一种PVC环保复合稳定剂的压粒成型装置的制作方法
一种pvc环保复合稳定剂的压粒成型装置
技术领域
1.本实用新型涉及机械相关的技术领域,尤其是一种pvc环保复合稳定剂的压粒成型装置。
背景技术:
2.广义地讲,能增加溶液、胶体、固体、混合物的稳定性能化学物都叫稳定剂。它可以减慢反应,保持化学平衡,降低表面张力,防止光、热分解或氧化分解等作用。稳定剂在制造过程中要从粉末状态压制成块状固体然后装袋运输和储存,目前的压粒成型机器大都是用管状模具一次压制几个,一次不能够持续把装载的稳定剂粉完全压制光,需要多次作业,导致效率低。
技术实现要素:
3.本实用新型是为了克服现有技术中pvc环保复合稳定剂的压粒成型机器不能持续压制导致效率低的不足,提供一种压制效率高的pvc环保复合稳定剂的压粒成型装置。
4.为了实现上述目的,本实用新型采用以下技术方案:
5.一种pvc环保复合稳定剂的压粒成型装置,包括压制筒,所述压制筒为左端设有开口的壳体,所述压制筒的上方安装加料斗,所述压制筒的顶壁设有加料口,所述加料口与加料斗的下端相对应,所述压制筒内设有挤压板,所述挤压板与压制筒的上下壁和前后壁均接触,所述挤压板与压制筒为左右方向滑动连接,所述压制筒的右侧壁上设有出料孔。
6.把稳定剂粉从加料斗通过压制筒的加料口加入到压制筒内,然后挤压板在压制筒内从左侧滑动向右挤压稳定剂粉,稳定剂粉从出料孔被挤压出来,压制成块状固体,由于挤压板一次可以持续作业,直到从压制筒内左侧完全运动到压制筒内右侧,几乎把压制筒内的稳定剂粉全部挤压出去,然后挤压板再复位,再进行压制,一次就可以把压制筒内装载的稳定剂粉压制光,达到了压制效率高的目的。
7.作为优选,所述压制筒的左侧安装有液压杆,所述液压杆为左右方向水平设置,所述液压杆的右端与挤压板连接,所述挤压板通过液压杆与压制筒滑动连接。液压杆利用液压方式作为动力,使得挤压板能获得足够大的挤压力,从而把稳定剂粉能紧固挤压成块状固体,挤压成型效果好。
8.作为优选,所述压制筒的顶壁上设有插拔孔,所述插拔孔贯通压制筒的前侧壁,所述插拔孔的左右宽度大于加料口的左右宽度,所述插拔孔贯通加料口,所述插拔孔内安装插拔密封板,所述插拔密封板通过插拔孔与压制筒插拔连接。稳定剂粉加入到压制筒内,插拔密封板插入安装进插拔孔内把加料口密封,挤压时稳定剂粉不会从压制筒内冒出来,插拔密封板让压制筒内能装满稳定剂粉然后再密封,保证压制筒装载量大,产量高。
9.作为优选,所述加料斗的下端安装有流量阀。流量阀控制每次加入到压制筒内的稳定剂粉的量可控,不会加入过少导致效率低,不会加入太多造成溢出浪费,同时也保证每次压制的量,精准控制加入量进一步提高效率、产量稳定。
10.作为优选,所述出料孔有多个,所述出料孔在压制筒的右侧壁上均匀分布。
11.作为优选,所述出料孔的形状为锥形,所述出料孔在压制筒的右侧壁的内侧面上的开口尺寸大于出料孔在压制筒的右侧壁的外侧面上的开口尺寸。锥形出料孔能保证稳定剂粉得到更好的挤压效果,保证挤压成品结实不易散。
