一种矫正套管焊接位置工件及其矫正方法与流程
1.本发明涉及电力施工技术领域,具体涉及一种矫正套管焊接位置工件及其矫正方法。
背景技术:
2.电缆通常是由一根或多根相互绝缘的导体和外包绝缘保护层制成,在将电缆敷设到地下的过程中,一般会在电缆的外侧套设电缆套管用于保护电缆,套管在使用过程中有时需要将两个套管的一端焊接在一起,焊接套管时,先将两个套管分别通过夹具夹持固定在一起,使两个套管处于同一直线上,然后在两个套管之间放置铣刀将套管待焊接的端面修剪平整,接着在两个套管的端面之间放置加热板,加热板将两个套管的端面热熔,最后移动套管将两个套管热熔后的端面相互贴靠,实现套管热熔焊接,其中,在夹持固定套管的过程中,需要工人使用卡箍配合螺栓将套管逐个锁紧固定在夹具上,当需要热熔焊接多个套管时,就需要工人频繁的旋动螺栓实现卡箍卡紧套管,人力投入较大,不利于提高套接位置焊接固定的效率。
技术实现要素:
3.为了克服上述的技术问题,本发明的目的在于提供一种矫正套管焊接位置工件及其矫正方法,通过将两个套管分别放到对应位置托板上,电机带着蜗杆转动使蜗轮带着两个丝杠转动,与丝杠旋合连接的传动柱带着传动轴移动,传动轴带着弧形板一与弧形板二上的螺旋状块移动,进而使弧形板一与弧形板二向相反的方向转动,将两个套管同步夹持固定在同一直线上矫正套管位置进行热熔焊接,有利于提高套管位置矫正固定的效率。
4.本发明的目的可以通过以下技术方案实现:
5.一种矫正套管焊接位置工件,包括基座一与基座二,所述基座一与基座二相互靠近的一端通过铰链铰接,所述基座二的顶面滑动连接有移动导轨,所述移动导轨与基座一的顶面均开设有矩形滑槽,所述矩形滑槽的两端均固定有支撑座一,两个所述支撑座一之间设置有托板,所述托板包括两个弧形板一,两个所述弧形板一之间设置有弧形板二,所述弧形板一与弧形板二的外侧壁均固定有螺旋状块,所述矩形滑槽的内部滑动连接有用于驱动弧形板一与弧形板二二者转动的传动柱,所述基座一与移动导轨二者顶面的两端均固定有用于支撑弧形板二的支撑座二,所述传动柱的内部旋合连接有用于驱动传动柱移动的丝杠,所述基座一顶面的一端嵌入固定有用于驱动对应位置丝杠转动的机箱。
6.进一步在于:所述传动柱顶面的两端及顶面的中部均固定有两个传动轴,相邻两个所述传动轴位于对应位置螺旋状块的两侧,所述传动轴的外侧与对应位置螺旋状块的外侧滑动贴靠。
7.进一步在于:所述弧形板一背离弧形板二的一端固定有固定块,所述固定块的内部开设有弧形盲孔,所述支撑座一的顶部固定有与对应位置弧形盲孔转动贴靠的弧形滑块。
8.进一步在于:所述弧形板二的两端均开设有卡接槽,所述支撑座二顶面的中部固定有与对应位置卡接槽滑动卡接的卡接块,所述弧形板一与弧形板二二者分别与对应位置支撑座二顶面转动贴靠。
9.进一步在于:所述弧形板一的顶面固定连接有橡胶块一,所述弧形板二的顶面固定连接有橡胶块二。
10.进一步在于:所述机箱的内部固定有电机,所述电机的输出端固定有蜗杆,其中,一个所述丝杠的一端固定有与蜗杆啮合传动的蜗轮,所述基座一的一端开设有便于蜗轮转动的转动槽。
11.进一步在于:其中,一个所述丝杠的一端固定有连接管,另一个所述丝杠的一端固定有与连接管活动插接的连接轴,所述连接管与连接轴的截面均为六边形。
12.进一步在于:所述基座一与基座二二者背离铰链的一侧之间嵌入布置有连接片,所述基座一与基座二二者均通过螺栓与连接片对应位置的端部可拆卸旋合连接,所述基座二的外侧固定有电动推杆,所述电动推杆的输出端固定有与移动导轨固定连接的连接块。
13.一种矫正套管焊接位置工件的矫正方法,所述方法具体包括如下步骤:
