一种水口料冲裁机的制作方法
:
1.本实用新型涉及水口料冲裁技术领域,尤其涉及一种水口料冲裁机。
背景技术:
2.在塑胶零件生产过程中,伴随着塑胶零件从模具中生产出来,塑胶零件上会连带着大量的水口废料一并生产出来,只有将水口料去除后的塑胶零件才能正常应用到产品生产中去。
3.在现有技术中,大多数还是通过采用人工手动的方式来对塑胶零件上的水口料进行去除,即通过采用剪刀、剪钳等工具进行手工去除塑胶件上的水口料,不仅效率较低,而且水口料去除质量无法得到保证。
技术实现要素:
4.本实用新型的目的就是针对现有技术存在的不足而提供一种水口料冲裁机,不仅能够大大地提高水口料去除效率,而且水口料去除质量能够得到保证,能够很好地应用于塑胶零件水口料的去除工作中。
5.为了实现上述目的,本实用新型采用的技术方案是:一种水口料冲裁机,包括底座、沿z轴方向转动连接于底座上的转盘、用于驱动转盘转动的旋转动力机构、沿圆周方向均布设置于转盘上的多个模座、沿z轴方向滑动连接于转盘上方的冲裁滑座、用于驱动冲裁滑座滑动的冲裁动力机构、设置于冲裁滑座上的冲裁模组。
6.对上述方案的进一步改进为,所述冲裁模组的上方罩设有防护壳。
7.对上述方案的进一步改进为,所述防护壳由透明材料制成。
8.对上述方案的进一步改进为,所述防护壳底部成型有供模座通过的避让槽口。
9.对上述方案的进一步改进为,所述冲裁动力机构包括设置于底座上的电机、套接于电机输出轴上的主动同步带轮、设置于底座一侧上的冲裁架、沿z轴方向转动连接于冲裁架上的旋转杆、套接于旋转杆上的从动同步带轮、设置于冲裁滑座上的受推辊、用于沿z轴方向挤推受推辊的挤推块、复位拉伸弹簧,主动同步带轮与从动同步带轮共同绕设有传动同步带,挤推块套接于旋转杆上,复位拉伸弹簧的一端与冲裁架相连接,复位拉伸弹簧的另一端与冲裁滑座相连接。
10.对上述方案的进一步改进为,所述挤推块包括挤压最顶部、挤压最底部,当挤推块的挤压最顶部与受推辊相抵时,冲裁滑座位于最顶部位置处,当挤推块的挤压最底部与受推辊相抵时,冲裁滑座位于最底部位置处。
11.对上述方案的进一步改进为,所述挤推块的挤压最顶部与挤压最底部之间光滑过渡连接。
12.对上述方案的进一步改进为,所述冲裁架上设有导向杆,冲裁滑座沿z轴方向滑动连接于导向杆上。
13.对上述方案的进一步改进为,所述主动同步带轮的齿数小于从动同步带轮的齿
数。
14.对上述方案的进一步改进为,所述旋转动力机构为冲裁动力机构中的电机,电机的输出端驱动连接转盘。
15.本实用新型有益效果在于:本实用新型提供的一种水口料冲裁机,包括底座、沿z轴方向转动连接于底座上的转盘、用于驱动转盘转动的旋转动力机构、沿圆周方向均布设置于转盘上的多个模座、沿z轴方向滑动连接于转盘上方的冲裁滑座、用于驱动冲裁滑座滑动的冲裁动力机构、设置于冲裁滑座上的冲裁模组;
16.在通过本实用新型进行塑胶零件水口料的去除时,将待去除水口料的塑胶零件放置于转盘上的模座中,通过旋转动力机构将放置有待去除水口料的塑胶零件的模座转动至冲裁滑座的下方,通过冲裁动力机构驱动冲裁滑座下滑并带动冲裁模组向下,冲裁模组对位于其下方的模座中的待去除水口料的塑胶零件的水口料进行冲裁,将完成水口料冲裁的塑胶零件取走并放入下一个待去除水口料的塑胶零件,通过本实用新型进行塑胶零件水口料的去除,只需放入待去除水口料的塑胶零件及将完成水口料冲裁的塑胶零件取走,整个过程非常简单、快捷,本实用新型不仅能够大大地提高水口料去除效率,而且水口料去除质量能够得到保证,能够很好地应用于塑胶零件水口料的去除工作中。
附图说明:
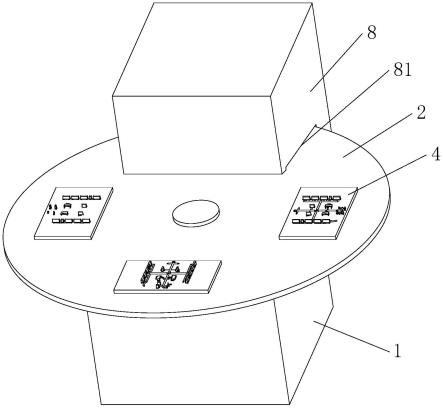
17.图1为本实用新型的结构示意图。
18.图2为本实用新型冲裁动力机构的结构示意图。
19.附图标记说明:底座1、转盘2、旋转动力机构3、模座4、冲裁滑座5、冲裁动力机构6、电机61、主动同步带轮62、冲裁架63、旋转杆64、从动同步带轮65、受推辊66、挤推块67、挤压最顶部671、挤压最底部672、复位拉伸弹簧68、传动同步带69、冲裁模组7、防护壳8、避让槽口81、导向杆9。
具体实施方式:
