一种汽车油壶模具的脱模结构的制作方法
1.本实用新型涉及汽车油壶注塑模具技术领域,特别涉及一种汽车油壶模具的脱模结构。
背景技术:
2.模具是用来制作成型物品的工具,在外力作用下使坯料成为有特定形状和尺寸。汽车油壶是一种塑料制品,通过注塑模具注塑成型。随着汽车油壶产品的更新换代,目前市面上有些汽车油壶是通过侧端的卡扣与外部零件实现定位连接,而卡扣属于异形凸起,其凸起部位与模具的开模方向或者与行位的脱模方向不同,无法通过常规的脱模方式实现脱模,普通的行位机构脱模会损伤工件侧端的卡扣部位。
技术实现要素:
3.(一)要解决的技术问题
4.本实用新型要解决的技术问题是提供一种汽车油壶模具的脱模结构,以便于使镶件与工件侧端的异形部位脱离,从而不损坏工件。
5.(二)技术方案
6.为解决上述技术问题,本实用新型提供一种汽车油壶模具的脱模结构,包括:安装在动模上的斜导柱以及滑动安装在定模上的行位,所述行位包括行位座和行位镶件;所述行位上安装有斜抽芯机构;所述斜抽芯机构包括贯穿所述行位的斜抽芯镶件以及滑动安装在所述行位座上的滑动连接座;所述斜抽芯镶件倾斜设置,所述斜抽芯镶件一端滑动安装在所述滑动连接座的滑动槽内;所述斜抽芯镶件与所述滑动连接座呈一夹角,所述滑动连接座的滑动方向与所述行位的脱模方向相同;脱模时所述斜导柱带动所述行位向外侧脱模,带动所述斜抽芯镶件脱离工件的异形凸缘。现有的一些油壶在侧端设计成了卡扣连接的方式,因此无法通过常规的脱模手段来实现工件与镶件的脱模;而在本技术方案的模具开模时,动模相对定模向上脱离,所述动模通过所述斜导柱,带动行位向外侧脱模(行位脱模方向与模具开模方向垂直),通过设置斜抽芯机构,斜抽芯镶件相对所述行位倾斜设置,使行位向外侧脱模时,斜抽芯镶件能够脱离工件的异形部位,使其顺利脱模。
7.进一步的,所述斜抽芯机构还包括安装在所述行位镶件上的成型镶件,所述成型镶件与所述斜抽芯镶件配合形成成型腔,所述成型腔用于成型所述异形凸缘。
8.进一步的,所述滑动连接座滑动安装在所述行位座的连接座滑槽内,所述滑动连接座一端安装有复位弹簧,所述复位弹簧始终为所述滑动连接座和所述斜抽芯镶件提供一个朝向工件方向的推力。
9.进一步的,所述行位座上安装有连接座,所述复位弹簧通过弹簧导杆安装在所述连接座上,所述连接座用于放置所述复位弹簧。
10.进一步的,所述滑动连接座上设置有滑动导向杆,所述滑动导向杆滑动安装在所述行位上,其滑动方向与所述行位的脱模方向相同。
11.进一步的,所述斜抽芯镶件一端设置有滑块凸缘,其另一端形成工件成型腔,所述滑动连接座的滑动槽与所述滑块凸缘配合;所述滑动槽的设置方向与所述斜抽芯镶件退出所述工件的异形凸缘的方向相同。
12.进一步的,所述行位内设置有斜抽芯导向套;所述斜导柱通过导向柱安装座安装在所述动模上。
13.进一步的,所述行位镶件上设置有用于所述斜抽芯镶件通过的贯通槽。
14.进一步的,所述成型镶件一端形成用于成型工件的成型凸缘。
15.(三)有益效果
16.本实用新型汽车油壶模具的脱模结构相比现有技术,具有如下优点:
17.1)、本实用新型的行位上设置有斜抽芯机构,可以对工件的一些异形凸起的部位进行脱模,其脱模方向与行位的运动方向不同;
18.2)、通过设置在动模上的斜导柱驱动行位和斜抽芯机构运动,无需额外的油缸驱动。
19.3)、斜抽芯机构的斜抽芯镶件斜向滑动安装在行位上,其一端滑动安装在滑动连接座上,滑动连接座同样是滑动安装在行位座上,滑动连接座的滑动方向与行位座的脱模方向相同;而斜抽芯镶件斜向滑动安装在行位上,因此在行位向外侧脱模时,带动斜抽芯镶件脱离工件的异形凸缘部分,最后整体带动斜抽芯镶件和成型镶件朝向行位脱模方向运动,整体脱离工件,脱模效果好,不会损伤工件,工件良品率高。
附图说明
20.图1为本实用新型的立体图;
21.图2为本实用新型的爆炸图;
22.图3为本实用新型图2的b处放大图;
23.图4为本实用新型行位部分的立体图;
24.图5为本实用新型斜抽芯机构的立体图;
25.图6为本实用新型斜抽芯机构的结构示意图;
26.图7为本实用新型斜抽芯镶件和滑动连接座部分的爆炸图;