14.步骤一:将基座一与基座二向相互背离的方向转动展开,然后在基座一与基座二二者背离铰链的一侧安装连接片和螺栓,将展开后的基座一与基座二固定好;
15.步骤二:电动推杆的输出端带着移动导轨向略微向基座一的方向移动,一个丝杠上的连接轴插接到另一个丝杠的连接管里面;
16.步骤三:将两个待焊接的套管分别放到基座一与基座二上方的托板上,电机带着蜗杆转动,蜗杆带着蜗轮转动其中一个丝杠转动,在连接轴与连接管的传动作用下使另一个丝杠同步转动;
17.步骤四:传动柱带着多个传动轴移动,相邻两个传动轴带着对应位置螺旋状块移动,使同一托板上的两个弧形板一向某一方向转动,同时该托板上的弧形板二向与弧形板一转动方向相反的方向转动,将套管夹持固定在两个弧形板一及弧形板二之间位置;
18.步骤五:电动推杆的输出端带着移动导轨向基座一方向移动使两个套管将铣刀夹紧,利用铣刀将套管的端面削平;
19.步骤六:取下铣刀将加热板放到两个套管之间位置,将两个套管的端面加热熔化,利用电动推杆驱动移动导轨继续向基座一方向移动,移动导轨上方的套管向另一个套管方向移动,使两个套管热熔后焊接在一起。
20.本发明的有益效果:
21.1、通过将两个套管分别放到基座一与基座二上方的托板里面,并使其中一个丝杠上的连接轴插接到连接管里面,电机带着蜗杆转动使蜗轮带着其中一个丝杠转动,在连接轴与连接管的传动作用下使另一个丝杠同步转动,丝杠转动使与丝杠旋合连接的传动柱带着多个传动轴移动,相邻两个传动轴带着对应位置螺旋状块移动,进而使同一托板上的两个弧形板一向某一方向转动,同时该托板上的弧形板二向与弧形板一转动方向相反的方向转动,从而将套管夹持固定在两个弧形板一及弧形板二之间位置,由于基座一与基座二上的托板是同步转动的,实现将两个托板同步矫正位置并固定,有利于提高套管位置矫正固定的效率;
22.2、通过电动推杆的输出端带着移动导轨移动,使移动导轨上的托板带着套管向基
座一上的套管方向移动,实现将两个套管的端面相互靠近并挤压贴靠,便于在两个套管之间利用外界铣刀削平套管连接位置端面,并利用外界加热板进行热熔焊接,当不使用该工件时,旋松连接片上的螺栓使连接片从基座一与基座二上分离,然后转动基座一与基座二使二者相互靠近折叠,从而减小该工件在不使用时所占据的空间,方便携带。
附图说明
23.下面结合附图对本发明作进一步的说明。
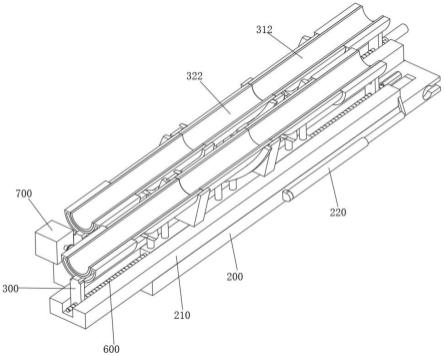
24.图1-2是本发明不同视角整体结构示意图;
25.图3是本发明中基座一与基座二展开状态结构示意图;
26.图4是本发明中弧形板一与弧形板二转动状态结构示意图;
27.图5是本发明中基座一与基座二结构示意图;
28.图6是本发明中弧形板一、弧形板二及螺旋状块结构示意图;
29.图7是本发明中传动柱与丝杠结构示意图;
30.图8是本发明中支撑座二与弧形板二拆分立体结构示意图。
31.图中:100、基座一;110、连接片;200、基座二;210、移动导轨;220、电动推杆;300、支撑座一;310、弧形板一;311、固定块;3111、弧形盲孔;312、橡胶块一;320、弧形板二;321、卡接槽;322、橡胶块二;330、螺旋状块;400、传动柱;410、传动轴;500、支撑座二;510、卡接块;600、丝杠;610、连接管;620、连接轴;700、机箱。
具体实施方式