20.下面结合附图对本实用新型作进一步的说明,如图1-2所示,本实用新型包括底座1、沿z轴方向转动连接于底座1上的转盘2、用于驱动转盘2转动的旋转动力机构3、沿圆周方向均布设置于转盘2上的多个模座4、沿z轴方向滑动连接于转盘2上方的冲裁滑座5、用于驱动冲裁滑座5滑动的冲裁动力机构6、设置于冲裁滑座5上的冲裁模组7;在通过本实用新型进行塑胶零件水口料的去除时,将待去除水口料的塑胶零件放置于转盘2上的模座4中,通过旋转动力机构3将放置有待去除水口料的塑胶零件的模座4转动至冲裁滑座5的下方,通过冲裁动力机构6驱动冲裁滑座5下滑并带动冲裁模组7向下,冲裁模组7对位于其下方的模座4中的待去除水口料的塑胶零件的水口料进行冲裁,将完成水口料冲裁的塑胶零件取走并放入下一个待去除水口料的塑胶零件,通过本实用新型进行塑胶零件水口料的去除,只需放入待去除水口料的塑胶零件及将完成水口料冲裁的塑胶零件取走,整个过程非常简单、快捷,本实用新型不仅能够大大地提高水口料去除效率,而且水口料去除质量能够得到保证,能够很好地应用于塑胶零件水口料的去除工作中。
21.冲裁模组7的上方罩设有防护壳8,通过防护壳8能够防止手在冲裁过程中误伸入冲裁模组7的下方,使用安全性更高。
22.防护壳8由透明材料制成,在起到防护的同时,能够实时观察内部工作情况,实用性更强;防护壳8底部成型有供模座4通过的避让槽口81,模座4从避让槽口81位置处转入防护壳8内部的冲裁模组7的下方。
23.冲裁动力机构6包括设置于底座1上的电机61、套接于电机61输出轴上的主动同步带轮62、设置于底座1一侧上的冲裁架63、沿z轴方向转动连接于冲裁架63上的旋转杆64、套接于旋转杆64上的从动同步带轮65、设置于冲裁滑座5上的受推辊66、用于沿z轴方向挤推受推辊66的挤推块67、复位拉伸弹簧68,主动同步带轮62与从动同步带轮65共同绕设有传动同步带69,挤推块67套接于旋转杆64上,复位拉伸弹簧68的一端与冲裁架63相连接,复位拉伸弹簧68的另一端与冲裁滑座5相连接;挤推块67包括挤压最顶部671、挤压最底部672,当挤推块67的挤压最顶部671与受推辊66相抵时,冲裁滑座5位于最顶部位置处,当挤推块67的挤压最底部672与受推辊66相抵时,冲裁滑座5位于最底部位置处;当挤推块67与受推辊66相抵的位置处由挤压最顶部671部逐渐变化为挤压最底部672时,受推辊66在挤推块67的挤推作用下逐渐向下移动并带动冲裁滑座5向下滑动,当挤推块67与受推辊66相抵的位置处由挤压最底部672逐渐变化为挤压最顶部671时,受推辊66在复位拉伸弹簧68的作用下逐渐向上移动并带动冲裁滑座5向上滑动复位。
24.挤推块67的挤压最顶部671与挤压最底部672之间光滑过渡连接,挤推块67在挤推受推辊66并带动冲裁滑座5滑动时整体更加顺滑,从而能够更好地实现冲裁滑座5的滑动,即更好地实现水口料的冲裁。
25.冲裁架63上设有导向杆9,冲裁滑座5沿z轴方向滑动连接于导向杆9上,通过导向杆9的导向作用,能够保证冲裁滑座5滑动更加平稳,从而能够更平稳地实现水口料的冲裁。
26.主动同步带轮62的齿数小于从动同步带轮65的齿数,通过主动同步带轮62、从动同步带轮65的配合能够起到减速增矩的作用,能够提高冲裁动力机构6的输出力矩,从而能够更好地驱动旋转杆64转动并更好地驱动冲裁滑座5滑动,以更好地实现冲裁。
27.旋转动力机构3为冲裁动力机构6中的电机61,电机61的输出端驱动连接转盘2,相较于单独通过一个电机61驱动转盘2转动,再单独通过一个电机61驱动冲裁滑座5进行滑动,本实用新型通过将旋转动力机构3、冲裁动力机构6的两个电机61合二为一,仅需一个电机61即可完成水口料的冲裁,不仅整体造价较为便宜,而且转盘2的旋转及冲裁滑座5的滑动之间配合更为有保障,能够防止转盘2上的模座4还没旋转到位,冲裁滑座5就向下滑动并实现冲裁,更能保证冲裁的稳定性,实用性更强。
28.工作原理:
29.将待去除水口料的塑胶零件放置于转盘2上的模座4中,通过旋转动力机构3将放置有待去除水口料的塑胶零件的模座4转动至冲裁滑座5的下方,通过冲裁动力机构6驱动冲裁滑座5下滑并带动冲裁模组7向下,冲裁模组7对位于其下方的模座4中的待去除水口料的塑胶零件的水口料进行冲裁,将完成水口料冲裁的塑胶零件取走并放入下一个待去除水口料的塑胶零件,通过本实用新型进行塑胶零件水口料的去除,只需放入待去除水口料的塑胶零件及将完成水口料冲裁的塑胶零件取走,整个过程非常简单、快捷,本实用新型不仅能够大大地提高水口料去除效率,而且水口料去除质量能够得到保证,能够很好地应用于塑胶零件水口料的去除工作中。
30.当然,以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范
围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1