一种热流道转冷流道边浇口结构的制作方法
本技术属于通讯塑料制品领域,尤其涉及一种热流道转冷流道边浇口结构。
背景技术:
1、随着社会和经济的不断进步,通讯行业作为关系到人们生活和工作的关键行业,也随之不断的迅猛发展。其中,用于保护通讯产品的塑料制品主要应用于户外,因此对产品的外观和性能要求非常高,材料选型主要以聚碳酸酯为主,此材料具有良好的户外抗紫外线和耐高低温性能,但由于材料性能的特殊性,在塑料制品制备工艺的浇筑过程中,因为其对浇口结构附近的剪切力非常敏感,容易造成剪切力过大材料降解,所以浇口结构方案设计是非常关键和重要的,其更是会直接影响到塑料制品的外观质量和性能强度从而影响对于通讯产品的保护作用。
2、现有技术,为了进一步的避免浇口结构所带来的使用问题,也对其内部与整体结构进行了不断的革新。中国专利(cn217512816u)提供了一种铝合金铸件浇口结构的模具结构,结构主要包括了浇口结构冷水盘、浇口结构套镶件,浇口结构套等,并且声称能够具有优异的浇筑分流效果,并且使用寿命较好。但是,在实际的使用过程中,因为其还是从正上方的浇入设计,无法避免这种浇入方法而导致的直角转弯过程,而此过程会造成极大地剪切应力,最终迫使浇入的材料发生降解和冷料的残留,从而影响最终性能和外观效果。
3、因此,为了解决上述问题,本申请提供了一种由侧面浇入的热流道转冷流道边浇口结构。
技术实现思路
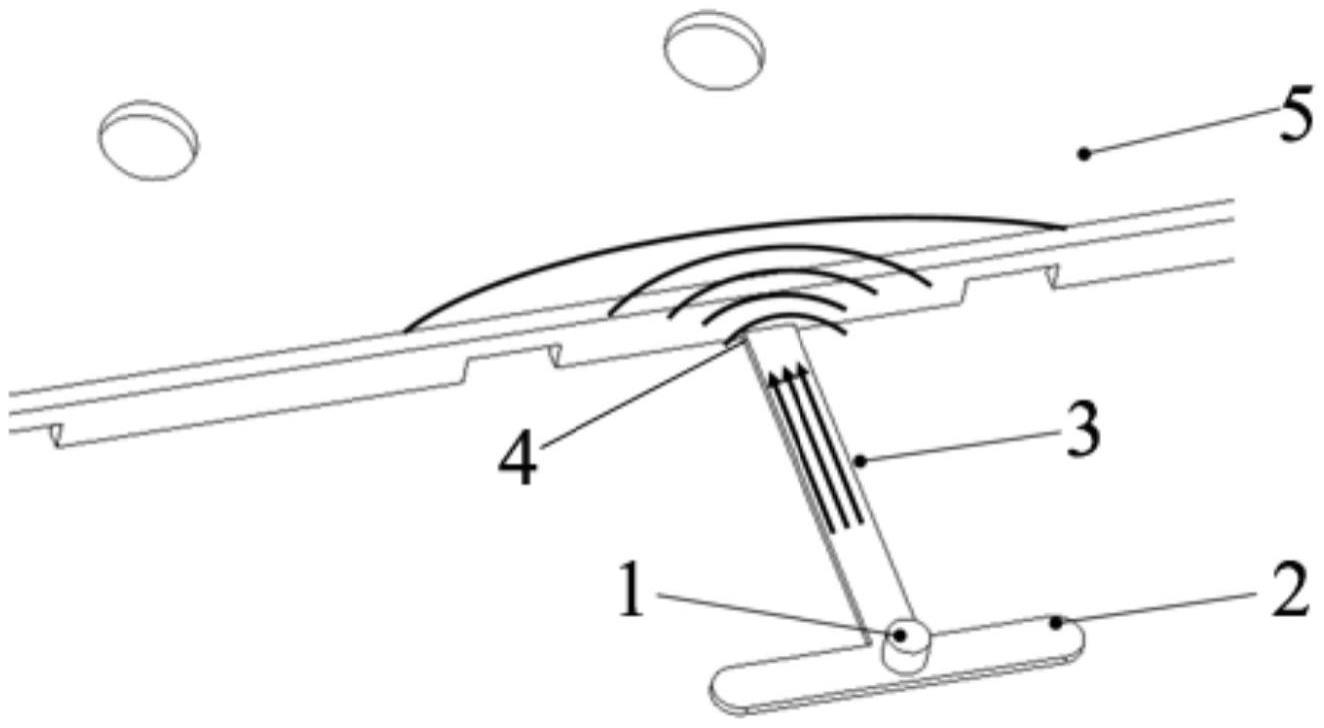
1、为了解决上述问题,本发明第一方面提供了一种热流道转冷流道3边浇口结构,所述浇口结构至少包括热流道浇入口1,冷流道3,流道接口4;所述浇口结构位于模具载体5的水平侧面,并且与浇口结构通过流道接口4固定连接。
2、作为一种优选的方案,所述冷流道3为的立体长方矩形状;所述流道接口4位于冷流道3的一端端口处,并且直接与模具载体5内部连接。
3、作为一种优选的方案,所述浇口结构还包括冷料井2;所述冷料井2为的立体圆角长方矩形状,且冷料井2与冷流道3的非流道接口4端端口固定连接,形成正t形状。
4、作为一种优选的方案,所述冷料井2还可以为的立体长方矩形状、立体正方矩形状、立体圆柱体形状中的任一种。
5、作为一种优选的方案,所述冷流道3与冷料井2的厚度一致;所述冷流道3与冷料井2的厚度为2~15mm。
6、作为一种优选的方案,所述冷流道3与冷料井2的厚度为3mm。
7、作为一种优选的方案,所述冷流道3长度为15~150mm。
8、作为一种优选的方案,所述冷流道3长度为70mm。
9、作为一种优选的方案,所述冷流道3宽度为2~15mm。
10、作为一种优选的方案,所述冷流道3宽度为6mm。
11、作为一种优选的方案,所述立体圆角长方矩形状的冷料井2的长度为15~150mm,宽度为2~15mm。
12、作为一种优选的方案,所述立体圆角长方矩形状的冷料井2的长度为45mm,宽度为6mm。
13、作为一种优选的方案,所述热流道浇入口1为圆柱体状;所述热流道浇入口1位于冷料井2中点处并与冷料井2固定连接。
14、作为一种优选的方案,所述热流道浇入口1位于冷流道3外端点处并与冷流道3固定连接。
15、作为一种优选的方案,所述热流道浇入口1的入口孔径为3~20mm。
16、作为一种优选的方案,所述热流道浇入口1的入口孔径为6mm。
17、作为一种优选的方案,所述流道接口4还可以为正梯形状、半圆状中的任一种,其用于均匀的注入浇料。