27.图8为本实用新型成型镶件的立体图;
28.图9为本实用新型结构示意图;
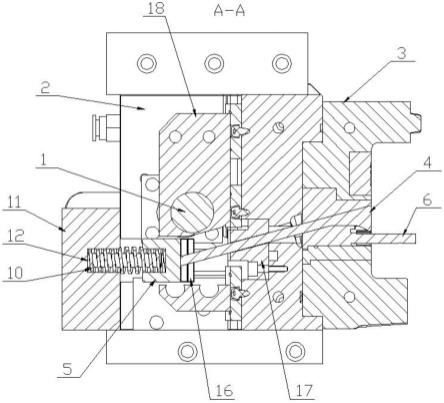
29.图10为本实用新型图9的a-a剖视图;
30.其中:1为斜导柱、2为行位座、3为行位镶件、4为斜抽芯镶件、5为滑动连接座、6为成型镶件、7为工件、8为异形凸缘、9为连接座滑槽、10为复位弹簧、11为连接座、12为弹簧导杆、13为滑动导向杆、14为滑块凸缘、15为工件成型腔、16为滑动槽、17为斜抽芯导向套、18为导向柱安装座、19为贯通槽、20为成型凸缘。
具体实施方式
31.参阅图1~图10,本实用新型提供一种汽车油壶模具的脱模结构,包括:安装在动模上的斜导柱1以及滑动安装在定模上的行位,行位包括行位座2和行位镶件3,斜导柱1与行位配合;行位上安装有斜抽芯机构;斜抽芯机构包括贯穿行位的斜抽芯镶件4以及滑动安
装在行位座2上的滑动连接座5;斜抽芯镶件4倾斜设置,斜抽芯镶件4一端滑动安装在滑动连接座5的滑动槽16内;斜抽芯镶件4与滑动连接座5呈一夹角,滑动连接座5的滑动方向与行位的脱模方向相同;脱模时斜导柱1带动行位向外侧脱模,带动斜抽芯镶件4脱离工件7的异形凸缘8,图3即为异形凸缘8的结构图。
32.参阅图5、图6、图9和图10,斜抽芯机构还包括安装在行位镶件3上的成型镶件6,成型镶件6与斜抽芯镶件4配合形成成型腔,成型腔用于成型工件7的异形凸缘8;参阅图3,在本实施例中异形凸缘8为卡扣结构,其镶件无法通过行位进行正常脱模,需要借助斜抽芯机构进行脱模从而不会损伤工件。
33.参阅图5和图9,滑动连接座5滑动安装在行位座2的连接座滑槽9内,滑动连接座5一端安装有复位弹簧10,复位弹簧10始终为滑动连接座5和斜抽芯镶件4提供一个朝向工件7方向的推力;行位座2上安装有连接座11,复位弹簧10通过弹簧导杆12安装在连接座11上;参阅图5和图9,滑动连接座5上设置有滑动导向杆13,滑动导向杆13滑动安装在行位上,其滑动方向与行位的脱模方向相同。
34.参阅图6和图7,斜抽芯镶件4一端设置有滑块凸缘14,其另一端形成工件成型腔15,滑动连接座5的滑动槽16与滑块凸缘14配合;同样斜抽芯镶件4在滑动连接座5上的滑动方向与滑动连接座5在行位座2上的滑动方向呈一角度(本实用新型内两者方向垂直);假设模具的开模方向为z方向,行位的脱模方向为x方向,则斜抽芯镶件4脱离工件7的退模方向为y方向(斜抽芯镶件4在滑动连接座5的滑动槽16内的滑动方向),在本实施例中,斜抽芯镶件4在滑动槽16内的滑动方向垂直于滑动连接座5在连接座滑槽9内的滑动方向;x、y、z方向各自垂直。在本实施例中模具开模时,动模相对定模向上脱离(z方向),动模通过斜导柱1,带动行位向外侧脱模(x方向,行位脱模方向与模具开模方向垂直),通过设置斜抽芯机构,斜抽芯镶件4相对行位倾斜设置,使行位向外侧脱模时,斜抽芯镶件4能够脱离工件的异形凸缘8(y方向),使其顺利脱模;斜抽芯镶件4完全脱离工件的异形凸缘8后,最后斜导柱1继续带动行位向外侧脱模,此时行位整体带动斜抽芯机构沿行位脱模方向(x方向)完全脱离工件。
35.参阅图8,成型镶件6一端形成用于成型工件7的成型凸缘20,参阅图5和图6,成型凸缘20与工件成型腔15两者配合用于形成工件7的异形凸缘8。
36.参阅图5、图9和图10,行位内设置有斜抽芯导向套17,斜抽芯镶件4在斜抽芯导向套17的斜向滑槽内滑动;斜导柱1通过导向柱安装座18安装在动模上,模具开模时,动模就可以通过斜导柱1带动行位向外侧开模。
37.参阅图4,行位镶件3上设置有用于斜抽芯镶件4通过的贯通槽19。
38.本实用新型的行位上设置有斜抽芯机构,可以对工件的一些异形凸起的部位进行脱模,在行位向外侧脱模时,带动斜抽芯镶件脱离工件的异形凸缘部分,最后再整体带动斜抽芯镶件和成型镶件朝向行位脱模方向运动,整体脱离工件,脱模效果好,不会损伤工件。
39.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1