一种高精度新能源汽车电机端盖模具的制作方法
1.本实用新型属于模具技术领域,尤其涉及一种高精度新能源汽车电机端盖模具。
背景技术:
2.电动汽车是指以车载电源为动力,用电机驱动车轮行驶,符合道路交通、安全法规各项要求的车辆。近年来,以纯电驱动的汽车作为新能源车,得到国家政策上的大力扶持,其发展趋头越来越好。现时,电动汽车或者电动机动车所用的驱动电机,为了使它重量较轻一些,散热更快,可靠性更优一些,大量采用铝材料进行铸造的电机壳体。
3.中国专利公开了(cn209565478 u)一种高精度新能源汽车电机端盖模具,包括下模体,所述下模体的底端四角均焊接有支腿,所述支腿的底端外壁套接有第一弹簧,所述第一弹簧的底端焊接有矩形块,所述支腿嵌接在矩形块的内腔,所述下模体的顶端接触有上模体,所述上模体的顶端中心位置焊接有提手,所述上模体的顶端右侧插接有漏斗,所述上模体的内部开设有浇道。该高精度新能源汽车电机端盖模具,通过下模体、提手、浇道、模块等结构成电机端盖模具的外形、以及下模体的支撑与上模体的提取等,通过摇杆、导向杆、第二弹簧、凹槽、挡块等结构实现方便更换模具,能够使电机端盖模具在短时间内完成更换,节省时间的同时提高生产效益,但该汽车电机端盖模具使用时上模体与下模体在合膜时,容易产生冲击力,长时间容易对模具的使用寿命造成影响,在对电动机端盖进行注塑成型时速度较慢,生产效率较低,且容易出现型腔充填不完整和不均匀现象,加工精度较低,需要进行一定改进。
技术实现要素:
4.本实用新型的目的在于:为了解决传统的汽车电机端盖模具使用时上模体与下模体在合膜时,容易产生冲击力,长时间容易对模具的使用寿命造成影响,在对电动机端盖进行注塑成型时速度较慢,生产效率较低,且容易出现型腔充填不完整和不均匀现象,加工精度较低的问题,而提出的一种高精度新能源汽车电机端盖模具。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种高精度新能源汽车电机端盖模具,包括底板,所述底板顶部固定有下模,所述底板顶部的四角均固定连接有支撑柱,支撑柱上端固定有顶板,所述顶板底部中心处固定有气缸,气缸下端固定有横板,所述横板滑动连接在支撑柱上,所述横板底部固定有上模座,上模座底部两侧均固定有连接杆,连接杆下端固定有连接块;
6.所述横板顶部的两侧均固定有固定箱,所述固定箱内滑动连接有连杆,连杆上端延伸至固定箱的顶部外侧且固定连接在顶板上,所述连杆下端固定有滑动块,滑动块的下表面呈线性分布有多个第二弹簧,第二弹簧下端固定有活塞,所述活塞设置在固定箱内部,且活塞的直径与固定箱的内部直径相等,所述固定箱的一侧连通有抽气管道,所述固定箱的另一侧连通有出风管道,所述抽气管道和出风管道另一端经过管接头均与浇口主管道相通;
7.作为上述技术方案的进一步描述:通过气缸带动横板、上模座和固定箱向下移动,通过浇口主管道和抽气管道将上模座下方的气体吸入固定箱内,使活塞压缩第二弹簧向上移动,此时固定箱的内体气体压力大于外部气体压力,气缸带动横板、上模座继续向下移动,与下模相配合进行合膜,外部注浆液提供装置经过外部连接管道将注浆输送到浇口主管道内,再通过出风管道将固定箱内部的高压气体输送到浇口主管道内,便于将注浆液快速完整充填到型腔内部。
8.进一步地,所述浇口主管道设置在横板和上模座上端,且与横板和上模座内部相通,所述浇口主管道经过外部连接管道与外部注浆液提供装置相连通,所述出风管道上固定有第一开关阀和第一单向阀,所述抽气管道上固定有第二开关阀,所述外部连接管道上固定有第二单向阀。
9.作为上述技术方案的进一步描述:打开第一开关阀,气缸带动横板、上模座和固定箱向下移动,将上模座周围的气体通过浇口主管道和抽气管道输送到固定箱内进行增压,且对上模座与下模合膜前的型腔内的气体进行抽取,减少型腔内的气体,再关闭第一开关阀,打开第二开关阀,将增压气体通过出风管道输送到浇口主管道内,便于提高端盖在注塑时的精度。
