基于碳纤维缠绕制备Ⅳ型复合材料压力容器的方法
基于碳纤维缠绕制备ⅳ型复合材料压力容器的方法
技术领域
1.本发明属于压力容器制造领域,具体涉及一种基于碳纤维缠绕制备ⅳ型复合材料压力容器的方法。
背景技术:
2.在“双碳”目标指引下,氢能以其零碳排放、绿色可持续性等特点成为低碳能源体系的主力,现如今氢燃料汽车已被研究进行生产运行但因储氢储运安全问题未大规模使用。所以储氢容器作为氢燃料汽车的关键部件,成为各国研究的重点。
3.当前,国内氢能产业正处于上升期,尤其是ⅳ型储氢压力容器研制与生产过程中关键技术问题。为获取高储氢密度的复合材料压力容器,并在保证储氢压力容器处于安全指标条件下,对ⅳ型储氢压力容器的内衬结构设计优化以及复合材料层的缠绕工艺优化有进一步的提升,达到轻质高强气密性高的产品目标。现有缠绕铺层顺序工艺中一般采用环向-螺旋交替缠绕,将环向层和螺旋层各自分层进行缠绕,其中各线形具体分层数量是由设计者以及缠绕经验自行规定的,这种排列组合是无限的。大部分压力容器的缠绕设计都是采用环向螺旋交替,其中采用交替缠绕时,交替次数越多会对压力容器增强层的受力产生削弱作用。
技术实现要素:
4.本发明的目的在于提供一种基于碳纤维缠绕制备ⅳ型复合材料压力容器的方法。
5.实现本发明目的的技术解决方案为:一种基于碳纤维缠绕制备ⅳ型复合材料压力容器的方法,所述ⅳ型复合材料压力容器包括两端的接头和由封头段和筒身段一体成型组成的容器主体,包括如下步骤:
6.步骤(1):制备接头;
7.步骤(2):制备内衬:以容器主体外内径比值k为临界点将容器分为薄壁容器和厚壁容器,对于薄壁容器,内衬筒身段和封头段光滑连续设置,即内衬的外表面的形状和薄壁压力容器形状相匹配,内衬内表面形状和压力容器形状相匹配;对于厚壁容器,内衬外表面的筒身段和封头接触处设有一个环形台阶,内衬内表面形状和压力容器形状相匹配,即筒身段的厚度比封头段的厚度小tc;
8.步骤(3):配置胶液;
9.步骤(4):纤维缠绕:将步骤(2)制备的内衬设置在缠绕机构上,并在内衬的两端装配步骤(1)制备的接头,对于薄壁和厚壁容器选择不同的缠绕工艺进行缠绕;
10.对于薄壁容器,首先,筒身段采用环向缠绕方式,且筒身段靠近封头段的两侧采用阶梯环向缠绕、使得在筒身段两侧形成一个从筒身到封头高度逐渐降低的过渡坡;其次,在封头段和已经缠绕环向层的筒身段外周采用螺旋式的缠绕方式缠绕碳纤维;在缠绕过程中,每缠绕一层均进行涂胶,形成增强层;
11.对于厚壁容器,首先,在筒身段采用环向缠绕方式直到环向缠绕层的厚度等于tc,
在封头段和筒身段环向缠绕层的外周采用螺旋方式进行缠绕,在缠绕过程中,每缠绕一层均进行涂胶,形成增强层;
12.缠绕完成后进行真空压缩;
13.步骤(5):固化。
14.进一步的,步骤(1)采用模压成型工艺制备接头,接头的材质为尼龙碳纤维复合材料,接头内设有与氢气注入装置螺纹连接的内螺纹,接头位于增强层外的圆柱段设有与外部保护套螺纹连接的外螺纹。
15.进一步的,步骤(1)制备的接头位于内衬和增强层之间的法兰段环向宽度为压力容器半径的1/4~2/5,法兰段横截面两侧弧形段中间位置的切线的夹角即坡度为15
±5°
。
16.进一步的,步骤(2)中容器主体外内径比值k为1.2;
17.步骤(2)制备的内衬的材质为共混改性的超韧化尼龙pa6。
18.进一步的,步骤(4)中纤维缠绕时薄壁容器环向缠绕层的厚度也为tc,tc的计算方式如下:
[0019][0020]
薄壁容器和厚壁容器的螺旋缠绕层的厚度为t
α
,t
α
的计算方式如下:
[0021][0022]
式中,p为爆破压力;r筒身段半径;σf为纤维发挥强度;k为应力平衡系数;α为螺旋缠绕平均角度,α通过式计算得出,其中r0为接头的极孔半径,r为任意纬度圆半径。
[0023]
进一步的,步骤(3)配置胶液采用树脂和固化剂作为原材料,配置得到的胶液为低粘度树脂,即树脂的混合粘度范围为室温下1400-1500mpa.s。
[0024]
