基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装的制作方法
1.本发明涉及但不限于工装装配应用技术领域,尤指一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装。
背景技术:
2.现有的大尺寸复合材料桨叶承力梁成型主要是基于自动控制、加压、加热的专用成型设备制造。设备自身配备液压系统,是大尺寸复合材料桨叶承力梁成型设备的压紧动力源,模体两段具有液压驱动的活块系统,在承力梁成型过程中用于在加热和固化期间保持压力,在冷却期间释放压力。设备自身配备加热系统,是以电力为能源,通过电热元件加热硅油,并以硅油为有机热载体作为传热介质,通过导热硅油在金属模具中进行强制性循环,保证金属模具的内部温度满足生产工艺技术要求,同时也就保证了金属模具内部复合材料工件的温控曲线的技术要求。
3.为保证成型设备中加热模具温度的稳定性,并满足生产流程中设定的工艺温度以及高精度控温的要求,热油加热循环控制系统由加热系统、热油循环系统、精密温度控制系统、安全辅助系统、水冷却系统等组成。其中,精密温度控制系统采用计算机温度控制平台,整个控制过程采用plc控制方式,由计算机生成控制算法,通过plc对加热元器件进行wpm调制和控制。且成型设备中各系统需要较高的设计安全冗余,元器件选择优先保证安全性、可靠性,对电气自动化技术水平要求高。
4.然而,针对大尺寸复合材料桨叶承力梁的现有成型设备的制造成本高,制造周期长,成型设备中各系统集成性复杂,具有较高的设计、制造要求,不利于压缩科研周期。
技术实现要素:
5.本发明的目的:为了解决上述技术问题,本发明实施例提供了一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装,以解决5针对大尺寸复合材料桨叶承力梁的现有成型设备的制造成本高,制造周期长,并且成型设备中各系统集成性复杂,具有较高的设计、制造要求,从而导致不利于压缩科研周期的问题。
6.本发明的技术方案:本发明实施例提供一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装,包括:上模体组件1、下模体组0件2和活块组件3;
7.其中,所述下模体组件2包括:下模体5、下模体平台6和型板架7,所述下模体5的结构为基于待成型桨叶承力梁的结构制作出的铺设型面,下模体5周边延伸出的平台为下模体平台6,型板架7为
8.通过多块钢板剪裁通气孔并焊接形成的整体工装的支撑结构,下模体5 5和下模体平台6整体焊接在型板架7上形成下模体组件2;
9.所述活块组件3由多个小活块组成,且各小活块之间无连接,各小活块通过与下模体组件2中下模体5的连接实现各小活块之间特定的相对位置关系,连接后的由全部小活块形成围设在下模体5型面周
10.边活块组件3,用于通过下模体5型面和围设的活块组件3铺放复合0材料铺层,并通过部分小活块对待成形产品进行侧向加压;
11.所述上模体组件1包括至少3部分上模块,各上模块之间独立无连接,各上模块通过与活块组件3的连接实现各上模块之间特定的相对位置关系,连接后形成的上模体组件1整体位于活块组件3的上方。
12.可选地,如上所述的基于热压罐固化的大尺寸复合材料桨叶承力5梁模压工装中,包括:
13.所述上模体组件1中的各上模块与活块组件3中对应位置的小活块通过大头销相互定位,并通过螺栓紧固连接。
14.可选地,如上所述的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中,包括:
15.所述下模体组件2中的各下模块与活块组件3中对应位置的小活块通过大头销相互定位,并通过螺栓紧固连接。
16.可选地,如上所述的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中,包括:
17.所述下模体组件2中型板架7底部穿插多个叉车管,用于运输;下模体组件2底部螺接对称安装多个耐高温高承载的脚轮8。
18.可选地,如上所述的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中,
19.上模体组件1中每个上模块为采用板材一体精加工制造形成的,且每个上模块侧面钻制4个吊环孔4,用于在搬运吊装时,通过对上模块安装吊环后执行搬运吊装操作。
20.可选地,如上所述的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中,
21.所述活块组件3中,位于桨根端头位置设置有一组端头压块9,固定连接在桨根位置的小活块连接,用于热压罐固化过程中对桨根处的额外加压.