10.进一步地,所述下模包括下模座,所述下模座内部中心处开设有型腔,所述下模座的内部底侧呈线性分布有多个第一弹簧,第一弹簧上端固定有滑板,所述滑板滑动连接在下模座内部,所述滑板的上表面固定有多个顶杆,顶杆上端固定有圆块,所述滑板上表面的两侧均固定有圆杆,所述圆杆上端固定有安装块,所述圆杆和安装块与连接杆和连接块处于同一轴线上,所述下模座内部的两侧均开设有第二滑槽,第二滑槽与安装块相配合,所述下模座的内部开设有多个第一滑槽,所述第一滑槽与圆块相配合。
11.作为上述技术方案的进一步描述:气缸带动横板和上模座向下移动,首先使连接杆和连接块向下压缩圆杆、安装块、滑板和第一弹簧,使顶杆和圆块向下移动,便于减少上模座与下模座合膜时的作用力,在注塑结束后,气缸带动上模向上移动,通过第一弹簧的作用力带动滑板、顶杆和圆块向上移动,对成型后的端盖进行顶出。
12.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
13.1、本实用新型中,通过气缸带动横板和上模座向下移动,使固定箱向下移动,通过浇口主管道和抽气管道将上模座下方的气体吸入固定箱内,使活塞向上移动,压缩第二弹簧,此时固定箱的内体气体压力大于外部空气压力,气缸继续向下移动,与下模相配合进行合膜,外部注浆液提供装置经过外部连接管道将注浆输送到浇口主管道内,再通过出风管道将固定箱内部的高压气体输送到浇口主管道内,便于将注浆液快速完整充填到型腔内部,有效节约加工时间,且有效提高端盖在注塑时的精度。
14.2、本实用新型中,通过打开第一开关阀,利用气缸的作用力,将上模座周围的气体通过浇口主管道和抽气管道输送到固定箱内进行增压,且同时对上模座与下模合膜前的型腔内的部分气体进行抽取,使型腔内部的气体较少,便于提高端盖在注塑时的精度,再关闭第一开关阀,打开第二开关阀,将增压气体通过出风管道输送到浇口主管道内,使注浆液快速充填到整个型腔,以防注塑不到位,对装置的加工效率造成影响。
15.3、本实用新型中,通过气缸带动横板和上模座向下移动,首先使连接杆和连接块向下压缩圆杆和安装块,从而使滑板压缩第一弹簧,带动顶杆和圆块向下移动,便于减少上
模座与下模座合膜时的作用力,提高模具的使用寿命,在注塑结束后,气缸带动上模向上移动,第一弹簧带动滑板、顶杆和圆块向上移动,对成型后的端盖进行顶出,便于出料,使用方便。
附图说明
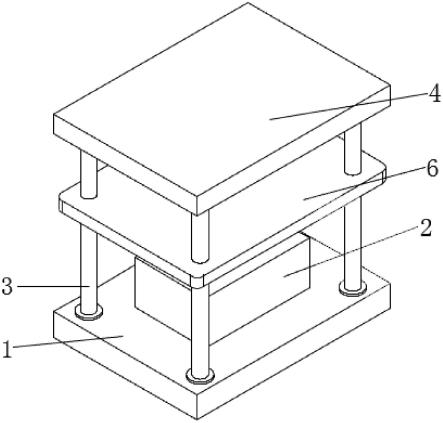
16.图1为一种高精度新能源汽车电机端盖模具的立体结构示意图。
17.图2为一种高精度新能源汽车电机端盖模具的整体结构示意图。
18.图3为一种高精度新能源汽车电机端盖模具中下模的剖视立体结构示意图。
19.图例说明:
20.1、底板;2、下模;201、下模座;202、第一弹簧;203、滑板;204、顶杆; 205、圆块;206、圆杆;207、第一滑槽;208、第二滑槽;3、支撑柱;4、顶板; 5、气缸;6、横板;7、上模座;8、连接杆;9、固定箱;10、连杆;11、第二弹簧;12、活塞;13、浇口主管道;14、抽气管道;15、外部连接管道;16、出风管道。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
22.实施例一:
23.请参阅图1-3,本实用新型提供一种技术方案:一种高精度新能源汽车电机端盖模具,包括底板1,底板1顶部固定有下模2,底板1顶部的四角均固定连接有支撑柱3,支撑柱3上端固定有顶板4,顶板4底部中心处固定有气缸5,气缸5下端固定有横板6,横板6滑动连接在支撑柱3上,横板6底部固定有上模座7,上模座7底部两侧均固定有连接杆8,连接杆8下端固定有连接块;
