一种双层共挤膜制备设备及其制成的溶胀胶带的制作方法
本技术涉及共挤膜制备设备,尤其涉及一种双层共挤膜制备设备及其制成的溶胀胶带。
背景技术:
1、为了防止在使用过程中裸电芯相对于壳体移动带来的柱形锂电池的失效,通常需要在柱形电池的裸电芯和壳体之间的间隙中设置填充胶带,目前常用的填充胶带是溶胀胶带。
2、现有技术中公开了大量关于溶胀胶带的制备设备和制备工序的技术方案,例如,公开号为cn111995957a的中国专利申请文献公开了一种高膨胀倍率的定向聚苯乙烯膨胀胶带及其制备方法,该胶带由单面离型的定向聚苯乙烯薄膜基材和丙烯酸酯胶层复合而成,其制备方法主要是将涂布有离型层的ops膜的电晕面与有机硅离型上涂布的丙烯酸酯胶层贴合,之后去除有机硅离型层,得到丙烯酸酯胶层/ops离型膜两层结构。又如,公开号为cn114854325a的中国专利申请文献公开了一种锂离子电池多层厚度溶胀胶带及其制备方法,该胶带由可溶胀基底层、第一压敏胶层、溶胀原料t基材层和第二压敏胶层构成,其制备方法为通过对溶胀原料t基材的一面进行电晕处理之后涂布压敏胶胶水形成第一压敏胶层,对可溶胀基底进行电晕处理并将其与第一压敏胶层复合,在离型膜上涂布压敏胶胶水形成第二压敏胶层,将溶胀原料t基材另一面进行电晕处理,然后与第二压敏胶层复合后即得。
3、通过上述制备方法制得的溶胀胶带可实现在厚度方向上进行溶胀,从而全方位的填充电芯与壳体之间存在的空隙,具有防震、防跌落等功能,但也存在以下技术缺陷和不足:通过涂布复合的工艺方式制得的溶胀胶带,其各个胶层是均匀设置的(厚度大小不变),也即无法通过或难以通过直接涂布复合的方式获得胶层厚度可变的溶胀胶带;且该生产工艺方式的制备设备繁多且工序复杂,导致胶带的制备成本高。
4、因此,现有技术中亟需发明一种可用于实现制备胶层厚度可变的溶胀胶带制备设备。
技术实现思路
1、为了克服上述现有技术所述的传统溶胀胶带制备设备无法制得或难以制得胶层厚度可变的溶胀胶带的技术问题,本实用新型提供一种双层共挤膜制备设备及其制成的溶胀胶带。
2、本实用新型为解决其问题所采用的技术方案是:
3、一种双层共挤膜制备设备,其包括第一原料挤出装置和第二原料挤出装置,所述第一原料挤出装置包括:
4、第一原料输送管道,所述第一原料输送管道的内部设有可转动的第一螺旋输送杆,所述第一原料输送管道上设有加热装置;
5、第一原料料斗,所述第一原料料斗和所述第一原料输送管道连通,所述第一原料料斗用于供第一原料上料;
