10连接到涡流风机1的进气口(风机,通过风管分路器2连通于多个负压风管3,以使负压风管3中能形成负压风;多个负压风管3,其中部分负压风管3的负压风口11连通于前负压风嘴,并为前负压风嘴提供负压风;另一部分负压风管3的负压风口11连通于后负压风嘴13,并为后负压风嘴13提供负压风)。
48.步骤3:当启动涡流风机1时,单台涡流风机1可产生排气量的吸气压。经过负压风管3与风量调节阀10调节风量,再经过集尘前护板4(前负压风嘴中设计的导流板15)、集尘后护板7内部的导流板15(后负压风嘴13中设计的导流板15)进行导流,即可实现在风口处产生均匀且稳定的吸风负压,有效的捕捉并排走刚脱离唇口呈烟雾状的低分子聚集物。
49.步骤4:被捕捉排出的烟雾状低分子聚集物,从涡流风机1的出气口被排出时,由于温度降低变成为细小的颗粒状粉尘,经过排气出口处的活性碳吸附装置吸附过滤后排出,使得排出的废气达到环保要求。
50.作为本技术改进的技术方案,集尘前护板4的前负压风嘴一端向模头唇口8的方向延伸有斜面结构19,该斜面结构19贴附于模头唇口8的前侧。作为本技术改进的技术方案,集尘后护板7的前负压风嘴一端向模头唇口8的方向延伸有斜面结构19,该斜面结构19贴附于模头唇口8的后侧。集尘前护板4、模头唇口8以及集尘后护板7之间形成错层结构;相对于市面现有成品负压风嘴厚度约15cm左右,本技术计这种错层设计,既无限靠近了模头唇口也加大了与正下方精密铸片辊6的距离。最终保证了所述前负压风嘴具有相对于模头唇口不大于6mm的距离;所述后负压风嘴13具有相对于模头唇口不大于6mm的距离。同时,由于斜面结构19紧贴模头唇口8,可利用模头唇口8加热棒18(模头唇口8带有加热棒18为现有技术的结构)对整个风嘴及集尘前护板4加热传热,从而使整个风罩温度能控制在200℃,保证了低聚物在风罩内不因温度降低堆积,保证了低聚物气流的排出效果。
51.而现有技术的负压风嘴则无法实现该功能,现生产工作位模头唇口距离正下方的精密铸片辊6的距离为30mm,市面现有成品负压风嘴厚度约15cm左右、重量约60kg、厚度较
厚、重量也较重,安装距离上无法实现贴近模头唇口8。同时太厚的风嘴,若安装距离控制太近,会存在碰到辊筒的风险,造成精密部件表观划伤。为了安全起见本技术重新设计这种错层设计,既无限靠近了模头唇口也加大了与正下方精密铸片辊6的距离;另,本技术采用斜面结构设计与模头唇口贴合紧密,无台阶,保持了模头唇口位置不因台阶形成低聚物堆积。同时也不影响操作人员日常对模唇清洁等操作(由于停机时操作人员需对模头唇口8内部用竹刀进行刮料等清洁动作,如果负压风嘴与模头唇口不可过近或与模头唇口平行,会影响竹刀操作,同时刮出的残料会粘附在风嘴上,不易清理,开机后会对正常熔体5刮擦影响产品质量。)。
52.作为本技术改进的技术方案,如图2和图4,从模头唇口8逸出的低聚物气流,由于受到模头唇口8外部环境气流的影响,延模头唇口8长度方向流动不均匀,模头唇口8长度方向两侧负压稍大于中间位置负压。所述前负压风嘴内部设有导流板15,以使前负压风嘴中风压在横向上均衡稳定,具体是多个导流板15根据流体力学以不同间距与不同角度设计以使风压在所述集尘前护板4的前负压风嘴的横向方向均衡稳定;集尘后护板7的后负压风嘴13内部设有多个导流板15,据流体力学原理,多个导流板15以不同间距与不同角度设计以使风压在所述集尘后护板7的后负压风嘴13的横向方向均衡稳定。使得模头唇口8逸出低聚物在最短时间内吸走,保证了模头出口长度方向上低聚物的捕捉能力;同时,保证整个宽度吸风风压均匀。
53.负压风口11设计成锥形结构,定义:锥形结构是指,具有大端与小端的结构的类三角形结构,其中大端临近模头唇口8、小端临近风机。锥形嘴最窄处的风压,既能满足低聚物气体被吸走,又能避免负压气压过大,从而对熔体5产生扰动。在锥形结构顶部,在横向上设计多个排风管口,排风口链接排风机,保证了排风的均匀性和最佳效果。
54.为了方便安装,所述模唇前侧调节机构上具有卡槽,所述集尘前护板4上具有卡扣16,所述集尘前护板4通过卡扣16与卡槽的配合安装于所述模唇前侧调节机构上。所述模唇后侧调节机构上具有卡槽,所述集尘后护板7上具有卡扣16,所述集尘后护板7通过卡扣16与卡槽的配合安装于所述模唇后侧调节机构上。
55.实际生产过程,原来模头在该位置没有吸尘装置,熔体内的低聚物堆积形成粉末物质从而对产品质量产生严重影响。本装置实施后,通过在线检测设备检测,将薄膜表面低聚物点子数量由80个/百米左右,降低至现在的6个/百米以内。
56.虽然本发明已以较佳实施例揭露如上,然其并非用以限定本发明。本发明所属技术领域中具有通常知识者,在不脱离本发明的精神和范围内,当可作各种的更动与润饰。因此,本发明的保护范围当视权利要求书所界定者为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1