进一步的,步骤(4)“筒身段靠近封头段的两侧采用阶梯环向缠绕、使得在筒身段两侧形成一个从筒身到封头高度逐渐降低的过渡坡”中的阶梯环向缠绕具体为:
[0025]
筒身段的环向缠绕层共n单层,每一单层的厚度即为碳纤维的直径,相邻单层水平方向的距离,即单层台阶的长度为tc/n~3tc/n。
[0026]
进一步的,步骤(5)固化具体为:
[0027]
缠绕结束后,在缠绕机构上旋转时间后将压力容器卸下,然后将压力容器在烘箱中进行升温固化;
[0028]
升温固化的具体参数为:从室温按照升温速率25℃~30℃/h,升温至95
±
3℃,保温6
±
1h,固化完成后,自然降温,出炉;固化过程中保持复合材料压力容器旋转。
[0029]
进一步的,步骤(4)中进行涂胶时,对于涂胶前后的胶液进行称重,缠绕时记录缠绕前后的纤维体积,计算压力容器中纤维体积含量。
[0030]
一种ⅳ型复合材料压力容器,采用上述的方法制备
[0031]
本发明与现有技术相比,其显著优点在于:
[0032]
(1)本发明整体采用内层环向缠绕、外层螺旋缠绕的方式,并将压力容器区分为厚壁和薄壁,针对薄壁和厚壁分别合理设计内衬结构和缠绕工艺,使得筒身主体为环向缠绕
层,与传统技术中的环向螺旋交替缠绕相比,纤维缠绕工艺中环向-螺旋线型交替次数越少,复合层的受力越小,容器周向能够承受更大的压力,承受的爆破压力能够提高到185-200mpa,且本发明对于薄壁在筒身和封头过渡处采用阶梯缠绕的方式,对于厚壁采用降低筒身厚度即涉及凹槽的形式,避免了环向缠绕和螺旋缠绕临界处存在的应力集中等问题;本发明的内衬形状以及铺层顺序的独有设计为ⅳ型复合材料压力容器制作提供了新路径;在保证承受相同工作压强条件下,减轻了压力容器整体质量。
[0033]
(2)本发明在现有技术的基础上,扩大接头与封头内衬之间的法兰过渡段的环向宽度,在原有尺寸的基础上扩大了30%左右,使得接头与容器本体之间的连接更稳定,提高强度、寿命,且本发明在现有技术的技术上,减小了法兰段的坡度,加强了法兰段的支撑作用。
[0034]
(3)本发明在缠绕结束后增加真空压缩,使复合层间的孔隙率大幅度降低。
附图说明
[0035]
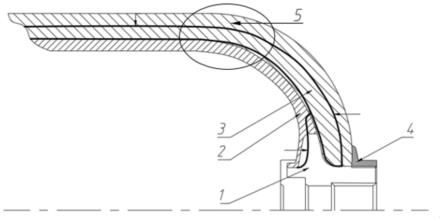
图1为本发明的压力容器和现有技术压力容器对比示意图。
[0036]
图2为本发明薄壁压力容器筒身和过渡段示意图。
[0037]
图3为本发明厚壁压力容器筒身和过渡段示意图。
[0038]
附图标记说明
[0039]
1-复合材料接头,2-薄壁内衬,3-增强层,4-外部保护套,5-筒身与封头过渡段,5-1-薄壁阶梯环向缠绕层,5-2-薄壁螺旋缠绕层,5-3-厚壁内衬,5-4-厚壁螺旋缠绕层,5-5-厚壁环向缠绕层。
具体实施方式
[0040]
下面结合附图对本发明作进一步详细描述。
[0041]
一种基于碳纤维缠绕制备ⅳ型复合材料压力容器的方法,包括如下步骤:
[0042]
步骤1)制作接头:
[0043]
a.接头与内衬贴合半径扩大为传统接头的30%,坡度根据内衬最佳受力椭球比为形状进行贴合。如图1中加粗线为优化后的接头结构,优化设计后的接头延申,厚度较传统变薄,在减轻在封头处的边缘应力的同时,也对封头起了支撑作用,使材料得到充分利用;
[0044]
b.接头材料采用尼龙碳纤维复合材料进行模压成型,模压成型生产效率高、产品尺寸精度高,适合用于接头小型复合材料制品。模压成型中将配置好比例的尼龙碳纤维混合物缓慢注入模具中,在一定温度和压力下压实成型;
[0045]
c.在接头靠近外部预留一定外螺纹配合距离如图1中4外部保护套的使用,其中,外保护套材料为橡胶,作用是一方面对接头产生向内压力增强接头气密性,另一方面外保护套底部与复合层相接触增加封头接口处的强度;
[0046]
步骤2)制作内衬:
[0047]
a.在步骤1)制得的接头基础上进行内衬结构优化设计,内衬材料采用共混改性过的超韧化尼龙pa6,在符合ⅳ型复合材料压力容器安全工况下,根据内衬内外半径比k≤1.2和k>1.2可分为薄壁、厚壁两种内衬制作设计方案。