22.可选地,如上所述的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中,包括:
23.所述下模体组件2的长度尺寸与大尺寸复合材料桨叶承力梁模压工装的整体长度尺寸相同;
24.所述上模体组件1的长度尺寸与活块组件3的长度尺寸相同,且小于所述下模体组件2的长度尺寸。
25.可选地,如上所述的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中,包括:
26.用于连接各部件之间的螺栓作为产品成型的压力源,相邻加压螺栓间距小于250mm。
27.本发明的有益效果:本发明实施例提供一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装,一方面,该模压工装通过以简单的机械结构,提供大尺寸复合材料桨叶承力梁成型所需的合模压力,并且提供安全可靠地上模翻转结构,达到替代专用液压系统和电机翻转机构的目的;另一方面,借助热压罐提供成型所需的温度场环境,达到替代专用的加热系统的目的;再一方面,取消液压系统和加热系统后,即无需设计专用的控制系统操控液压系统和加热系统,达到取消控制系统的目的,可大幅降低成型成本,缩短研制周期。
本发明实施例的技术方案,实现了大尺寸复合材料桨叶承力梁成型工装简易化、低成本、短周期的设计目的。
附图说明
28.附图用来提供对本发明技术方案的进一步理解,并且构成说明书的一部分,与本技术的实施例一起用于解释本发明的技术方案,并不构成对本发明技术方案的限制。
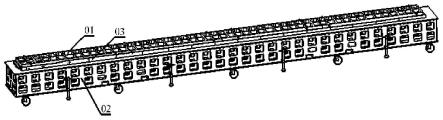
29.图1为本发明实施例提供的一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装的整体结构示意图;
30.图2为本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中上模体组件的示意图;其中,a图为上模块连接前示意效果,b图为上模块连接后示意效果;
31.图3为本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中单个上模块和上模块吊环孔的示意图;
32.图4为本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中下模体组件的示意图;其中,a图为组装形成的整体结构,b图为下模体组件的爆炸示意图,c图为下模体组件局部结构;
33.图5为本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中活块组件的结构示意图;其中,a图为组装形成的整体结构,b图为拆分结构;
34.图6为图5所示实施例中活块组件位于桨根位置的局部结构示意图。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚明白,下文中将结合附图对本发明的实施例进行详细说明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
36.上述背景技术中已经说明,针对大尺寸复合材料桨叶承力梁的现有成型设备的制造成本高,制造周期长,并且成型设备中各系统集成性复杂,具有较高的设计、制造要求,不利于压缩科研周期。
37.为解决上述难题,本发明提供了一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装,该模压工装通过以简单的机械结构,提供大尺寸复合材料桨叶承力梁成型所需的合模压力,并且提供安全可靠地上模翻转结构,达到替代专用液压系统和电机翻转机构的目的;借助热压罐提供成型所需的温度场环境,达到替代专用的加热系统的目的。另外,取消液压系统和加热系统后,即无需设计专用的控制系统操控液压系统和加热系统,达到取消控制系统的目的。通过上述方案实现了大尺寸复合材料桨叶承力梁成型工装具备简易化、低成本、短周期的设计目的。
38.本发明提供以下几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
39.本发明实施例提供一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装,为实现上述目的,在本发明实施例中采取化繁为简的技术构思,以实现工艺目标为导向的设计理念进行工装设计,将简易的机械结构通过有机组合,实现上模翻转、合模加压和传递
