托盘注塑模用型腔起伏块结构的制作方法
1.本实用新型属于模具技术领域,涉及一种托盘注塑模用型腔起伏块结构。
背景技术:
2.托盘是人们常用的用以放置物品的器具,其材质一般采用塑料材质,生产使用注塑模具进行工业化批量制造,有些托盘需要在盘体上呈现起伏结构,适用不同的物品放置,现有的托盘注塑模具在生产过程中,难以同步完成托盘所需的各个起伏位置,需要进行二次加工,成型周期较长,成型精度较为一般。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种托盘注塑模具[申请号:201510437432.3],包括动模、定模,所述动模上设有顶针复板,所述顶针复板上设有若干个贯穿动模的顶针杆,所述动模与定模上分别设有可相互抵触的第一切换模块与第二切换模块,所述第一切换模块与第二切换模块的截面均为正方形,所述第一切换模块与第二切换模块四个相同的侧面分别设有成型块,所述动模与定模上分别设有供第一切换模块与第二切换模块固定的第一固定槽与第二固定槽。但是该方案在生产过程中,仍然难以同步完成托盘所需的各个起伏位置,需要进行二次加工,存在成型周期较长和成型精度较为一般的缺陷。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种托盘注塑模用型腔起伏块结构。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种托盘注塑模用型腔起伏块结构,包括注塑下模和注塑上模,所述的注塑上模底部设有拼接式型腔合模上部,所述的注塑下模上设有型腔起伏成型组件,所述的型腔起伏成型组件与拼接式型腔合模上部的位置相对应且形状相配合,所述的注塑上模上方设有注塑件,所述的注塑件与拼接式型腔合模上部的位置相对应。
[0007]
在上述的托盘注塑模用型腔起伏块结构中,所述的型腔起伏成型组件包括设置于注塑下模上的底部框板,所述的底部框板内设有若干低位成型板和高位成型板,所述的低位成型板和高位成型板相抵接配合,所述的注塑下模内还设有凹槽成型部,所述的低位成型板和高位成型板分别与凹槽成型部相交错设置。
[0008]
在上述的托盘注塑模用型腔起伏块结构中,所述的凹槽成型部包括设置于注塑下模内的若干横向成型凸板和纵向成型凸板,所述的横向成型凸板与低位成型板的位置相对应,所述的纵向成型凸板与高位成型板的位置相对应。
[0009]
在上述的托盘注塑模用型腔起伏块结构中,所述的横向成型凸板的中心线与纵向成型凸板的中心线相互垂直,所述的横向成型凸板与低位成型板分别与拼接式型腔合模上部相抵接配合。
[0010]
在上述的托盘注塑模用型腔起伏块结构中,相邻的两个横向成型凸板之间设有横向卡接缝,相邻的两个纵向成型凸板之间设有纵向卡接缝,所述的横向卡接缝与纵向卡接
缝的宽度相同。
[0011]
在上述的托盘注塑模用型腔起伏块结构中,所述的低位成型板的高度小于高位成型板的高度,所述的横向成型凸板和纵向成型凸板的高度分别与高位成型板的高度相同。
[0012]
在上述的托盘注塑模用型腔起伏块结构中,所述的拼接式型腔合模上部包括设置于注塑上模底部的若干拼接式型腔上板,所述的拼接式型腔上板与底部框板相抵接配合。
[0013]
在上述的托盘注塑模用型腔起伏块结构中,所述的注塑件包括设置于注塑上模上方的注塑主板,所述的注塑主板内设有注塑主流筒。
[0014]
在上述的托盘注塑模用型腔起伏块结构中,所述的注塑上模与注塑主板之间设有分流板,所述的分流板与注塑主流筒相连,所述的分流板内设有若干相互平行的分流管。
[0015]