[0048]
b.方案一:如图2所示,针对薄壁压力容器,内衬筒身段采用传统与封头平齐的ⅳ型内衬,纤维缠绕时如图2所示首先将第一层环向缠绕纤维带沿筒身与封头过渡处缠绕一周期后(将覆盖缠绕筒身或封头段一层设定为一周期,共n层),第二周期碳纤维带环向缠绕时离过渡处即第一周期开始时处的tc/n,在第一周期环向缠绕过程中利用压辊粉刷器沿纤维方向涂抹定量树脂达到粘合又不滴落效果,以此循环往复直至环向层结束。然后通过螺旋缠绕进行螺旋层周期缠绕,在第一层螺旋缠绕时,带有缠绕张力的纤维带从极孔处贴合封头表面和阶梯形状环向层表面进行缠绕,螺旋层之间的树脂给定与环向层过程一致,以此减少空隙段。
[0049]
c.方案二:如图3所示,针对厚壁压力容器,进行内衬筒身段结构设计,5-5为厚壁环向缠绕层,5-3为厚壁内衬结构(筒身段对称结构中与封头连接过渡处内凹厚度为环向纤维层的厚度tc),纤维缠绕过程中第一周期环向纤维缠绕在“凹”形筒身段中,每缠绕一周期定量涂抹树脂一周期,以此循环往复。待环向层缠绕结束后,从极孔出发进行螺旋层的缠绕,缠绕机理与环向层相似。一方面使其缠绕后筒身段的强度等于或大于传统缠绕方式,另一方面减少工艺生产中封头与筒身段过渡处产生的空隙。
[0050]
d.针对ⅳ型内衬及其形状不连续等特点,制作工艺采用吹塑成型,采用吹塑成型前需针对厚壁内衬筒身段凹陷特征改造吹塑模具,使吹塑模具筒身段与塑料内衬完全贴合成型,并将接头安置于吹塑机上,在吹塑过程中控制好挤出温度、吹塑比以及牵引比。成型效果使其接头与内衬成为一体。
[0051]
步骤3)配置胶液:
[0052]
a.按照树脂、固化剂配比配置低粘度树脂,使用电动搅拌机搅拌,配置完成后静置待用;
[0053]
b.记录配置好的胶液重量;
[0054]
c.当完成步骤4)后再次对剩余胶液称重,计算纤维体积含量。并在过渡处配合缠绕顺序方式进行定量涂刷。若粘度超出设定范围0.35pa.s~1.0pa.s,则废气缠绕。
[0055]
步骤4)纤维缠绕:
[0056]
a.线型铺层顺序仿真
[0057]
复合材料压力容器主要技术指标:公称压力70mpa,爆破压力185mpa,储氢密度5.7wt%;
[0058]
t700s碳纤维增强树脂基复合材料性能指标:密度1.75g/cm3,拉伸强度2435mpa,伸长率2.1%;
[0059]
缠绕角计算:根据等极孔结构按照测地线缠绕公式计算取得α=15.1
°
,其中r0为极孔半径,r为任意纬度圆半径;
[0060]
改进的网格理论:
[0061]
其中t
α
为螺旋缠绕层的厚度,tc为环向缠绕厚度;p爆破压力;r筒身段半径;σf纤维发挥强度;k应力平衡系数;α螺旋缠绕平均角度;
[0062]
根据上述网格理论及纤维利用率计算取得t
α
=8.6mm,tc=12.3mm;并利用matlab结合三次样条函数法和几何法计算取得螺旋缠绕层12层,环向缠绕层数17层;在得到计算优化后各线型缠绕厚度和层数后,不同的铺层顺序会对压力容器产生不同的应力状态和不
同的爆破压力,对最优铺层顺序的改进设计研究是有必要的;
[0063]
根据缠绕线型和铺层顺序可分为内螺旋外环向、内环向外螺旋、内外螺旋环向交替三种宏观方案,其中根据上述三种宏观方案可通过分组优化设计选取典型代表进行映射,将缠绕角15.1
°
和-15.1
°
视为一组连续排列;在铺层厚度和层数相同前提下,本发明中铺层顺序分组为6组:
[0064]ⅰ.{(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)5};
[0065]ⅱ.{(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)7};
[0066]ⅲ.{(90
°
)4、[(15.1
°
)、(-15.1
°
)]2、(90
°
)4、[(15.1
°
)、(-15.1
°
)]2、(90
°
)4、[(15.1