12.作为优选,所述压制筒的右侧安装有切割板,所述切割板与压制筒的右侧面为上下方向滑动接触。当稳定剂粉被从出料孔挤压出去成为块状固体后,切割板可以切断成型固体,不会造成成型固体大小长短不同而不利于装载和导致浪费包装空间,成型品尺寸固定有利于包装存储。
13.本实用新型的有益效果是:一次就可以把压制筒内装载的稳定剂粉压制光,达到了压制效率高的目的;挤压成型效果好;产量高;精准控制加入量进一步提高效率、产量稳定;保证挤压成品结实不易散;成型品尺寸固定有利于包装存储。
附图说明
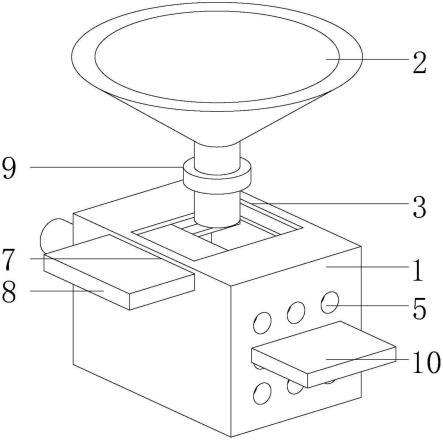
14.图1是本实用新型的立体图;
15.图2是图1去掉插拔密封板和切割板后的内部结构示意图;
16.图3是图2在a-a处的剖视图。
17.图中:1.压制筒,2.加料斗,3.加料口,4.挤压板,5.出料孔,6.液压杆,7.插拔孔,8.插拔密封板,9.流量阀,10.切割板。
具体实施方式
18.下面结合附图和具体实施方式对本实用新型做进一步的描述。
19.如图1和图2所示的实施例中,一种pvc环保复合稳定剂的压粒成型装置,包括压制筒1,压制筒1为左端设有开口的壳体,压制筒1的上方安装加料斗2,压制筒1的顶壁设有加料口3,加料口3与加料斗2的下端相对应,压制筒1内设有挤压板4,挤压板4与压制筒1的上下壁和前后壁均接触,挤压板4与压制筒1为左右方向滑动连接,压制筒1的右侧壁上设有出料孔5。
20.压制筒1的左侧安装有液压杆6,液压杆6为左右方向水平设置,液压杆6的右端与挤压板4连接,挤压板4通过液压杆6与压制筒1滑动连接。
21.压制筒1的顶壁上设有插拔孔7,插拔孔7贯通压制筒1的前侧壁,插拔孔7的左右宽度大于加料口3的左右宽度,插拔孔7贯通加料口3,插拔孔7内安装插拔密封板8,插拔密封板8通过插拔孔7与压制筒1插拔连接。
22.加料斗2的下端安装有流量阀9。
23.出料孔5有多个,出料孔5在压制筒1的右侧壁上均匀分布。
24.如图3所示,出料孔5的形状为锥形,出料孔5在压制筒1的右侧壁的内侧面上的开口尺寸大于出料孔5在压制筒1的右侧壁的外侧面上的开口尺寸。
25.如图1所示,压制筒1的右侧安装有切割板10,切割板10与压制筒1的右侧面为上下方向滑动接触。
26.如图1和图2所示,压制筒1为方形的壳体,压制筒1上方安装加料斗2,加料斗2下端安装流量阀9,压制筒1的顶壁开设有加料口3,加料口3的形状为方形,加料口3与流量阀9上
下相对应,压制筒1的顶壁设置插拔孔7,插拔孔7的形状为方形,插拔孔7穿过压制筒1的前壁并穿过加料口3,插拔孔7的左右宽度大于加料口3的左右宽度,插拔孔7内安装插拔密封板8,压制筒1的右侧安装切割板10,挤压板4安装在压制筒1内,液压杆6安装在挤压板4的左侧并与挤压板4连接,压制筒1的右侧壁上开设有多个出料孔5。
27.使用时,加料斗2内装稳定剂粉,挤压板4在压制筒1内左侧,打开流量阀9向压制筒1加满稳定剂粉,然后把插拔密封板8插入到插拔孔7内把加料口3堵住,控制液压杆6推动挤压板4每次按固定距离向右运动,用外力控制切割板10上下往复运动,当稳定剂粉被从出料孔5挤压出来并成块状固体后,切割板10把成块的稳定剂切割,待挤压板4完全运动到压制筒1的右侧后,再把挤压板4复位,进行下次挤压作业。