18、作为一种优选的方案,所述流道接口4为正梯形状。
19、作为一种优选的方案,所述浇口结构的底部紧贴分型面与模具载体5的底表面水平平行。
20、作为一种优选的方案,所述模具载体5为天线罩模具、罩盖模具、防护罩模具中的任一种。
21、有益效果:
22、1、本申请中提供的一种热流道转冷流道3边浇口结构,其能够在浇入时,完全的避免直角转弯的过程,避免因为转弯造成的剪切应力,避免后续材料的降解以及补缩过程中的浇口处的应力集中,极大地提高所制得的塑料制品的力学性能以及其表面外观的美观度。
23、2、本申请中提供的一种热流道转冷流道3边浇口结构,其在注入填充的过程始终都是沿着产品的壁厚方向顺时针逐步的扩散。因此它可以有效的避免材料直角转弯注入,造成剪切力过大的问题。同时由于材料注入是均匀分布的,所以补缩的压力也可以有效的传递到产品的各个位置,避免应力集中的问题。且新的边浇口有增加冷料井设计,当注射开始时,前段的冷料就会注入到到冷料井的位置,避免了冷料直接注入到产品表面的问题,以保证产品良好的外观质量,极大地降低了冷料所带来的浇入影响。
技术特征:
1.一种热流道转冷流道边浇口结构,其特征在于:所述浇口结构至少包括热流道浇入口,冷流道,流道接口;所述浇口结构位于模具载体的水平侧面,并且与浇口结构通过流道接口固定连接。
2.根据权利要求1所述的热流道转冷流道边浇口结构,其特征在于:所述冷流道为的立体长方矩形状;所述流道接口位于冷流道的一端端口处,并且直接与模具载体内部连接。
3.根据权利要求2所述的热流道转冷流道边浇口结构,其特征在于:所述浇口结构还包括冷料井;所述冷料井为的立体圆角长方矩形状,且冷料井与冷流道的非流道接口端端口固定连接,形成正t形状。
4.根据权利要求3所述的热流道转冷流道边浇口结构,其特征在于:所述冷流道与冷料井的厚度一致;所述冷流道与冷料井的厚度为2~15mm。
5.根据权利要求4所述的热流道转冷流道边浇口结构,其特征在于:所述热流道浇入口为圆柱体状;所述热流道浇入口位于冷料井中点处并与冷料井固定连接。
6.根据权利要求5所述的热流道转冷流道边浇口结构,其特征在于:所述热流道浇入口的入口孔径为3~20mm。
7.根据权利要求6所述的热流道转冷流道边浇口结构,其特征在于:所述流道接口还可以为正梯形状、半圆状中的任一种,其用于均匀的注入浇料。
8.根据权利要求7所述的热流道转冷流道边浇口结构,其特征在于:所述浇口结构的底部紧贴分型面与模具载体的底表面水平平行。
9.根据权利要求8所述的热流道转冷流道边浇口结构,其特征在于:所述热流道浇入口位于冷流道外端点处并与冷流道固定连接。
10.根据权利要求9所述的热流道转冷流道边浇口结构,其特征在于:所述流道接口为正梯形状。
技术总结
本技术属于通讯塑料制品领域,尤其涉及一种热流道转冷流道边浇口结构。本技术提供了一种热流道转冷流道边浇口结构,浇口结构至少包括热流道浇入口,冷流道,流道接口;所述浇口结构位于模具载体的水平侧面,并且与浇口结构通过流道接口固定连接。本申请中提供的一种热流道转冷流道边浇口结构,其能够在浇入时,完全的避免直角转弯的过程,避免因为转弯造成的剪切应力,避免后续材料的降解以及补缩过程中的浇口处的应力集中。
技术研发人员:唐荣政
受保护的技术使用者:上海阿莱德实业股份有限公司
技术研发日:20221123
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!