6、第一驱动机构,所述第一驱动机构用于驱动所述第一螺旋输送杆旋转运动,以将第一原料从所述第一原料输送管道中送出;
7、脉冲控制装置,所述脉冲控制装置用于控制所述第一原料输送管道在单位时间内的第一原料输出量大小,以使所述第一原料输出量大小呈周期性变化或非周期性变化。
8、在本实用新型的第一个实施例中,提供了一种关于脉冲控制装置的具体结构设置的技术方案。
9、其中,所述脉冲控制装置包括上料开关,所述上料开关设置于所述第一原料料斗的内部,所述上料开关用于控制所述第一原料料斗的开口开度大小。
10、进一步地,所述上料开关包括挡板,所述挡板可转动地设置于所述第一原料料斗的内部,通过转动所述挡板可调整所述挡板的边缘和所述第一原料料斗的内侧壁之间的间隙大小;其中,所述间隙用于供第一原料从所述第一原料料斗进入所述第一原料输送管道。
11、进一步地,所述上料开关还包括转轴,所述挡板固定安装在所述转轴上,所述转轴可转动地安装在所述第一原料料斗上。
12、在本实用新型的第二个实施例中,提供了一种关于第二原料挤出装置、共挤流道、共挤模具、流延装置、测厚装置、牵引装置和收卷装置的具体结构设置的技术方案。
13、其中,所述第二原料挤出装置包括第二原料输送管道、第二原料料斗和第二驱动机构,所述第二原料输送管道的内部设有可转动的第二螺旋输送杆,所述第二原料料斗和所述第二原料输送管道连通,所述第二驱动机构用于驱动所述第二螺旋输送杆旋转运动。
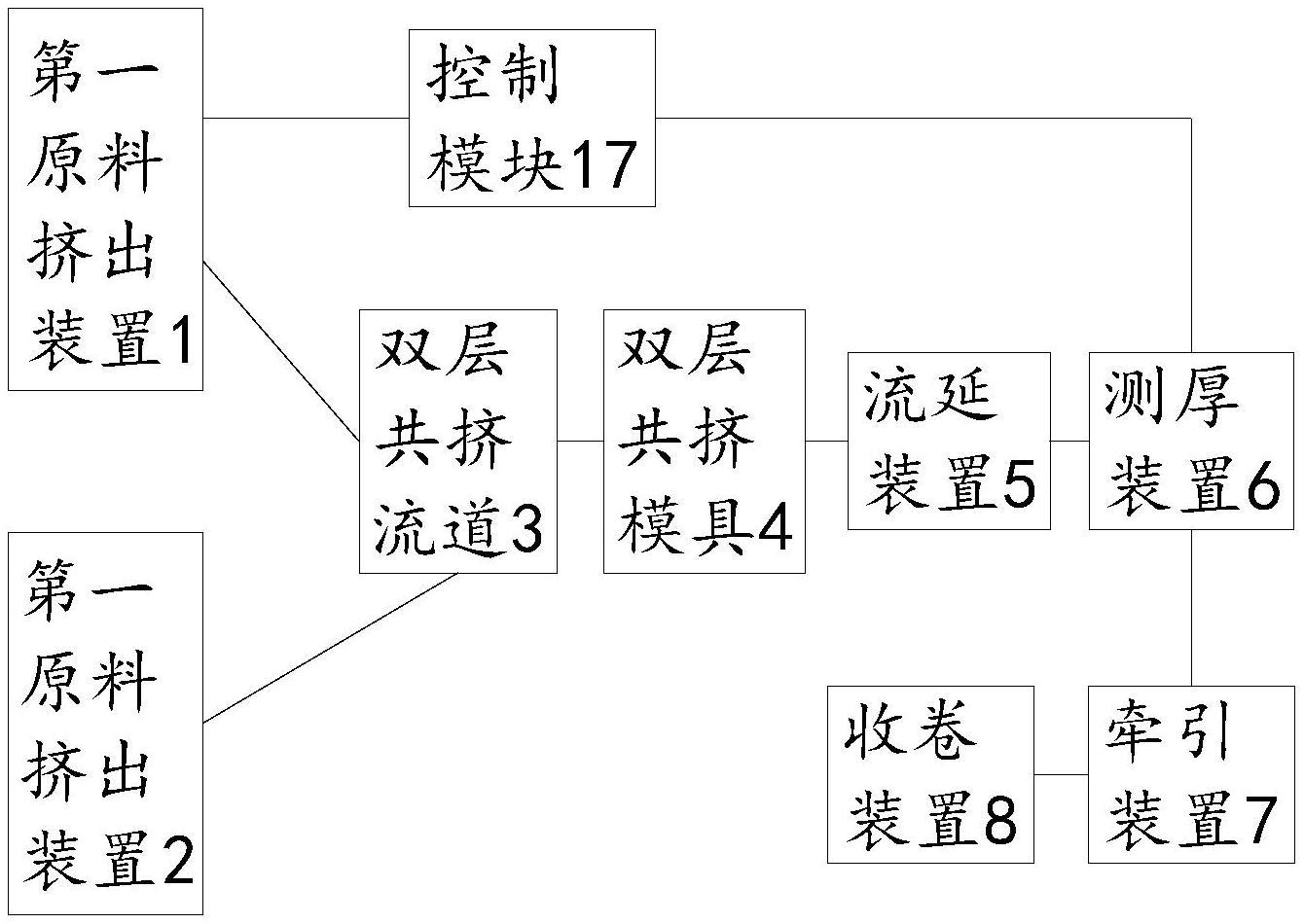
14、进一步地,该双层共挤膜制备设备还包括共挤流道和共挤模具,所述共挤流道的入口分别和所述第一原料输送管道、所述第二原料输送管道的出口连接,所述共挤流道的出口和所述共挤模具的入口连接。
15、进一步地,该双层共挤膜制备设备还包括流延装置,所述流延装置包括若干冷却辊,相邻的两个所述冷却辊之间形成有用于供所述共挤模具的出口所挤出的膜状物通过的空隙。
16、进一步地,该双层共挤膜制备设备还包括牵引装置和收卷装置,所述收卷装置包括收卷辊,所述牵引装置用于将所述流延装置上的膜状物牵引至所述收卷辊上,以完成膜状物的收卷操作。
17、进一步地,该双层共挤膜制备设备还包括测厚装置,所述测厚装置设置于所述流延装置、所述牵引装置或所述收卷装置上,用于检测膜状物的厚度;并且,所述第一原料挤出装置包括控制模块,所述控制模块和所述测厚装置通信连接,用于接收膜状物的厚度信息并根据该厚度信息控制单位时间内的所述第一原料输出量。
18、基于同一种设计思路,本实用新型还提供了一种溶胀胶带的实施例,该溶胀胶带通过以上所述的双层共挤膜制备设备制备而成。