加热等具体功能。
40.图1为本发明实施例提供的一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装的结构示意图。该大尺寸复合材料桨叶承力梁模压工装的主体结构包括:上模体组件1、下模体组件2和活块组件3。
41.图4所示为本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中下模体组件的示意图;其中,a图为组装形成的整体结构,b图为下模体组件的爆炸示意图,c图为下模体组件局部结构。参考图1和图4所示,下模体组件2包括:下模体5、下模体平台6和型板架7,所述下模体5的结构为基于待成型桨叶承力梁的结构制作出的铺设型面,下模体5周边延伸出的平台为下模体平台6,型板架7为通过多块钢板剪裁通气孔并焊接形成的整体工装的支撑结构,下模体5和下模体平台6整体焊接在型板架7上形成下模体组件2。
42.图5为本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中活块组件的结构示意图;其中,a图为组装形成的整体结构,b图为拆分结构。参考图1和图5所示,本发明实施例中的活块组件3由多个小活块组成,且各小活块之间无连接,各小活块通过与下模体组件2中下模体5的连接实现各小活块之间特定的相对位置关系,连接后的由全部小活块形成围设在下模体5型面周边活块组件3,用于通过下模体5型面和围设的活块组件3铺放复合材料铺层,并通过部分小活块对待成形产品进行侧向加压。
43.图2为本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装中上模体组件的示意图;其中,a图为上模块连接前示意效果,b图为上模块连接后示意效果;参考图1和图2所示,本发明实施例中的上模体组件1包括至少3部分上模块,图2中示意出4个上模块,各上模块之间独立无连接,各上模块通过与活块组件3的连接实现各上模块之间特定的相对位置关系,连接后形成的上模体组件1整体位于活块组件3的上方。
44.本发明实施例在具体实施例中,上模体组件1中的各上模块与活块组件3中对应位置的小活块通过大头销相互定位,并通过螺栓紧固连接;另外,下模体组件2中的各下模块与活块组件3中对应位置的小活块通过大头销相互定位,并通过螺栓紧固连接。
45.在本发明实施例的一种实现方式中,如图4所示,下模体组件2中型板架7底部穿插多个叉车管,用于运输;下模体组件2底部螺接对称安装多个耐高温高承载的脚轮8。
46.在本发明实施例的一种实现方式中,如图3所示,上模体组件1中每个上模块为采用板材一体精加工制造形成的,且每个上模块侧面钻制4个吊环孔4,用于在搬运吊装时,通过对上模块安装吊环后执行搬运吊装操作。
47.在本发明实施例的一种实现方式中,如图6所示为图5所示实施例中活块组件位于桨根位置的局部结构示意图,该实现方式中的活块组件3中,位于桨根端头位置设置有一组端头压块9,固定连接在桨根位置的小活块连接,用于热压罐固化过程中对桨根处的额外加压.
48.本发明实施例提供的大尺寸复合材料桨叶承力梁模压工装的整体尺寸和各部件的尺寸关系可以为:
49.下模体组件2的长度尺寸与大尺寸复合材料桨叶承力梁模压工装的整体长度尺寸相同;上模体组件1的长度尺寸与活块组件3的长度尺寸相同,且小于所述下模体组件2的长度尺寸。
50.需要说明的是,用于连接各部件之间的螺栓作为产品成型的压力源,相邻加压螺栓间距小于250mm。
51.针对大尺寸复合材料桨叶承力梁的现有成型设备的制造成本高,制造周期长,并且成型设备中各系统集成性复杂,具有较高的设计、制造要求,不利于压缩科研周期等问题。
52.本发明实施例提供一种基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装,一方面,该模压工装通过以简单的机械结构,提供大尺寸复合材料桨叶承力梁成型所需的合模压力,并且提供安全可靠地上模翻转结构,达到替代专用液压系统和电机翻转机构的目的;另一方面,借助热压罐提供成型所需的温度场环境,达到替代专用的加热系统的目的;再一方面,取消液压系统和加热系统后,即无需设计专用的控制系统操控液压系统和加热系统,达到取消控制系统的目的,可大幅降低成型成本,缩短研制周期。本发明实施例的技术方案,实现了大尺寸复合材料桨叶承力梁成型工装简易化、低成本、短周期的设计目的。
