塑料型材挤出模具上的水路异型闷头结构的制作方法
1.本实用新型涉及塑料挤出模具技术领域,具体是塑料型材挤出模具上的水路异型闷头结构。
背景技术:
2.塑料型材挤出模具中定型模的作用是让离开模头的塑料型坯,在正确的形状下,从熔融状态冷却固化成最终的塑料异型材产品。所以在定型模中要同时完成冷却和定型两个工艺过程,熔融的型坯挤出后,在牵引中经水冷或风冷却,自然定型,目前,公知的用于塑料型材挤出模具上的异型水路闷头结构形式为紫铜闷头闷断异型孔上丝缝小孔与主异型水孔2后再独立分开出水,但特殊情况要求使用钢闷头时,且异型丝缝小孔与主异型水孔2必须独立分开出水。
3.由于钢材料硬度高,延展性不好,在闷堵定型模异型水路隔断槽时闷入后不易取出,但要求使用钢闷头时,且异型丝缝小孔与主异型水孔必须独立分开出水,由于定型模在通水后,由于循环冷却水中可能含有异物、粉料或者其他杂质,在工作使用一段时候后水孔可能会被这些杂质所堵塞,这时便需要将闷头取下并疏通定型模水路,然后再重新安装于定型模上,十分不便,针对上述情况,我们推出了塑料型材挤出模具上的水路异型闷头结构。
技术实现要素:
4.本实用新型的目的在于提供塑料型材挤出模具上的水路异型闷头结构,以解决上述背景技术中提出的问题。
5.本实用新型的技术方案是:
6.包括定型模,所述定型模进出水端开设有主异型水孔和异型丝缝水孔,所述主异型水孔和异型丝缝水孔处开设有闷头沉槽,所述主异型水孔和异型丝缝水孔之间开设有穿丝孔,所述闷头沉槽处激光焊接有闷头,所述闷头表面开设有螺纹通孔。
7.进一步的,所述闷头为不锈钢材质。
8.进一步的,所述闷头的外口尺寸与闷头沉槽的内口尺寸相吻合。
9.本实用新型通过改进在此提供塑料型材挤出模具上的水路异型闷头结构,与现有技术相比,具有如下改进及优点:
10.其一:本实用新型,闷头表面开设有螺纹通孔,可安装相应大小的螺塞保证水路封闭,其闷头可独立分开主异型水孔与异型丝缝小孔,从而无需加工安装隔断闷头孔,需要拆卸闷头时可先取下螺塞,再将螺钉旋入螺纹通孔,即可将闷头拔出,从而可快速清理定型模异型水路。
11.其二:本实用新型,闷头为不锈钢材质,避免铝质或铜质在安装拆卸过程中会变形损坏,闷头的外口尺寸与闷头沉槽的内口尺寸相吻合,可有效保证闷头的与闷头沉槽的密封性。
附图说明
12.下面结合附图和实施例对本实用新型作进一步解释:
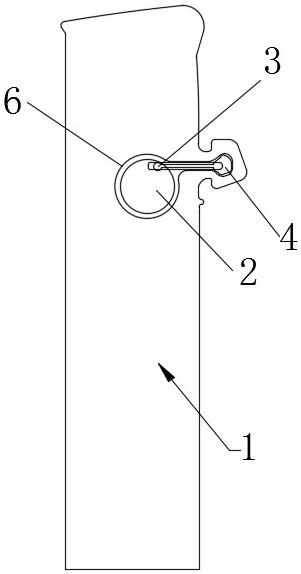
13.图1是本实用新型定型模主视内部结构示意图;
14.图2是本实用新型定型模侧视结构示意图;
15.图3是本实用新型闷头结构示意图。
16.附图标记说明:1、定型模;2、主异型水孔;3、穿丝孔;4、异型丝缝水孔;5、闷头;6、闷头沉槽;7、螺纹通孔。
具体实施方式