技术特征:
1.一种pvc环保复合稳定剂的压粒成型装置,其特征是,包括压制筒(1),所述压制筒(1)为左端设有开口的壳体,所述压制筒(1)的上方安装加料斗(2),所述压制筒(1)的顶壁设有加料口(3),所述加料口(3)与加料斗(2)的下端相对应,所述压制筒(1)内设有挤压板(4),所述挤压板(4)与压制筒(1)的上下壁和前后壁均接触,所述挤压板(4)与压制筒(1)为左右方向滑动连接,所述压制筒(1)的右侧壁上设有出料孔(5)。2.根据权利要求1所述的一种pvc环保复合稳定剂的压粒成型装置,其特征是,所述压制筒(1)的左侧安装有液压杆(6),所述液压杆(6)为左右方向水平设置,所述液压杆(6)的右端与挤压板(4)连接,所述挤压板(4)通过液压杆(6)与压制筒(1)滑动连接。3.根据权利要求1所述的一种pvc环保复合稳定剂的压粒成型装置,其特征是,所述压制筒(1)的顶壁上设有插拔孔(7),所述插拔孔(7)贯通压制筒(1)的前侧壁,所述插拔孔(7)的左右宽度大于加料口(3)的左右宽度,所述插拔孔(7)贯通加料口(3),所述插拔孔(7)内安装插拔密封板(8),所述插拔密封板(8)通过插拔孔(7)与压制筒(1)插拔连接。4.根据权利要求1所述的一种pvc环保复合稳定剂的压粒成型装置,其特征是,所述加料斗(2)的下端安装有流量阀(9)。5.根据权利要求1所述的一种pvc环保复合稳定剂的压粒成型装置,其特征是,所述出料孔(5)有多个,所述出料孔(5)在压制筒(1)的右侧壁上均匀分布。6.根据权利要求5所述的一种pvc环保复合稳定剂的压粒成型装置,其特征是,所述出料孔(5)的形状为锥形,所述出料孔(5)在压制筒(1)的右侧壁的内侧面上的开口尺寸大于出料孔(5)在压制筒(1)的右侧壁的外侧面上的开口尺寸。7.根据权利要求1或5或6所述的一种pvc环保复合稳定剂的压粒成型装置,其特征是,所述压制筒(1)的右侧安装有切割板(10),所述切割板(10)与压制筒(1)的右侧面为上下方向滑动接触。
技术总结
本实用新型公开了一种PVC环保复合稳定剂的压粒成型装置,旨在提供一种压制效率高的PVC环保复合稳定剂的压粒成型装置。它包括压制筒,所述压制筒为左端设有开口的壳体,所述压制筒的上方安装加料斗,所述压制筒的顶壁设有加料口,所述加料口与加料斗的下端相对应,所述压制筒内设有挤压板,所述挤压板与压制筒的上下壁和前后壁均接触,所述挤压板与压制筒为左右方向滑动连接,所述压制筒的右侧壁上设有出料孔。本实用新型的有益效果是:一次就可以把压制筒内装载的稳定剂粉压制光,达到了压制效率高的目的;挤压成型效果好;产量高;精准控制加入量进一步提高效率、产量稳定;保证挤压成品结实不易散;成型品尺寸固定有利于包装存储。存储。存储。
技术研发人员:潘利民
受保护的技术使用者:杭州凌洲塑胶科技有限公司
技术研发日:2022.01.18
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1