32.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.请参阅图1-8所示,一种矫正套管焊接位置工件,包括基座一100与基座二200,基座一100与基座二200相互靠近的一端通过铰链铰接,基座二200的顶面滑动连接有移动导轨210,移动导轨210与基座一100的顶面均开设有矩形滑槽,矩形滑槽的两端均固定有支撑座一300,两个支撑座一300之间设置有托板,托板包括两个弧形板一310,两个弧形板一310之间设置有弧形板二320,弧形板一310与弧形板二320的外侧壁均固定有螺旋状块330,矩形滑槽的内部滑动连接有用于驱动弧形板一310与弧形板二320二者转动的传动柱400,基座一100与移动导轨210二者顶面的两端均固定有用于支撑弧形板二320的支撑座二500,传动柱400的内部旋合连接有用于驱动传动柱400移动的丝杠600,基座一100顶面的一端嵌入固定有用于驱动对应位置丝杠600转动的机箱700,通过将两个套管分别放到对应位置托板上,电机带着蜗杆转动使蜗轮带着两个丝杠600转动,与丝杠600旋合连接的传动柱400带着传动轴410移动,传动轴410带着弧形板一310与弧形板二320上的螺旋状块330移动,进而使弧形板一310与弧形板二320向相反的方向转动,将两个套管同步夹持固定在同一直线上矫正套管位置进行热熔焊接,有利于提高套管位置矫正固定的效率。
34.传动柱400顶面的两端及顶面的中部均固定有两个传动轴410,相邻两个传动轴410位于对应位置螺旋状块330的两侧,传动轴410的外侧与对应位置螺旋状块330的外侧滑
动贴靠,从而使传动轴410线性移动时螺旋状块330带着弧形板一310与弧形板二320转动;弧形板一310背离弧形板二320的一端固定有固定块311,固定块311的内部开设有弧形盲孔3111,支撑座一300的顶部固定有与对应位置弧形盲孔3111转动贴靠的弧形滑块,从而时弧形板一310在支撑座一300与支撑座二500之间能够稳定的转动;弧形板二320的两端均开设有卡接槽321,支撑座二500顶面的中部固定有与对应位置卡接槽321滑动卡接的卡接块510,弧形板一310与弧形板二320二者分别与对应位置支撑座二500顶面转动贴靠,卡接块510与卡接槽321转动卡接时弧形板二320在转动过程中不会与支撑座二500分离,保证了弧形板二320转动的稳定性。
35.弧形板一310的顶面固定连接有橡胶块一312,弧形板二320的顶面固定连接有橡胶块二322,橡胶块一312与橡胶块二322便于在弧形板一310与弧形板二320转动时将套管柔性的夹持固定,即保护套管的同时,将套管夹持固定;机箱700的内部固定有电机,电机的输出端固定有蜗杆,其中,一个丝杠600的一端固定有与蜗杆啮合传动的蜗轮,基座一100的一端开设有便于蜗轮转动的转动槽,从而时电机带着蜗轮转动,蜗轮带着蜗杆转动使丝杠600转动;其中,一个丝杠600的一端固定有连接管610,另一个丝杠600的一端固定有与连接管610活动插接的连接轴620,连接管610与连接轴620的截面均为六边形,从而使连接轴620插接到连接管610里面连接管610能够带着连接轴620同步转动。
36.基座一100与基座二200二者背离铰链的一侧之间嵌入布置有连接片110,基座一100与基座二200二者均通过螺栓与连接片110对应位置的端部可拆卸旋合连接,基座二200的外侧固定有电动推杆220,电动推杆220的输出端固定有与移动导轨210固定连接的连接块,旋松连接片110上的螺栓使连接片110从基座一100与基座二200上分离,然后转动基座一100与基座二200使二者相互靠近折叠,从而减小该工件在不使用时所占据的空间,方便携带。
37.一种矫正套管焊接位置工件的矫正方法,方法具体包括如下步骤:
38.步骤一:将基座一100与基座二200向相互背离的方向转动展开,然后在基座一100与基座二200二者背离铰链的一侧安装连接片110和螺栓,将展开后的基座一100与基座二200固定好;