°
)、(-15.1
°
)]2、(90
°
)5};
[0067]ⅳ.{[(15.1
°
)、(-15.1
°
)]2、(90
°
)4、[(15.1
°
)、(-15.1
°
)]2、(90
°
)4、[(15.1
°
)、(-15.1
°
)]2、(90
°
)9};
[0068]
ⅴ
.{(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)2、(15.1
°
)、(-15.1
°
)、(90
°
)3、(15.1
°
)、(-15.1
°
)、(90
°
)3、(15.1
°
)、(-15.1
°
)、(90
°
)5};
[0069]ⅵ.{[(15.1
°
)、(-15.1
°
)]6、(90
°
)
17
};
[0070]
根据上述铺层顺序方案进行有限元仿真模拟实验:压力容器在185mpa下,测得最大主应力为2576mpa,最小主应力为2262mpa小于复合层拉伸强度2435mpa;其中ⅵ铺层顺序的最大主应力在6种铺层顺序种最小,主要在于螺旋层全部缠绕在内侧承担部分应力,外侧环形缠绕承担筒身段的环向应力。并且在相同内压下缠绕顺序交替越少,其最大主应力就越小。根据现阶段缠绕顺序研究,采用内全环外全螺旋较少,这与实际工艺以及步骤2)所述的工艺生产难点相关联。因为压力容器安全失效爆破位置在筒身段,主要是环向缠绕提供周向径向应力,螺旋缠绕则是提供轴向力对封头处起到保护作用,所以ⅳ型容器可运用内全环缠绕外部螺旋缠绕顺序进行铺层。
[0071]
b.变张力缠绕计算
[0072]
鉴于相关资料使用等张力缠绕的压力容器其强度沿壁厚分布不均匀,所以本发明中采用变张力缠绕方法。首先利用纤维层三向应力以及强度比计算公式,采用迭代方法调整满载时各层的张力te使其在三向应力状态下实现沿壁厚的等强度。经过计算获得实现等强度所需要的满载张力。求出从空载到施加作内压的纤维张力变化量δt,通过公式te=ts+δt求出施加内压前的剩余张力ts,根据缠绕张力tw与剩余张力ts的关系式式ts=tw+δti,求出缠绕张力tw,其中δti为纤维向应力。采用设计变化的缠绕张力达到加载内压后使强度比沿壁厚均匀分布的效果;
[0073]
c.选用t700s连续预浸渍纤维进行螺旋型与环型配合缠绕,本发明特征在于缠绕过程类似干法缠绕,但考虑到干法中纤维剪切层间受力状态,可添加定量低粘度树脂增加黏结度。具体缠绕过程如下:针对薄壁内衬:首先将第一层环向缠绕纤维带沿筒身与封头过渡处缠绕一周期后(将覆盖缠绕筒身或封头段一层设定为一周期,共17层),第二周期碳纤
维带环向缠绕时离过渡处即第一周期开始时处的0.7mm,在第一周期环向缠绕过程中利用压辊粉刷器沿纤维方向涂抹定量步骤3)配置好的树脂达到粘合又不滴落效果,以此循环往复直至环向层结束。然后通过螺旋缠绕进行螺旋层周期缠绕,在第一层螺旋缠绕时,带有缠绕张力的纤维带从极孔处贴合封头表面和阶梯形状环向层表面进行缠绕,螺旋层之间的树脂给定与环向层过程一致。针对厚壁内衬:厚壁内衬筒身段与封头贴合面距离厚度为环向纤维层的厚度12.3mm,第一周期环向纤维缠绕在“凹”形筒身段中,每缠绕一周期定量涂抹树脂一周期,以此循环往复。待环向层缠绕结束后,从极孔出发进行螺旋层的缠绕,缠绕机理与环向层相似。缠绕过程中根据步骤4)中b计算得到的缠绕张力进行变张力缠绕。缠绕结束后对剩余胶液进行称重计算纤维提及含量,并利用真空压缩技术对缠绕完成的压力容器进行压缩,使其树脂与纤维接触更密切,达到降低孔隙率效果。
[0074]
步骤5)固化:
[0075]
a.缠绕结束后,在缠绕机上旋转一段时间,再将复合材料压力容器进烘箱进行升温固化;
[0076]
b.固化具体温度为从室温按照升温速率25℃~30℃/h,升温至95℃,保温6h,固化完成后,自然降温,出炉。固化过程中保持复合材料压力容器旋转。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1