靶机翼面铝芯膨胀成型结构的制作方法
1.本技术涉及无人机复合材料成型的领域,尤其是涉及靶机翼面铝芯膨胀成型结构。
背景技术:
2.靶机是无人机最早应用的领域,经过多年的航空技术飞跃式发展后,靶机已成为军用航空器的重要组成,是用于检验空军航空武器系统性能的一种空中标靶。靶机的机翼是靶机的主要升力部件,所以靶机机翼的性能是评判靶机性能的一项重要指标。
3.以往一般的靶机机翼都使用的是重量较重的金属材料,与传统金属相比,复合材料具有强度和刚度高的特点,将它应用于无人机结构中可以减重20%以上。以复合材料为核心的无人机结构设计、制造技术是影响无人机发展的关键技术之一。
4.目前复合材料的可设计性、轻质、高强等特性使其在航空无人机领域得到了广泛的应用,因此在航空无人机领域的靶机翼面多采用复合材料制作而成。
5.针对上述中的相关技术,发明人认为目前靶机翼面多采用复合材料制成,但是复合材料在制作时,需要多次胶接后加温固化,成型较为复杂。
技术实现要素:
6.为了降低翼面整体的成型难度,提高加工翼面的成型效率,本技术提供靶机翼面铝芯膨胀成型结构。
7.本技术提供的靶机翼面铝芯膨胀成型结构,采用如下的技术方案:
8.靶机翼面铝芯膨胀成型结构,包括有成型外壳,所述成型外壳的内部开设有成型腔,所述成型外壳的下方水平设置有成型底板,所述成型底板上安装有成型内衬,所述成型内衬能够伸入到成型腔的内部,且所述成型内衬和所述成型外壳的内侧壁留有用于成型的间隙,所述成型内衬采用的材质的膨胀系数大于所述成型外壳和所述成型底板所用材质的膨胀系数。
9.通过采用上述技术方案,通过将复合材料铺贴到成型内衬的外侧壁上,且将成型内衬伸入到成型腔的内部,将整体进行加温,且由于成型内衬采用的材质的膨胀系数大于成型外壳和成型底板所用材质的膨胀系数,因此在加温后,成型内衬的膨胀程度会大于成型外壳的膨胀程度,进而成型内衬将复合材料挤压在成型外壳的内侧壁上,降低翼面整体的成型难度,提高加工翼面的成型效率。
10.可选的,所述成型内衬包括有依次设置的前缘内衬、中间内衬以及后缘内衬,所述前缘内衬与所述中间内衬之间滑动连接,所述中间内衬与所述后缘内衬之间滑动连接。
11.通过采用上述技术方案,通过将成型内衬改成分体设置,便于将成型内衬自复合材料的内部取出,便于操作人员的操作。
12.可选的,所述中间内衬靠近所述前缘内衬和靠近所述后缘内衬的侧壁均固定连接有滑块,所述前缘内衬相对于所述滑块的位置和所述后缘内衬相对于所述滑块的位置均开
设有滑槽,所述滑块位于所述滑槽的内部且相对滑动。
13.通过采用上述技术方案,通过将中间内衬的滑块分别在前缘内衬和后缘内衬的滑槽内部相对滑动,进而便于操作人员将中间内衬和前缘内衬相对,将中间内衬和后缘内衬相对,从而便于操作人员的操作。
14.可选的,所述前缘内衬的顶端宽度小于所述前缘内衬的底端宽度,所述中间内衬的顶端宽度小于所述中间内侧的底端宽度,所述后缘内衬的顶端宽度小于所述后缘内衬的底端宽度。
15.通过采用上述技术方案,通过设置的顶端宽度小于底端宽度,从而便于将前缘内衬、中间内衬和后缘内衬自复合材料的内部取出,减少操作人员取出成型内衬的难度。
16.可选的,所述成型外壳包括有相对设置的上模和下模,所述上模和所述下模之间通过锁定件相对固定。
17.通过采用上述技术方案,通过分体设置的上模和下模,进而便于操作人员将成型内衬伸入到成型腔的内部,且便于操作人员将成型后的复合材料自成型腔的内部脱离。
18.可选的,所述上模靠近所述下模的一侧固定连接有定位块,所述下模上相对于所述定位块的位置开设有定位孔,当所述上模和所述下模相对时,所述定位块能够伸入到所述定位孔的内部。
19.通过采用上述技术方案,通过将定位块与定位孔相对,进而便于上模和下模之间的相对,从而便于将上模和下膜之间相对固定。
20.可选的,所述成型底板相对于所述成型内衬的位置开设有定位槽,所述成型内衬位于所述定位槽的内部。
21.通过采用上述技术方案,通过开设的定位槽,能够便于将成型内衬进行固定定位,进而减少在安装成型内衬时产生的偏差位移的情况。
22.可选的,所述成型外壳的底端固定连接有定位卡块,所述成型底板的上表面相对于所述定位卡块的位置开设有定位卡槽,当所述成型外壳和所述成型底板相对时,所述定位卡块能够伸入到所述定位卡槽的内部。
