一种复合一体式护板加工装置的制作方法
1.本实用新型涉及冶金技术领域,具体是一种钢卷的包装材料。
背景技术:
2.钢卷的包装涉及到钢卷运输过程中的安全及防护,如果包装不合格,则钢卷无法运输,现有的钢卷包装材料种类较多,但应用最广泛的是采用pe材料的护板,在护板内部设缓冲层,再结合护角对钢卷进行包装。这种分体式的包装材料,工人进行包装时费时费力;此外,pe护板使用一次后一般作为废弃物扔掉,因为如果二次回收使用,不仅外观不好,更重要的是强度达不到要求,这不但增加了生产成本,而且造成浪费,废弃的pe护板也会是一种环境污染物。
技术实现要素:
3.为解决上述问题,申请人研发了一种一体式的钢卷包装护板如图1和图2所示,自外向内依次为pp层、pe-eva混合层、再生pe层、泡沫保护层;所述护板pp层外侧的两端设置凸条;这种护板由于设置了凸条,内护角或外护角与凸条位置对应,当捆绑带施加外力时,内护角或外护角的内侧均与凸条抵接,因此,内护角或外护角即使受到外力冲击,也不会破坏周向护板和端护板;此外,由于是整体护板结构,捆扎钢卷时省时省力,且外部增加的pp(聚丙烯)层不仅增加了护板的强度,而且耐酸、耐腐蚀,可以更好地保护钢卷。为达到机械化生产该产品的目的,本实用新型的目的是提供一种复合一体式护板加工装置,包括挤出机,其特征在于:机架上方设置云台,所述云台上设置pp料轮和导向轮,导向轮下方自上而下依次设置调温轮、上挤压轮和下挤压轮;挤出机的出口设置在上挤压轮和下挤压轮交接处;调温轮、上挤压轮和下挤压轮均通过水管与调温箱连接;挤出板材的上方设置压型装置,机架的下方设置缓冲料轮,缓冲料的下方设置涂胶装置;
4.挤出板材的下方设置出料斜面,出料斜面的远端设置收料轮;
5.pp料自pp料轮和导向轮绕过调温轮后再绕过上挤压轮与挤出机挤出的pe板上方复合;缓冲料自缓冲料轮出发,其下方首先经过将涂胶装置涂胶,然后绕过下挤压轮与挤出机挤出的pe板下方复合;复合后的板材经出料斜面时,上表面经压型装置成型后,最终被收料轮收集。
6.所述压型装置结构均包括气缸,所述气缸的活塞端与支板固定连接,支板上设置压型轮;所述气缸固定在机架上。
7.所述涂胶装置包括固定在机架上的电机,电机上方设置胶箱,胶箱上方设置胶轮,胶轮的下端沉浸在胶箱内,胶轮与从动轮同轴转动,从动轮与电机输出端的主动轮通过皮带传动;胶轮的上方设置涂胶轮,涂胶轮下方与胶轮抵接,涂胶轮上方与缓冲料抵接。
8.出料斜面与水平面的夹角为10-15度。
9.所述压型装置为多个,距离护板边缘的距离由大至小。
10.本实用新型的优点是:采用了挤出、热复合、涂胶、压型的一体化生产,不仅生产效
率高,而且产品质量好。
附图说明
11.图1为本实用新型产品的结构剖视图;
12.图2为图1的俯视图;
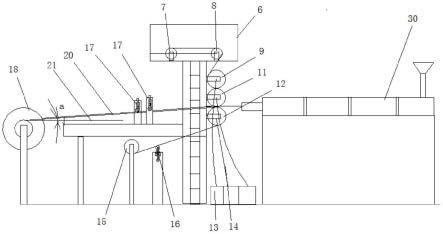
13.图3为本实用新型的结构示意图;
14.图4为压型装置结构图;
15.图5为涂胶装置示意图;
16.图6为压型装置在护板上的位置示意图。
具体实施方式
17.下面结合附图具体说明本实用新型,如图所示,本实用新型的产品如图1和图2所示,包括pp(聚丙烯)层1、pe(聚乙烯)-eva(乙烯-醋酸乙烯共聚物)层10、pe(聚乙烯)层2、泡沫保护层4;pp层外侧的两端设置凸条5;设置pe(聚乙烯)-eva(乙烯-醋酸乙烯共聚物)层10的原因是:pp与pe直接复合时,由于pp熔点较高,为189℃,再生pe的挤出温度一般为130℃-150℃,pe的熔点为110-115℃,因此,没有达到pp的熔点,无法保证二者的复合;如果提高挤出温度,则无法保证pe成为板状,无法实现边挤出边复合;因此,设置了pe-eva混合层作为中间层,首先将pe-eva混合层加热至310℃-340℃后,喷淋至pp层上,使pe-eva混合层与pp层首先复合成一体;然后利用pe-eva层熔点较低,一般仅仅99℃左右,因此,再生pe挤出端的温度达到了熔点温度,这样,最终仅仅依靠挤出端的温度,在上下压力辊的作用下,就将再生pe层与先前的已经复合的pp层完美复合成一体。