在上述的托盘注塑模用型腔起伏块结构中,所述的注塑上模与注塑主板之间设有分流板固定框,所述的分流板与分流板固定框相卡接配合。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、本实用新型在注塑过程中,将注塑下模和注塑上模相互靠近,使得拼接式型腔合模上部和型腔起伏成型组件向抵接配合,形成完整的型腔,将熔融物料通过注塑件注入至型腔内,进行注塑,型腔起伏成型组件可用以同步成型托盘塑件的各个起伏部位,无需进行二次加工,缩短了成型周期,拼接式型腔合模上部采用拼接式结构,可适应型腔起伏成型组件的各个起伏部位,合模精度和成型精度高。
[0018]
2、本实用新型通过设置横向成型凸板,用以成型托盘的横向凹槽部分,纵向成型凸板用以成型托盘的纵向凹槽部分,实现分区同步成型,成型精度较高。
[0019]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0020]
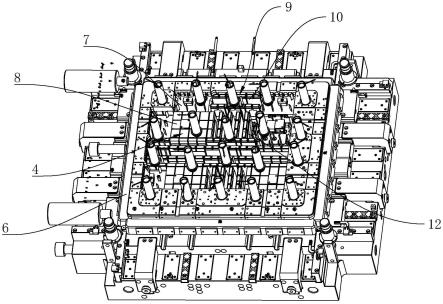
图1是本实用新型的结构示意图。
[0021]
图2是本实用新型的局部结构示意图。
[0022]
图3是本实用新型另一个方向的局部结构示意图。
[0023]
图4是本实用新型另一个方向的局部结构示意图。
[0024]
图中:注塑下模1、注塑上模2、拼接式型腔合模上部3、型腔起伏成型组件4、注塑件5、底部框板6、低位成型板7、高位成型板8、凹槽成型部9、横向成型凸板10、纵向成型凸板11、拼接式型腔上板12、注塑主板13、注塑主流筒14、分流板15、分流管17、分流板固定框18。
具体实施方式
[0025]
下面结合附图对本实用新型进行进一步说明。
[0026]
如图1-4所示,一种托盘注塑模用型腔起伏块结构,包括注塑下模1和注塑上模2,所述的注塑上模2底部设有拼接式型腔合模上部3,所述的注塑下模1上设有型腔起伏成型组件4,所述的型腔起伏成型组件4与拼接式型腔合模上部3的位置相对应且形状相配合,所述的注塑上模2上方设有注塑件5,所述的注塑件5与拼接式型腔合模上部3的位置相对应。
[0027]
在本实施例中,在注塑过程中,将注塑下模1和注塑上模2相互靠近,使得拼接式型腔合模上部3和型腔起伏成型组件4向抵接配合,形成完整的型腔,将熔融物料通过注塑件5
注入至型腔内,进行注塑,型腔起伏成型组件4可用以同步成型托盘塑件的各个起伏部位,无需进行二次加工,缩短了成型周期,拼接式型腔合模上部3采用拼接式结构,可适应型腔起伏成型组件4的各个起伏部位,合模精度和成型精度高。
[0028]
结合图1-4所示,所述的型腔起伏成型组件4包括设置于注塑下模1上的底部框板6,所述的底部框板6内设有若干低位成型板7和高位成型板8,所述的低位成型板7和高位成型板8相抵接配合,所述的注塑下模1内还设有凹槽成型部9,所述的低位成型板7和高位成型板8分别与凹槽成型部9相交错设置。
[0029]
具体地说,底部框板6用以安装固定低位成型板7、高位成型板8和凹槽成型部9,低位成型板7与拼接式型腔合模上部3相配合用以成型托盘的起伏低位部分,高位成型板8与拼接式型腔合模上部3相配合用以成型托盘的起伏高位部分,凹槽成型部9用以成型托盘的凹槽部位。
[0030]
结合图3、图4所示,所述的凹槽成型部9包括设置于注塑下模1内的若干横向成型凸板10和纵向成型凸板11,所述的横向成型凸板10与低位成型板7的位置相对应,所述的纵向成型凸板11与高位成型板8的位置相对应。
[0031]
本实施例中,横向成型凸板10用以成型托盘的横向凹槽部分,纵向成型凸板11用以成型托盘的纵向凹槽部分,实现分区同步成型,成型精度较高。
[0032]
所述的横向成型凸板10的中心线与纵向成型凸板11的中心线相互垂直,所述的横向成型凸板10与低位成型板7分别与拼接式型腔合模上部3相抵接配合。
[0033]
本实施例中,横向成型凸板10的中心线与纵向成型凸板11的中心线相互垂直,确保横向凹槽与纵向凹槽保持垂直。
[0034]