17.下面将结合附图1至图3对本实用新型进行详细说明,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.本实用新型通过改进在此提供塑料型材挤出模具上的水路异型闷头结构,如图1-图3所示,定型模1,定型模1进出水端开设有主异型水孔2和异型丝缝水孔4,主异型水孔2和异型丝缝水孔4处开设有闷头沉槽6,主异型水孔2和异型丝缝水孔4之间开设有穿丝孔3,闷头沉槽6处激光焊接有闷头5,闷头5表面开设有螺纹通孔7,定型模1进出料端的主异型水孔2和异型丝缝水孔4可一起进水,并可将异型闷头5卡入闷头沉槽6中,并用激光焊焊平后可将水孔完全覆盖,定型模1侧面进出料端接水接头引出水用,且闷头5表面开设有螺纹通孔7,可安装相应大小的螺塞保证水路封闭,其闷头5可独立分开主异型水孔2与异型丝缝水孔4,从而无需加工安装隔断闷头孔,需要拆卸闷头5时可先取下螺塞,再将螺钉旋入螺纹通孔7,即可将闷头5拔出,从而可快速清理定型模1异型水路。
19.闷头5为不锈钢材质,避免铝质或铜质在安装拆卸过程中会变形损坏。
20.闷头5的外口尺寸与闷头沉槽6的内口尺寸相吻合,可有效保证闷头5的与闷头沉槽6的密封性。
21.工作原理:首先该塑料型材定型模1进出料端的主异型水孔2和异型丝缝水孔4可一起进水,并可将异型闷头5卡入闷头沉槽6中,并用激光焊焊平后可将水孔完全覆盖,定型模1侧面进出料端接水接头引出水用,且闷头5表面开设有螺纹通孔7,可安装相应大小的螺塞保证水路封闭,其闷头5可独立分开主异型水孔2与异型丝缝水孔4,从而无需加工安装隔断闷头孔,需要拆卸闷头5时可先取下螺塞,再将螺钉旋入螺纹通孔7,即可将闷头5拔出,从而可快速清理定型模1异型水路。
22.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.塑料型材挤出模具上的水路异型闷头结构,其特征在于:包括定型模(1),所述定型模(1)进出水端开设有主异型水孔(2)和异型丝缝水孔(4),所述主异型水孔(2)和异型丝缝水孔(4)处开设有闷头沉槽(6),所述主异型水孔(2)和异型丝缝水孔(4)之间开设有穿丝孔(3),所述闷头沉槽(6)处激光焊接有闷头(5),所述闷头(5)表面开设有螺纹通孔(7)。2.根据权利要求1所述的塑料型材挤出模具上的水路异型闷头结构,其特征在于:所述闷头(5)为不锈钢材质。3.根据权利要求1所述的塑料型材挤出模具上的水路异型闷头结构,其特征在于:所述闷头(5)的外口尺寸与闷头沉槽(6)的内口尺寸相吻合。
技术总结
本实用新型塑料型材挤出模具上的水路异型闷头结构,属于塑料挤出模具技术领域,包括定型模,所述定型模进出水端开设有主异型水孔和异型丝缝水孔,所述主异型水孔和异型丝缝水孔处开设有闷头沉槽,所述主异型水孔和异型丝缝水孔之间开设有穿丝孔。本实用新型的有益效果是,闷头表面开设有螺纹通孔,可安装相应大小的螺塞保证水路封闭,其闷头可独立分开主异型水孔与异型丝缝小孔,从而无需加工安装隔断闷头孔,需要拆卸闷头时可先取下螺塞,再将螺钉旋入螺纹通孔,即可将闷头拔出,从而可快速清理定型模异型水路闷头为不锈钢材质,避免铝质或铜质在安装拆卸过程中会变形损坏,闷头与闷头沉槽的尺寸相吻合,可有效保证闷头的与闷头沉槽的密封性。头沉槽的密封性。头沉槽的密封性。
技术研发人员:傅啸 李荣 胡火根 郑天勤 田斌
受保护的技术使用者:安徽耐科装备科技股份有限公司
技术研发日:2022.10.11
技术公布日:2022/12/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1