18.pp层外侧的两端设置凸条5的方式采用热熔成型,即通过压型装置的压型轮下压成型后的护板,为防止压型过程中的变形过大造成pp层破坏,可采用逐步过渡的方法,设置多个压型装置,每个压型装置的压型轮逐步向护板边缘靠近。
19.缓冲料采用涂胶的方式与pe板结合成一体。
20.本实用新型的具体结构为:机架上方设置云台6,所述云台上设置pp料轮7和导向轮8,导向轮下方自上而下依次设置调温轮9、上挤压轮11和下挤压轮12;挤出机30的出口设置在上挤压轮和下挤压轮交接处;调温轮、上挤压轮和下挤压轮均为中空轮,且通过水管14与调温箱13连接;挤出板材20的上方设置压型装置17,机架的下方设置缓冲料轮15,缓冲料的下方设置涂胶装置16;
21.挤出板材的下方设置出料斜面21,出料斜面的远端设置收料轮18;pp料自pp料轮和导向轮绕过调温轮后再绕过上挤压轮与挤出机挤出的pe板上方复合;缓冲料自缓冲料轮出发,其下方首先经过将涂胶装置涂胶,然后绕过下挤压轮与挤出机挤出的pe板下方复合;复合后的板材经出料斜面时,上表面经压型装置成型后,最终被收料轮收集。
22.所述压型装置结构均包括气缸171,所述气缸的活塞端与支板172固定连接,支板上设置压型轮173;所述气缸固定在机架上。
23.所述涂胶装置包括固定在机架上的电机162,电机上方设置胶箱164,胶箱上方设置胶轮166,胶轮的下端沉浸在胶箱内,胶轮与从动轮163同轴转动,从动轮与电机输出端的主动轮通过皮带传动;胶轮的上方设置涂胶轮165,涂胶轮下方与胶轮抵接,涂胶轮上方与
缓冲料抵接。
24.出料斜面与水平面的夹角a为10-15度。
25.如图6所示,所述压型装置16为多个,距离护板20边缘的距离d由大至小,图中箭头为护板运动方向。
技术特征:
1.一种复合一体式护板加工装置,包括挤出机,其特征在于:机架上方设置云台,所述云台上设置pp料轮和导向轮,导向轮下方自上而下依次设置调温轮、上挤压轮和下挤压轮;挤出机的出口设置在上挤压轮和下挤压轮交接处;调温轮、上挤压轮和下挤压轮均通过水管与调温箱连接;挤出板材的上方设置压型装置,机架的下方设置缓冲料轮,缓冲料的下方设置涂胶装置;挤出板材的下方设置出料斜面,出料斜面的远端设置收料轮;pp料自pp料轮和导向轮绕过调温轮后再绕过上挤压轮与挤出机挤出的pe板上方复合;缓冲料自缓冲料轮出发,其下方首先经过将涂胶装置涂胶,然后绕过下挤压轮与挤出机挤出的pe板下方复合;复合后的板材经出料斜面时,上表面经压型装置成型后,最终被收料轮收集。2.根据权利要求1所述的复合一体式护板加工装置,其特征在于:所述压型装置结构均包括气缸,所述气缸的活塞端与支板固定连接,支板上设置压型轮;所述气缸固定在机架上。3.根据权利要求1所述的复合一体式护板加工装置,其特征在于:所述涂胶装置包括固定在机架上的电机,电机上方设置胶箱,胶箱上方设置胶轮,胶轮的下端沉浸在胶箱内,胶轮与从动轮同轴转动,从动轮与电机输出端的主动轮通过皮带传动;胶轮的上方设置涂胶轮,涂胶轮下方与胶轮抵接,涂胶轮上方与缓冲料抵接。4.根据权利要求1所述的复合一体式护板加工装置,其特征在于:出料斜面与水平面的夹角为10-15度。5.根据权利要求1所述的复合一体式护板加工装置,其特征在于:所述压型装置为多个,距离护板边缘的距离由大至小。
技术总结
本实用新型公开一种复合一体式护板加工装置,包括挤出机,其特征在于:机架上方设置云台,所述云台上设置PP料轮和导向轮,导向轮下方自上而下依次设置调温轮、上挤压轮和下挤压轮;挤出机的出口设置在上挤压轮和下挤压轮交接处;调温轮、上挤压轮和下挤压轮均通过水管与调温箱连接;挤出板材的上方设置压型装置,机架的下方设置缓冲料轮,缓冲料的下方设置涂胶装置;本实用新型的优点是:采用了挤出、热复合、涂胶、压型的一体化生产,不仅生产效率高,而且产品质量好。而且产品质量好。而且产品质量好。
技术研发人员:张明德
受保护的技术使用者:沈阳丰禾包装有限公司
技术研发日:2022.04.11
技术公布日:2022/7/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1