53.以下通过一个实施示例对本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装的具体实施方式进行示意性说明。
54.实施示例
55.参照图1到图6所示,为本发明实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装主要包括:3部分结构,即上模体组件1、下模体组件2和活块组件3;各组件的部件之间通过定位销和螺栓定位连接,螺栓也是产品成型的压力源,为保证螺栓合模压力满足承力梁成型需求,相邻加压螺栓间距小于250mm排布。模压工装的全长13m,宽1.2m。
56.其中,上模体组件1和活块组件3通过φ8大头销相互定位,通过m10螺栓紧固。下模体组件2和活块组件3通过φ8大头销相互定位,通过m10螺栓紧固。上模体组件1长12.6m,例如分为4个部分,各部分间无连接,相对位置关系通过与活块相连保证。
57.下模体组件2长13m,由下模体5、下模体平台6和型板架7构成。下模体5使用板料整体加工成桨叶产品的形貌,下模体平台6为下模体5四周延伸出的平台,型板架7由多块钢板剪裁通气孔焊接而成,下模体5和下模体平台6与型板架7焊接成为下模体组件2,组件中间穿插多个叉车管,便于运输;下模体组件2下方螺接安装10个耐高温高承载的脚轮8。下模体组件是整套工装的承力结构。
58.活块组件3全长12.6m,例如由38个小活块构成,各部分间无连接,相对位置关系通过与下模体相连保证。其中部分活块具有侧向加压功能。为降低活块装配难度,提高整体工装表面装配质量,各小活块与产品和上模体贴合型面分别预留2mm余量,在活块与下模体5稳固连接后一体加工。
59.如图2和3所示,上模体组件1起到保持产品型面和加压的功能,考虑加工制造成本,可分块制造加工,例如分成4块上模块,通过板材一体精加工制造而成;考虑转运吊装和合模要求,在每个上模块侧面钻制4个吊环孔4,在需要搬运吊装的情况下,安装吊环后可快速搬运吊装。
60.如图4所示,下模体组件2是工装的承力结构,由下模体5、下模体平台6和型板架7两部分焊接组成,焊接完成后对下模体组件2进行型面精加工、安装脚轮8。型板架7配有叉
车管和脚轮8,可实现工装的搬运转移,型板架7是整套工装的安装基础和承载平台;下模体5经过板材下料、辊型、焊接、精加工制造而成,型板架7经过板材下料、焊接、精加工制造而成。
61.如图5和图6所示,活块组件3起到保持产品侧面型面和侧面加压的功能;考虑加工制造成本,将活块组件3分解成多个小活块,在桨根端头小活块增加一组端头压块,用于桨根处的额外加压,端头压块如图6所示;各活块经过板材下料、精加工制造而成。其中端头压块9固定连接在桨根位置的小活块上,使用3根顶撑螺栓实现对桨根位置小活块的加压合模,2根联入桨根位置小活块的起模螺栓,实现对固化后的桨根位置小活块的泄压起模。
62.本发明上述各实施例提供的基于热压罐固化的大尺寸复合材料桨叶承力梁模压工装,已应用于某型机桨叶承力梁的研究试制中,制造的产品实物满足验收技术要求,采用该模压工装制备产品的使用流程包括:
63.(1)清理工装表面,将模压工装转移至清洁间内;(2)将模压工装的活块组件围设安装在下模体的上方;(3)铺放复合材料铺层;(4)将产品桨根加压活块9安装安装在桨根位置小活块侧端面,以保证产品桨根区域压力;(5)上模体组件安装;(6)模压工装入热压罐固化;(7)模压工装降温出热压罐;(8)上模体组件起模,产品脱模;(9)模压工装转运至放置区。
64.本发明实施例具体一种基于热压罐固化成型的大尺寸产品成型模压工装方案,突破以往大尺寸产品成型依赖大型专用设备的弊端,以最低的成本完成产品成型,缩短工装研发、制造周期。该模压工装已应用于某型机的桨叶制作中,经过工艺验证,完成实际产品生产。已完成的产品顺利通过无损检测等技术的测试,已交付下道工序使用。本实施例提供的技术方案经过实际使用验证,表明基于热压罐固化的大尺寸模压工装技术安全可控,能够在无大型专用设备的条件下,完成大尺寸产品在热压罐的加压成型。
65.虽然本发明所揭露的实施方式如上,但所述的内容仅为便于理解本发明而采用的实施方式,并非用以限定本发明。任何本发明所属领域内的技术人员,在不脱离本发明所揭露的精神和范围的前提下,可以在实施的形式及细节上进行任何的修改与变化,但本发明的专利保护范围,仍须以所附的权利要求书所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1