多层缠绕复合管材的连续加工装置的制作方法
1.本实用新型属于管材加工领域,尤其涉及到一种多层缠绕复合管材的连续加工装置。
背景技术:
2.现有的多层缠绕复合管材采用单个模具进行缠绕,完成整个加工工艺步骤后才能进行下一个管材的制作,这样制作生产效率低下,不能够进行连续的加工生产。
技术实现要素:
3.本实用新型的一个目的是提供一种多层缠绕复合管材的连续加工装置,并提供至少后面将说明的优点。
4.本实用新型的另一个目的是提供一种多层缠绕复合管材的连续加工装置,可实现连续缠绕,将断片式的生产流程化,可大大提高生产效率,节省人力物力。
5.本实用新型的技术方案如下:
6.多层缠绕复合管材的连续加工装置,其包括:
7.胎具驱动机构,其驱动胎具旋转向前运动,且所述胎具驱动机构的输出端连接有多个首尾相接的所述胎具;
8.多个缠绕机构,其沿着所述胎具的长度方向设置,其在所述胎具外表面进行多层缠绕制成多层缠绕复合管材管坯;
9.冷却装置和定长切断装置,其对所述多层缠绕管材管坯进行冷却和定长切断处理制成多层缠绕复合管材成品;
10.后处理装置,其将所述胎具和所述多层缠绕复合管材成品分离,并将所述胎具转移至所述胎具驱动机构的输出端。
11.优选的是,所述的多层缠绕复合管材的连续加工装置中,每个所述胎具的两个端头分别设置有一离合爪,以与相邻的所述胎具连接或断开。
12.优选的是,所述的多层缠绕复合管材的连续加工装置中,所述离合爪为呈环形设置的若干啮合齿,所述啮合齿的啮合方向与所述胎具的旋转方向一致。
13.优选的是,所述的多层缠绕复合管材的连续加工装置中,所述胎具驱动机构包括:
14.驱动电机;
15.传动轮组,其与所述驱动电机的输出端齿轮连接;
16.其中,所述传动轮组中具有两个回转方向一致的传动轮,其设置在所述胎具的下方以带动所述胎具转动。
17.本实用新型具有以下有益效果:
18.将多个胎具首尾相接进行回转直线前行运动,使得整个加工工艺实现连续化,比如第一个胎具完成基带缠绕后进入复合层缠绕工序,下一个胎具即可进行基带缠绕。
19.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过
对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
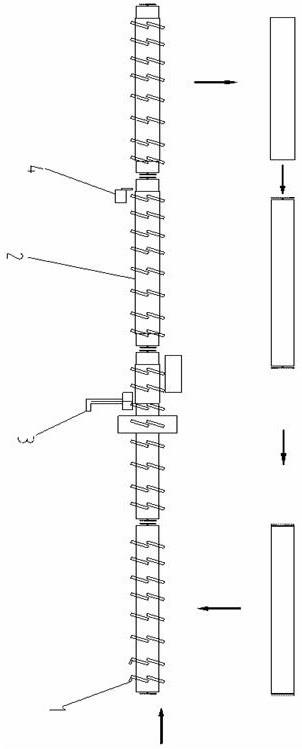
20.图1为本实用新型提供的多层缠绕复合管材的连续加工装置的一个实施例的结构示意图。
具体实施方式
21.下面结合附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
22.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不配出一个或多个其它元件或其组合的存在或添加。
23.如图1所示,本实用新型提供一种多层缠绕复合管材的连续加工装置,其包括:
24.胎具驱动机构1,其驱动胎具旋转向前运动,且所述胎具驱动机构1的输出端连接有多个首尾相接的所述胎具2;
25.多个缠绕机构3,其沿着所述胎具的长度方向设置,其在所述胎具外表面进行多层缠绕制成多层缠绕复合管材管坯;
26.冷却装置和定长切断装置4,其对所述多层缠绕管材管坯进行冷却和定长切断处理制成多层缠绕复合管材成品;
27.后处理装置,其将所述胎具和所述多层缠绕复合管材成品分离,并将所述胎具转移至所述胎具驱动机构的输出端。
28.在本实用新型提供的所述的多层缠绕复合管材的连续加工装置的一个实施例中,每个所述胎具的两个端头分别设置有一离合爪,以与相邻的所述胎具连接或断开。