结合图3所示,相邻的两个横向成型凸板10之间设有横向卡接缝,相邻的两个纵向成型凸板11之间设有纵向卡接缝,所述的横向卡接缝与纵向卡接缝的宽度相同。
[0035]
本实施例中,横向卡接缝和纵向卡接缝便于将横向成型凸板10和纵向成型凸板11与拼接式型腔合模上部3相卡接配合。
[0036]
所述的低位成型板7的高度小于高位成型板8的高度,所述的横向成型凸板10和纵向成型凸板11的高度分别与高位成型板8的高度相同。
[0037]
本实施例中,低位成型板7的高度小于高位成型板8的高度,形成高低起伏结构,横向成型凸板10和纵向成型凸板11的高度分别与高位成型板8的高度相同,结构紧凑,不会产品空隙。
[0038]
所述的拼接式型腔合模上部3包括设置于注塑上模2底部的若干拼接式型腔上板12,所述的拼接式型腔上板12与底部框板6相抵接配合。
[0039]
本实施例中,拼接式型腔上板12用以辅助成型产品的上部。
[0040]
结合图1所示,所述的注塑件5包括设置于注塑上模2上方的注塑主板13,所述的注塑主板13内设有注塑主流筒14。
[0041]
本实施例中,在注塑过程中,将熔融物料从注塑主板13内的注塑主流筒14注入。
[0042]
结合图1、图2所示,所述的注塑上模2与注塑主板13之间设有分流板15,所述的分流板15与注塑主流筒14相连,所述的分流板15内设有若干相互平行的分流管17。
[0043]
本实施例中,熔融物料通过注塑主流筒14注入后,再流入至分流板15内,通过分流管17同步注入至型腔内,注塑速率较高。
[0044]
结合图2所示,所述的注塑上模2与注塑主板13之间设有分流板固定框18,所述的分流板15与分流板固定框18相卡接配合。
[0045]
本实施例中,分流板固定框18用以固定分流板15,避免在注塑过程中分流板15发生转动,注塑精度较高。
[0046]
本实用新型的工作原理是:
[0047]
在注塑过程中,将注塑下模1和注塑上模2相互靠近,底部框板6用以安装固定低位成型板7、高位成型板8和凹槽成型部9,低位成型板7与拼接式型腔上板12相配合用以成型托盘的起伏低位部分,高位成型板8与拼接式型腔上板12相配合用以成型托盘的起伏高位部分,横向成型凸板10用以成型托盘的横向凹槽部分,纵向成型凸板11用以成型托盘的纵向凹槽部分,实现分区同步成型,成型精度较高,形成完整的型腔,将熔融物料从注塑主板13内的注塑主流筒14注入,熔融物料通过注塑主流筒14注入后,再流入至分流板15内,通过分流管17同步注入至型腔内,注塑速率较高,无需进行二次加工,缩短了成型周期,拼接式型腔上板12采用拼接式结构,可适应塑件的各个起伏部位,合模精度和成型精度高,
[0048]
横向成型凸板10的中心线与纵向成型凸板11的中心线相互垂直,确保横向凹槽与纵向凹槽保持垂直,
[0049]
横向卡接缝和纵向卡接缝便于将横向成型凸板10和纵向成型凸板11与拼接式型腔合模上部3相卡接配合,
[0050]
低位成型板7的高度小于高位成型板8的高度,形成高低起伏结构,横向成型凸板10和纵向成型凸板11的高度分别与高位成型板8的高度相同,结构紧凑,不会产品空隙,
[0051]
分流板固定框18用以固定分流板15,避免在注塑过程中分流板15发生转动,注塑精度较高。
[0052]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
[0053]
尽管本文较多地使用注塑下模1、注塑上模2、拼接式型腔合模上部3、型腔起伏成型组件4、注塑件5、底部框板6、低位成型板7、高位成型板8、凹槽成型部9、横向成型凸板10、纵向成型凸板11、拼接式型腔上板12、注塑主板13、注塑主流筒14、分流板15、分流管17、分流板固定框18等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1