一种新型注塑模具牛角浇注系统的制作方法
1.本实用新型涉及注塑模具技术领域,特别是一种新型注塑模具牛角浇注系统。
背景技术:
2.目前注塑车间(72570l)fnaa2.02000003过线圈注塑件,此注塑件的材料为pa66且注塑产品和水口需要人工辅助逐一掰断,完成模具的生产作业;此项重复性工作,劳动强度极大,且造成模具的生产效率低下。
技术实现要素:
3.为了克服现有技术的上述缺点,本实用新型的目的是提供一种新型注塑模具牛角浇注系统,在保障产品质量合格的前提下,通过优化模具实现水口和产品自动分离。
4.本实用新型解决其技术问题所采用的技术方案是:一种新型注塑模具牛角浇注系统,包括流道、冷料井与牛角浇口,所述流道包含主流道与分流道,所述主流道连接分流道,所述分流道连接牛角浇口,所述牛角浇口连接注塑产品,所述主流道连接冷料井,所述牛角浇口的出口端设有凸包,所述牛角浇口的内侧设有凹槽。
5.作为本实用新型的进一步改进:所述凹槽的上端宽度为0.35mm,所述凹槽的下端宽度为2.74mm,所述凹槽的两侧拔模斜度为28度,所述凹槽的倒圆角为0.5r。
6.作为本实用新型的进一步改进:所述牛角浇口的小端垂直高度为1.23mm,所述牛角浇口的小端直径为1.05mm。
7.作为本实用新型的进一步改进:所述注塑产品通过顶针垂直顶出出模。
8.作为本实用新型的进一步改进:所述牛角浇口的中线弧长12.6mm,所述牛角浇口的出口端直径1.05mm且与注塑产品的平面接平。
9.作为本实用新型的进一步改进:所述分流道的最大端直径为4.5mm且与流道为一体。
10.作为本实用新型的进一步改进:所述主流道连接注塑机。
11.作为本实用新型的进一步改进:所述冷料井的长度大于牛角浇口的弧长。
12.作为本实用新型的进一步改进:所述凸包深入注塑产品的平面内0.5mm。
13.作为本实用新型的进一步改进:所述牛角浇口的小端与注塑产品的投胶的凹槽断开的同时进浇口的断点低于0.5mm。
14.作为本实用新型的进一步改进:所述顶针出模方向与注塑产品出模方向相同。
15.作为本实用新型的进一步改进:所述牛角浇口与注塑产品为可拆卸连接。
16.与现有技术相比,本实用新型的有益效果是:
17.本实用新型采用了设计新型模具牛角浇注系统,能够实现pa66材料的注塑件产品和水口实现自动分离,且此发明结构有效解决了牛角浇口因pa66材料较脆,牛角水口断裂以及牛角水口的产品进胶点断点高于产品平面的质量隐患,同时减少人工成本。
附图说明
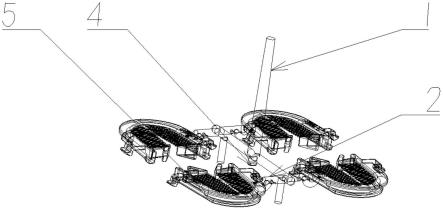
18.图1为本实用新型的结构示意图;
19.图2为本实用新型的右视结构示意图;
20.图3为本实用新型图2的a处放大结构示意图;
21.图4为本实用新型图2的b处放大结构示意图;
22.图5为本实用新型的俯视结构示意图;
23.图6为本实用新型的牛角浇口自动脱离示意图;
24.图7为本实用新型图6的c处放大结构示意图;
25.图8为本实用新型图6的d处放大结构示意图。
26.图中:1、主流道;2、分流道;3、侧浇口;4、冷料井;5、注塑产品;6、牛角浇口;7、顶针;8、凹槽。
具体实施方式
27.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型具体实施例及相应的附图对本实用新型技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.需要说明的是,本实用新型的说明书和权利要求书及上述附图中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
29.上述本实用新型所公开的任一技术方案除另有声明外,如果其公开了数值范围,那么公开的数值范围均为优选的数值范围,任何本领域的技术人员应该理解:优选的数值范围仅仅是诸多可实施的数值中技术效果比较明显或具有代表性的数值。由于数值较多,无法穷举,所以本实用新型才公开部分数值以举例说明本实用新型的技术方案,并且,上述列举的数值不应构成对本实用新型创造保护范围的限制。
30.如果本文中使用“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述上对零部件进行区别,如没有另行说明外,上述词语并没有特殊的含义。
31.现结合附图说明与实施例对本实用新型进一步说明:如图1-8所示的一种新型注塑模具牛角浇注系统,包括流道、冷料井4与牛角浇口6,所述流道包含主流道1与分流道2,所述主流道1连接分流道2,所述分流道2连接牛角浇口6,所述牛角浇口6连接注塑产品5,所述主流道1连接冷料井4,所述牛角浇口6的出口端设有凸包,所述牛角浇口6的内侧设有凹槽8。
32.作为优选的实施方式,所述凹槽8的上端宽度为0.35mm,所述凹槽8的下端宽度为2.74mm,所述凹槽8的两侧拔模斜度为28度,所述凹槽8的倒圆角为0.5r。
33.作为优选的实施方式,所述牛角浇口6的小端垂直高度为1.23mm,所述牛角浇口6的小端直径为1.05mm。
34.作为优选的实施方式,所述注塑产品5通过顶针7垂直顶出出模。