39.步骤二:电动推杆220的输出端带着移动导轨210向略微向基座一100的方向移动,一个丝杠600上的连接轴620插接到另一个丝杠600的连接管610里面;
40.步骤三:将两个待焊接的套管分别放到基座一100与基座二200上方的托板上,电机带着蜗杆转动,蜗杆带着蜗轮转动其中一个丝杠600转动,在连接轴620与连接管610的传动作用下使另一个丝杠600同步转动;
41.步骤四:传动柱400带着多个传动轴410移动,相邻两个传动轴410带着对应位置螺旋状块330移动,使同一托板上的两个弧形板一310向某一方向转动,同时该托板上的弧形板二320向与弧形板一310转动方向相反的方向转动,将套管夹持固定在两个弧形板一310及弧形板二320之间位置;
42.步骤五:电动推杆220的输出端带着移动导轨210向基座一100方向移动使两个套管将铣刀夹紧,利用铣刀将套管的端面削平;
43.步骤六:取下铣刀将加热板放到两个套管之间位置,将两个套管的端面加热熔化,利用电动推杆220驱动移动导轨210继续向基座一100方向移动,移动导轨210上方的套管向
另一个套管方向移动,使两个套管热熔后焊接在一起。
44.工作原理:使用时,初始状态下参照说明书图1,将基座一100与基座二200向相互背离的方向转动展开(参照说明书图3),然后在基座一100与基座二200二者背离铰链的一侧安装连接片110和螺栓,将展开后的基座一100与基座二200固定好,接着电动推杆220的输出端带着移动导轨210向略微向基座一100的方向移动,使其中一个丝杠600上的连接轴620插接到另一个丝杠600的连接管610里面,其中连接管610与连接轴620二者的截面均为六边形,便于二者插接后能够同步转动,此时将两个待焊接的套管分别放到基座一100与基座二200上方的托板上,并使两个套管相互靠近的端面预留一定的间隙,该间隙便于后期放置铣刀和加热板,当需要矫正套管位置使套管固定在托板上时,机箱700里面的电机带着蜗杆转动,蜗杆带着蜗轮转动其中一个丝杠600转动,在连接轴620与连接管610的传动作用下使另一个丝杠600同步转动,丝杠600转动使与丝杠600旋合连接的传动柱400带着多个传动轴410移动,相邻两个传动轴410带着对应位置螺旋状块330移动,进而使同一托板上的两个弧形板一310向某一方向转动,同时该托板上的弧形板二320向与弧形板一310转动方向相反的方向转动(参照说明书图4),从而将套管夹持固定在两个弧形板一310及弧形板二320之间位置,由于基座一100与基座二200上的托板是同步转动的,实现将两个托板同步矫正位置并固定,弧形板一310在转动过程中,弧形板一310上的弧形盲孔3111在对应位置支撑座一300的弧形滑块外侧转动,弧形板二320两端的卡接槽321在对应位置支撑座二500上的卡接块510外侧为转动,最后将铣刀放在两个套管的端面之间,电动推杆220的输出端带着移动导轨210向基座一100方向移动使两个套管将铣刀夹紧,利用铣刀将套管的端面削平,取下铣刀将加热板放到两个套管之间位置,将两个套管的端面加热熔化,然后取下加热板,利用电动推杆220驱动移动导轨210继续向基座一100方向移动,移动导轨210上方的套管向另一个套管方向移动,从而使两个套管热熔后焊接在一起。
45.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
46.以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1