24.横板6顶部的两侧均固定有固定箱9,固定箱9内滑动连接有连杆10,连杆 10上端延伸至固定箱9的顶部外侧且固定连接在顶板4上,连杆10下端固定有滑动块,滑动块的下表面呈线性分布有多个第二弹簧11,第二弹簧11下端固定有活塞12,活塞12设置在固定箱9内部,且活塞12的直径与固定箱9的内部直径相等,固定箱9的一侧连通有抽气管道14,固定箱9的另一侧连通有出风管道 16,抽气管道14和出风管道16另一端经过管接头均与浇口主管道13相通;
25.请参阅图1-2,其具体实施方式为:通过气缸5带动横板6、上模座7和固定箱9向下移动,通过浇口主管道13和抽气管道14将上模座7下方的气体吸入固定箱9内,使活塞12压缩第二弹簧11向上移动,此时固定箱9的内体气体压力大于外部气体压力,气缸5带动横板6、上模座7继续向下移动,与下模2相配合进行合膜,外部注浆液提供装置经过外部连接管道15将注浆输送到浇口主管道13内,再通过出风管道16将固定箱9内部的高压气体输送到浇口主管道13 内,便于将注浆液快速完整充填到型腔内部。
26.实施例二:
27.浇口主管道13设置在横板6和上模座7上端,且与横板6和上模座7内部相通,浇口
主管道13经过外部连接管道15与外部注浆液提供装置相连通,出风管道16上固定有第一开关阀和第一单向阀,抽气管道14上固定有第二开关阀,外部连接管道15上固定有第二单向阀;
28.请参阅图1-2,其具体实施方式为:打开第一开关阀,气缸5带动横板6、上模座7和固定箱9向下移动,将上模座7周围的气体通过浇口主管道13和抽气管道14输送到固定箱9内进行增压,且对上模座7与下模2合膜前的型腔内的气体进行抽取,减少型腔内的气体,再关闭第一开关阀,打开第二开关阀,将增压气体通过出风管道16输送到浇口主管道13内,便于提高端盖在注塑时的精度。
29.实施例三:
30.下模2包括下模座201,下模座201内部中心处开设有型腔,下模座201的内部底侧呈线性分布有多个第一弹簧202,第一弹簧202上端固定有滑板203,滑板203滑动连接在下模座201内部,滑板203的上表面固定有多个顶杆204,顶杆204上端固定有圆块205,滑板203上表面的两侧均固定有圆杆206,圆杆 206上端固定有安装块,圆杆206和安装块与连接杆8和连接块处于同一轴线上,下模座201内部的两侧均开设有第二滑槽208,第二滑槽208与安装块相配合,下模座201的内部开设有多个第一滑槽207,第一滑槽207与圆块205相配合;
31.请参阅图1-3,其具体实施方式为:气缸5带动横板6和上模座7向下移动,首先使连接杆8和连接块向下压缩圆杆206、安装块、滑板203和第一弹簧202,使顶杆204和圆块205向下移动,便于减少上模座7与下模座201合膜时的作用力,在注塑结束后,气缸5带动上模7向上移动,通过第一弹簧202的作用力带动滑板203、顶杆204和圆块205向上移动,对成型后的端盖进行顶出。
32.工作原理:通过气缸5带动横板6和上模座7向下移动,使固定箱9向下移动,通过浇口主管道13和抽气管道14将上模座7下方的气体吸入固定箱9内,使活塞12向上移动,压缩第二弹簧11,此时固定箱9的内体气体压力大于外部空气压力,气缸5继续向下移动,先使连接杆8和连接块向下压缩圆杆206和安装块,从而使滑板203压缩第一弹簧202,带动顶杆204和圆块205向下移动,便于减少上模座7与下模座201合膜时的作用力,提高模具的使用寿命,外部注浆液提供装置经过外部连接管道15将注浆输送到浇口主管道13内,再通过出风管道16将固定箱9内部的高压气体输送到浇口主管道13内,便于将注浆液快速完整充填到型腔内部,有效节约加工时间,且有效提高端盖在注塑时的精度,在注塑结束后,气缸5带动上模7向上移动,第一弹簧202带动滑板203、顶杆204 和圆块205向上移动,对成型后的端盖进行顶出,便于出料,使用方便。
33.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1