19、其中,该溶胀胶带包括依次设置的胶层和溶胀层,所述胶层的厚度大小沿其长度方向或宽度方向呈周期性或非周期性变化。
20、综上所述,本实用新型提供的双层共挤膜制备设备及其制成的溶胀胶带相比于现有技术,至少具有以下技术效果:
21、1)本实用新型提供的双层共挤膜制备设备包括第一原料挤出装置和第二原料挤出装置,第一原料挤出装置用于输出溶胀胶带的胶层原料(也即第一原料),第二原料挤出装置用于输出溶胀胶带的溶胀层原料;其中,第一原料挤出装置中设有脉冲控制装置,可用于控制第一原料输送管道在单位时间内的第一原料输出量大小,以使第一原料输出量大小呈周期性变化或非周期性变化,最终使制得的溶胀胶带的胶层厚度在预设范围内呈周期性或非周期性变化(也即呈规律或非规律性的高低起伏形态);相应地,第二原料挤出装置输出的溶胀层原料是持续性的,故可使溶胀层自动填充在胶层厚度较小或无胶层的区域,使胶层和溶胀层之间紧密接触且不产生缝隙,最终制得胶层厚度可变的溶胀胶带。
22、2)本实用新型提供的双层共挤膜制备设备所制成的溶胀胶带中,胶层呈周期或非周期性的变化(也即呈规律或非规律性的高低起伏形态),从而在将该溶胀胶带放入圆柱形电池中使用时,可为溶胀胶带带来更多的溶胀空间,且在胶层设置较薄(厚度较小)的位置,胶层会部分溶于电池的电解液中,进而使得溶胀层不连续地抵接于裸电芯,使得壳体和电芯之间的间隙能够被更充分地填满,提高电池的抗跌落性能。
技术特征:
1.一种双层共挤膜制备设备,其特征在于,包括第一原料挤出装置和第二原料挤出装置,所述第一原料挤出装置包括:
2.根据权利要求1所述的双层共挤膜制备设备,其特征在于,所述脉冲控制装置包括上料开关,所述上料开关设置于所述第一原料料斗的内部,所述上料开关用于控制所述第一原料料斗的开口开度大小。
3.根据权利要求2所述的双层共挤膜制备设备,其特征在于,所述上料开关包括挡板,所述挡板可转动地设置于所述第一原料料斗的内部,通过转动所述挡板可调整所述挡板的边缘和所述第一原料料斗的内侧壁之间的间隙大小;其中,所述间隙用于供第一原料从所述第一原料料斗进入所述第一原料输送管道。
4.根据权利要求3所述的双层共挤膜制备设备,其特征在于,所述上料开关还包括转轴,所述挡板固定安装在所述转轴上,所述转轴可转动地安装在所述第一原料料斗上。