23.通过采用上述技术方案,通过将定位卡块伸入到定位卡槽的内部,从而将成型外壳与成型底板相对,使得便于将成型内衬与成型腔之间相对,将成型内衬伸入到成型腔的内部,便于操作人员的操作。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过将复合材料铺贴到成型内衬的外侧壁上,且将成型内衬伸入到成型腔的内部,将整体进行加温,且由于成型内衬采用的材质的膨胀系数大于成型外壳和成型底板所用材质的膨胀系数,因此在加温后,成型内衬的膨胀程度会大于成型外壳的膨胀程度,进而成型内衬将复合材料挤压在成型外壳的内侧壁上,降低翼面整体的成型难度,提高加工翼面的成型效率。
26.2.通过将成型内衬改成分体设置,便于将成型内衬自复合材料的内部取出,便于操作人员的操作。
27.3.通过分体设置的上模和下模,进而便于操作人员将成型内衬伸入到成型腔的内部,且便于操作人员将成型后的复合材料自成型腔的内部脱离。
附图说明
28.图1是本技术实施例中的靶机翼面铝芯膨胀成型结构的整体结构示意图;
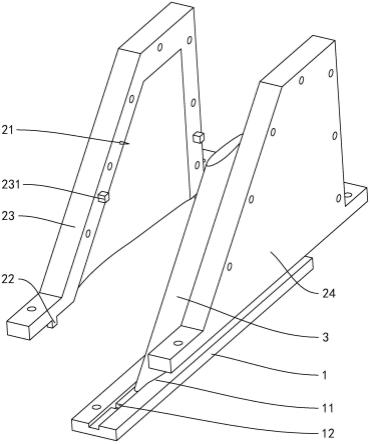
29.图2是本技术实施例中的靶机翼面铝芯膨胀成型结构的爆炸示意图的上模侧示意图;
30.图3是本技术实施例中的靶机翼面铝芯膨胀成型结构的爆炸示意图的下模侧示意图;
31.图4是本技术实施例中的靶机翼面铝芯膨胀成型结构的爆炸示意图的成型内衬的爆炸图。
32.附图标记说明:1、成型底板;11、定位槽;12、定位卡槽;2、成型外壳;21、成型腔;22、定位卡块;23、上模;231、定位块;24、下模;241、定位孔;3、成型内衬;31、中间内衬;311、滑块;32、前缘内衬;321、滑槽;33、后缘内衬。
具体实施方式
33.以下结合附图1-4对本技术作进一步详细说明。
34.本技术实施例公开靶机翼面铝芯膨胀成型结构。参照图1、图2,靶机翼面铝芯膨胀成型结构包括有成型底板1,成型底板1水平设置,且成型底板1的上方设置有成型外壳2,成型外壳2的内部开设有用于成型的成型腔21,成型腔21的底端与成型外壳2的底壁相对连通。
35.参照图2、图3,成型底板1上水平开设有定位槽11,且定位槽11的内部安装有成型内衬3,成型内衬3与成型底板1之间通过螺栓进行固定。成型底板1的上表面开设有定位卡槽12,且成型外壳2的下表面相对于定位卡槽12的位置固定连接有定位卡块22,当成型外壳2放置在成型底板1的上方时,定位卡块22能够伸入到定位卡槽12的内部,进而便于将成型外壳2和成型底板1之间进行定位安装,成型外壳2和成型底板1之间通过螺栓固定。
36.当成型外壳2与成型底板1相对时,成型内衬3能够伸入到成型腔21的内部,且成型内衬3的外侧壁与成型外壳2的内侧壁之间留有间隙用于膨胀成型。
37.参照图3、图4,成型内衬3包括有位于中间位置处的中间内衬31,中间内衬31的两侧分别设置有前缘内衬32和后缘内衬33,中间内衬31与前缘内衬32之间滑动连接,且中间内衬31与后缘内衬33之间滑动连接。中间内衬31靠近前缘内衬32的侧壁和靠近后缘内衬33的侧壁分别固定连接有滑块311,前缘内衬32靠近滑块311的一侧和后缘内衬33靠近滑块311的侧壁均开设有滑槽321,滑块311位于滑槽321的内部且相对滑动连接。
38.中间内衬31的顶端宽度小于中间内衬31的底端宽度,前缘内衬32的顶端宽度小于前缘内衬32的底端宽度,后缘内衬33的顶端宽度小于后缘内衬33的底端宽度。
39.参照图2、图3,成型外壳2包括有相对设置的上模23和下模24,上模23靠近下模24的一侧固定连接有定位块231,且下模24靠近上模23的一侧相对于定位块231的位置开设有定位孔241,当上模23和下模24相对时,定位块231伸入到定位孔241的内部,且当上模23和下模24相对后,通过螺栓将上模23和下模24固定。
40.位于成型内衬3的外侧表面铺粘复合材料,复合材料位于成型内衬3和成型外壳2内侧壁之间的间隙位置处。成型内衬3的材料可采用铝合金材质,且成型外壳2和成型底板1可采用碳钢材质,根据热膨胀系数α
×
10-6(1/℃),在20-200℃之间,碳钢α=11.3-13;铝合
金α=23.4-24.8,可以通过加温让成型内衬3膨胀,挤压复合材料在成型外壳2的内侧壁上。
41.本技术实施例靶机翼面铝芯膨胀成型结构的实施原理为:通过将成型内衬3固定安装在成型底板1上,且将复合材料铺粘在成型内衬3的外侧,将成型外壳2的上模23和下膜相对,进而通过螺栓将上模23和下膜进行固定,且将成型外壳2与成型底板1通过螺栓固定,进而将整体进行加温,加温后,由于成型外壳2、成型底板1和成型内衬3的膨胀系数不同,成型内衬3的膨胀程度大于成型外壳2和成型底板1,进而将复合材料挤压成型。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1