一种橡胶套生产用模具的制作方法
1.本实用新型涉及橡胶生产技术领域,具体为一种橡胶套生产用模具。
背景技术:
2.橡胶套作为一种中空保护套,广泛应用在机械加工等领域,橡胶套具有缓冲防尘和耐腐蚀的特点,现行橡胶套生产时,需要将热熔的橡胶注入工件腔的内侧压铸成型。
3.现有的橡胶套在注入热熔的橡胶后,热熔橡胶的流动性较差,在注塑管道内难以快速的流至成型腔的内部,使橡胶套的生产效率降低。
技术实现要素:
4.本实用新型的目的在于提供一种橡胶套生产用模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种橡胶套生产用模具,包括定模具、动模具和注塑管道,所述动模具设置于定模具的顶部,所述注塑管道固定连接于动模具的顶部。
6.所述注塑管道的顶部固定安装有注塑口,所述注塑管道的侧面固定连接有连接管,所述连接管的中部安装有阀门,所述连接管远离注塑管道的一端固定连接有通气管。
7.优选的,所述注塑管道的数量为四个,四个所述注塑管道对称分布于动模具的顶部,所述阀门为手动阀,所述通气管远离连接管的一端与空压机的输出端连通,在注塑完成后,将注塑口堵塞,手动打开阀门,利用空压机将氮气加压后通入到通气管的内部,氮气沿着通气管和连接管进入到注塑管道内。
8.优选的,所述定模具的顶部中部固定安装有十字锥,所述定模具的顶部固定连接有定位套,所述定模具的上表面开设有圆形槽,所述圆形槽的内部固定安装有成型腔。
9.优选的,所述定位套的数量为四个,四个所述定位套对称分布于定模具的顶部四角处,所述圆形槽的数量为四个,四个所述圆形槽的等间距对称分布于定模具的上表面,所述成型腔的顶部与注塑管道连通,在合并定模具和动模具时,十字锥会进入到十字槽的内部,定位杆会进入到定位套的内部。
10.优选的,所述动模具的下表面中心开设有十字槽,所述动模具的底部固定连接有定位杆,所述动模具的底部固定连接有凸块,所述凸块的底部固定安装有成型块。
11.优选的,所述十字槽的槽宽与十字锥的直径相同,所述定位杆的直径小于定位套的内径,所述成型块的形状与成型腔的形状适配,所述圆形槽的内径与凸块的直径相同。
12.优选的,所述定模具的底部固定安装有冷却模具,所述冷却模具的内部固定安装有冷却管道,所述定模具的侧面固定连接有侧板,所述侧板的数量为四个,四个所述侧板对称分布于定模具的左右两侧,所述侧板的底部固定安装有支撑杆,在注塑完成后,向冷却管道内部通入冷却水,使冷却水进入到冷却模具的内部,对定模具进行冷却。
13.与现有技术相比,本实用新型的有益效果是:
14.1.该橡胶套生产用模具,在注塑完成后,将注塑口堵塞,手动打开阀门,利用空压机将氮气加压后通入到通气管的内部,氮气沿着通气管和连接管进入到注塑管道内,利用压力推动流体进入到成型腔的内部,使橡胶套的生产效率加快。
15.2.该橡胶套生产用模具,在合并定模具和动模具时,十字锥会进入到十字槽的内部,定位杆会进入到定位套的内部,从而使定模具和动模具紧密贴合,防止在注塑时,有橡胶流体泄漏,影响橡胶套成品的质量。
附图说明
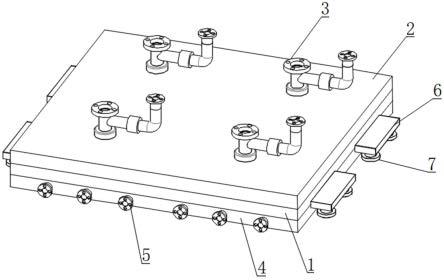
16.图1为本实用新型的整体结构示意图;
17.图2为本实用新型的定模具俯视图;
18.图3为本实用新型的动模具仰视图;
19.图4为本实用新型的注塑管道结构示意图。
20.图中:1定模具、101定位套、102十字锥、103圆形槽、104成型腔、2 动模具、201定位杆、202十字槽、203凸块、204成型块、3注塑管道、301 注塑口、302连接管、303通气管、304阀门、4冷却模具、5冷却管道、6侧板、7支撑杆。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1-4,本实用新型提供一种技术方案:一种橡胶套生产用模具,包括定模具1、动模具2和注塑管道3,动模具2设置于定模具1的顶部,注塑管道3固定连接于动模具2的顶部,定模具1的底部固定安装有冷却模具4,冷却模具4的内部固定安装有冷却管道5,定模具1的侧面固定连接有侧板6,侧板6的数量为四个,四个侧板6对称分布于定模具1的左右两侧,侧板6 的底部固定安装有支撑杆7,在注塑完成后,向冷却管道5内部通入冷却水,使冷却水进入到冷却模具4的内部,对定模具进1行冷却,加快流体在成型腔104的内部冷却,从而加快橡胶套的生产效率。
23.注塑管道3的顶部固定安装有注塑口301,注塑管道3的侧面固定连接有连接管302,连接管302的中部安装有阀门304,连接管302远离注塑管道3 的一端固定连接有通气管303,注塑管道3的数量为四个,四个注塑管道3对称分布于动模具2的顶部,阀门304为手动阀,通气管303远离连接管302 的一端与空压机的输出端连通,在注塑完成后,将注塑口301堵塞,手动打开阀门304,利用空压机将氮气加压后通入到通气管303的内部,氮气沿着通气管303和连接管302进入到注塑管道3内,利用压力推动流体进入到成型腔104的内部,使橡胶套的生产效率加快。
24.定模具1的顶部中部固定安装有十字锥102,定模具1的顶部固定连接有定位套101,定模具1的上表面开设有圆形槽103,圆形槽103的内部固定安装有成型腔104,定位套101的数量为四个,四个定位套101对称分布于定模具1的顶部四角处,圆形槽103的数量为四个,四个圆形槽103的等间距对称分布于定模具1的上表面,成型腔104的顶部与注塑管道
3连通,动模具2 的下表面中心开设有十字槽202,动模具2的底部固定连接有定位杆201,动模具2的底部固定连接有凸块203,凸块203的底部固定安装有成型块204,十字槽202的槽宽与十字锥102的直径相同,定位杆201的直径小于定位套 101的内径,成型块204的形状与成型腔104的形状适配,圆形槽103的内径与凸块203的直径相同,在合并定模具1和动模具2时,十字锥102会进入到十字槽202的内部,定位杆201会进入到定位套101的内部,从而使定模具1和动模具2紧密贴合,防止在注塑时,有橡胶流体泄漏,影响橡胶套成品的质量,圆形槽103会与凸块203卡接,成型块204会与成型腔104的外部卡接,从而使注塑管道3与成型腔104连通,方便流体进入到成型腔104 的内部。
25.在使用时,将合并定模具1和动模具2,使十字锥102会进入到十字槽 202的内部,定位杆201会进入到定位套101的内部,从注塑口301箱注塑管道3内部注入橡胶流体,使橡胶流体进入到成型腔104的内部,将注塑口301 堵塞,手动打开阀门304,利用空压机将氮气加压后通入到通气管303的内部,氮气沿着通气管303和连接管302进入到注塑管道3内,利用压力推动流体进入到成型腔104的内部,待流体全部进入到成型腔104内后,关闭空压机,向冷却管道5内部通入冷却水,使冷却水进入到冷却模具4的内部,对定模具进1行冷却。
26.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1