5.根据权利要求1所述的双层共挤膜制备设备,其特征在于,所述第二原料挤出装置包括第二原料输送管道、第二原料料斗和第二驱动机构,所述第二原料输送管道的内部设有可转动的第二螺旋输送杆,所述第二原料料斗和所述第二原料输送管道连通,所述第二驱动机构用于驱动所述第二螺旋输送杆旋转运动。
6.根据权利要求5所述的双层共挤膜制备设备,其特征在于,该双层共挤膜制备设备还包括共挤流道和共挤模具,所述共挤流道的入口分别和所述第一原料输送管道、所述第二原料输送管道的出口连接,所述共挤流道的出口和所述共挤模具的入口连接。
7.根据权利要求6所述的双层共挤膜制备设备,其特征在于,该双层共挤膜制备设备还包括流延装置,所述流延装置包括若干冷却辊,相邻的两个所述冷却辊之间形成有用于供所述共挤模具的出口所挤出的膜状物通过的空隙。
8.根据权利要求7所述的双层共挤膜制备设备,其特征在于,该双层共挤膜制备设备还包括牵引装置和收卷装置,所述收卷装置包括收卷辊,所述牵引装置用于将所述流延装置上的膜状物牵引至所述收卷辊上,以完成膜状物的收卷操作。
9.根据权利要求8所述的双层共挤膜制备设备,其特征在于,该双层共挤膜制备设备还包括测厚装置,所述测厚装置设置于所述流延装置、所述牵引装置或所述收卷装置上,用于检测膜状物的厚度;并且,所述第一原料挤出装置包括控制模块,所述控制模块和所述测厚装置通信连接,用于接收膜状物的厚度信息并根据该厚度信息控制单位时间内的所述第一原料输出量。
10.一种通过权利要求1-9任一项所述双层共挤膜制备设备制成的溶胀胶带,其特征在于,该溶胀胶带包括依次设置的胶层和溶胀层,所述胶层的厚度大小沿其长度方向或宽度方向呈周期性或非周期性变化。
技术总结
本技术公开了一种双层共挤膜制备设备及其制成的溶胀胶带,该双层共挤膜制备设备包括用于输出胶层原料的第一原料挤出装置和用于输出溶胀层原料的第二原料挤出装置。其中,第一原料挤出装置中设有脉冲控制装置,可用于控制第一原料输送管道在单位时间内的第一原料输出量大小,以使第一原料输出量大小呈周期性变化或非周期性变化,最终使制得的溶胀胶带的胶层厚度在预设范围内呈周期性或非周期性变化(也即呈规律或非规律性的高低起伏形态);相应地,第二原料挤出装置输出的溶胀层原料是持续性的,故可使溶胀层自动填充在胶层厚度较小或无胶层的区域,使胶层和溶胀层之间紧密接触且不产生缝隙,最终制得胶层厚度可变的溶胀胶带。
技术研发人员:刘静,陈鹏,褚宬成,王升,张长宇
受保护的技术使用者:东莞澳中新材料科技股份有限公司
技术研发日:20221123
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!