35.作为优选的实施方式,所述牛角浇口6的中线弧长12.6mm,所述牛角浇口6的出口端直径1.05mm且与注塑产品5的平面接平。
36.作为优选的实施方式,所述分流道2的最大端直径为4.5mm且与流道为一体。
37.作为优选的实施方式,所述主流道1连接注塑机。
38.作为优选的实施方式,所述冷料井4的长度大于牛角浇口6的弧长。
39.作为优选的实施方式,所述凸包的数量为四个。
40.作为优选的实施方式,所述凹槽8的数量为四个。
41.作为优选的实施方式,所述凸包深入注塑产品5的平面内0.5mm。
42.作为优选的实施方式,所述牛角浇口6的小端与注塑产品5的投胶的凹槽8断开的同时进浇口的断点低于0.5mm。
43.本实用新型的工作原理:
44.本实用新型当模具顶出时顶针7前移,产品率先随顶针7垂直顶出出模,故牛角浇口6与注塑产品5分离,随后与注塑产品5分离的牛角浇口6的小端会被中间受力的冷料井4带动,拉伸后变形出模,此时水口中间部分会前驱拱起,拉动两侧的牛角浇口6随模具牛角型腔出模。
45.实施案例一:
46.如图1-8所示的一种新型注塑模具牛角浇注系统,包括流道、冷料井4与牛角浇口6,所述流道包含主流道1与分流道2,所述主流道1连接分流道2,所述分流道2连接牛角浇口6,所述牛角浇口6连接注塑产品5,所述主流道1连接冷料井4,所述牛角浇口6的出口端设有凸包,所述牛角浇口6的内侧设有凹槽8。
47.所述凹槽8的上端宽度为0.35mm,所述凹槽8的下端宽度为2.74mm,所述凹槽8的两侧拔模斜度为28度,所述凹槽8的倒圆角为0.5r,所述牛角浇口6的小端垂直高度为1.23mm,所述牛角浇口6的小端直径为1.05mm,所述注塑产品5通过顶针7垂直顶出出模,所述牛角浇口6的中线弧长12.6mm,所述牛角浇口6的出口端直径1.05mm且与注塑产品5的平面接平,所述分流道2的最大端直径为4.5mm且与流道为一体,所述主流道1连接注塑机,所述冷料井4的长度大于牛角浇口6的弧长。
48.分流道2的让位凹槽8设计:分别设计于四个牛角浇口6的内侧,凹槽8上端宽度0.35mm,凹槽8下端宽度2.74mm,两侧拔模斜度28度,倒圆角0.5r,通过设计此特征,能够加强牛角浇口6的出模时,牛角在出模受力时防止断裂的隐患;此分流道2的让位凹槽8能够分担牛角浇口6出模时变形的压力,使得牛角浇口6整体更具韧性,在牛角浇口6出模时,能够在与注塑产品5分离时,自牛角小端到牛角大端根部变形反弹的范围更大,分流道2的让位凹槽8二次增加了牛角浇口6的变形反弹范围,使得牛角出模受到的压力分散在牛角以及分流道2的凹槽8让位区域,牛角浇口6在出模时,能够避免断裂的异常情况。
49.实施案例二:
50.如图1-8所示的一种新型注塑模具牛角浇注系统,包括流道、冷料井4与牛角浇口6,所述流道包含主流道1与分流道2,所述主流道1连接分流道2,所述分流道2连接牛角浇口6,所述牛角浇口6连接注塑产品5,所述主流道1连接冷料井4,所述牛角浇口6的出口端设有凸包,所述牛角浇口6的内侧设有凹槽8。
51.所述凹槽8的上端宽度为0.35mm,所述凹槽8的下端宽度为2.74mm,所述凹槽8的两侧拔模斜度为28度,所述凹槽8的倒圆角为0.5r,所述牛角浇口6的小端垂直高度为1.23mm,所述牛角浇口6的小端直径为1.05mm,所述注塑产品5通过顶针7垂直顶出出模,所述牛角浇口6的中线弧长12.6mm,所述牛角浇口6的出口端直径1.05mm且与注塑产品5的平面接平,所述分流道2的最大端直径为4.5mm且与流道为一体,所述主流道1连接注塑机,所述冷料井4的长度大于牛角浇口6的弧长。
52.牛角浇口6的小端设计凸包:分别设计于四个牛角浇口6的小端,使得牛角浇口6的小端部分垂直高度为1.23mm,小端的直径为1.05且产品平面投胶设计凹槽8最小直径1.57mm,最大直径2.05mm,拔模角度25度,凹槽8小端和大端分别倒圆角0.5r,凹槽8距离平面的厚度为0.5mm。
53.小端设计凸包,深入注塑产品5的平面内0.5mm,能够确保牛角浇口6的小端在注塑产品5分离时,牛角小端区域由于胶位面积最小、最薄弱,所以受出模压力后会最先断裂,且在牛角浇口6的小端与产品投胶的凹槽8断开的同时进牛角浇口6的断点低于0.5mm,保障注塑产品5的凹槽8内残留下的断点胶位不会高于注塑产品5的平面,此项设计杜绝牛角浇口6的断点高于产品平面带来的装配干涉等质量隐患。
54.本实用新型的主要功能:
55.1、本实用新型采用牛角浇注系统实现产品和水口自动分离,当模具顶出时顶针7前移,产品率先随顶针7垂直顶出出模,故牛角浇口6与注塑产品5分离,具有减员增效的作用。
56.2、本实用新型采用牛角浇口6的分流道2的让位凹槽8,增强牛角浇口6的稳定性,解决断裂隐患。
57.3、本实用新型采用牛角浇口6的凸包,使水口断点低于注塑产品5的平面,注塑产品5分离的牛角浇口6的小端会被中间受力的冷料井4带动,拉伸后变形出模,此时水口中间部分会前驱拱起,拉动两侧的牛角浇口6随模具牛角型腔出模,保障产品质量无毛刺。
58.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1