29.在本实用新型提供的所述的多层缠绕复合管材的连续加工装置的一个实施例中,所述离合爪为呈环形设置的若干啮合齿,所述啮合齿的啮合方向与所述胎具的旋转方向一致。
30.关于离合爪的具体结构,本领域技术人员可根据实际需要进行选择,在此无需具体说明。
31.在本实用新型提供的所述的多层缠绕复合管材的连续加工装置的一个实施例中,所述胎具驱动机构包括:
32.驱动电机;
33.传动轮组,其与所述驱动电机的输出端齿轮连接;
34.其中,所述传动轮组中具有两个回转方向一致的传动轮,其设置在所述胎具的下方以带动所述胎具转动。
35.驱动机构布置的位置与水平位置具有一定角度,当驱动电机带动驱动机构旋转时,摩擦力作用,会提供给模具一个向前的力,一个旋转的力。本领域技术人员能够根据需要选择任何能够实现该功能的驱动机构,在此无需详细描述。
36.本实用新型提供的多层缠绕复合管材的连续加工装置的工作过程如下:
37.将当前胎具放置在胎具驱动机构的胎具放置工位上并使得当前胎具与前方胎具通过离合爪进行同步连接;
38.当前胎具旋转向前运动分别途径多个缠绕机构,外层缠绕平料带后形成多层缠绕复合管材管坯,之后进行风水冷却和定长切断处理,制得多层缠绕复合管材成品;
39.将当前胎具与前后方胎具脱开,之后进行脱膜处理,将多层缠绕复合管材成品和当前胎具分离;
40.将当前胎具转运至胎具驱动机构的胎具放置工位上,继续完成上述操作,以形成连续生产。
41.本实用新型提供一种连续缠绕大口径实壁管和多层缠绕复合管材加工装置,属于热塑性和热固性塑料螺旋缠绕管材生产加工领域。目的通过连续缠绕加工提高产品效率和产品一致性,提供产品的多样性生产组合加工方法。
42.本实用新型使用安装离合的圆柱型可开合钢芯轴作为多层缠绕复合材料管材缠绕加工的成型胎具,胎具本身做回转直线前行运动,其后胎具在回转前行运动同时,对前面胎具提供持续回转动力传递。胎具驱动由滚轮支架传动轮提供的侧向驱动力,实现胎具持续回转前行运动。多层复合缠绕管材其成型加工是在循环连续回转胎具表面连续螺旋缠绕热挤出成型的平料带(条)成型实壁管体,在此基础表面可进行条带复合材料叠加缠绕形成中间复合加强层,多层次的复合层缠绕前后依次在基管表面叠加缠绕,管材最外表层可以缠绕是平带材保护层和结构增强肋经层。
43.本实用新型的工艺流程为:胎具装载—同步离合驱动胎具—基带胎具缠绕
‑‑‑
复合层缠绕—管外层缠绕加工
‑‑‑
风水冷却
‑‑
定长切断
‑‑
制品胎具驱动离合分离—制品胎具开模分离—胎具合模转运—制品转运。
44.进行一定数量胎具依次回转直线前行运动是连续胎具运动是缠绕连续作业根本,离合的圆柱型可开合钢芯轴,前胎具由后胎具提供动力推动前行回转移动,实现前胎具获得持续的回转前行的回转扭力和轴向推力,获得持续螺旋轨迹。
45.圆柱型可开合钢芯轴胎具是基于完成管材加工与产品定型支撑,胎具开合缩径完成制品脱模。
46.使用开合芯轴胎具附加离合驱动是因为胎具表面成型制品硬度较低时,其支撑使用接触面较大的直线滚轮轴,侧向推力无法提供,所提出后驱动方式。
47.开合芯轴胎具可以采用之前申请过的专利cn202120410749中公开的技术方案,或者是其他的任何胎具,只要能够实现胎具和管材分离即可。
48.尽管本实用新型的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本实用新型的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1