塑胶件二次注胶成型精密模具的制作方法
本技术涉及模具领域,尤其是塑胶件二次注胶成型精密模具。
背景技术:
1、模具是生产塑胶产品的重要工具。本实用新型的塑胶件包括硬度大不可变形的第一部分和第三部分以及硬度小可变形且位于第一部分和第三部分之间的第二部分。第二部分通过二次注胶成型,为了方便成型出第二部分,研发出塑胶件二次注胶成型精密模具。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。
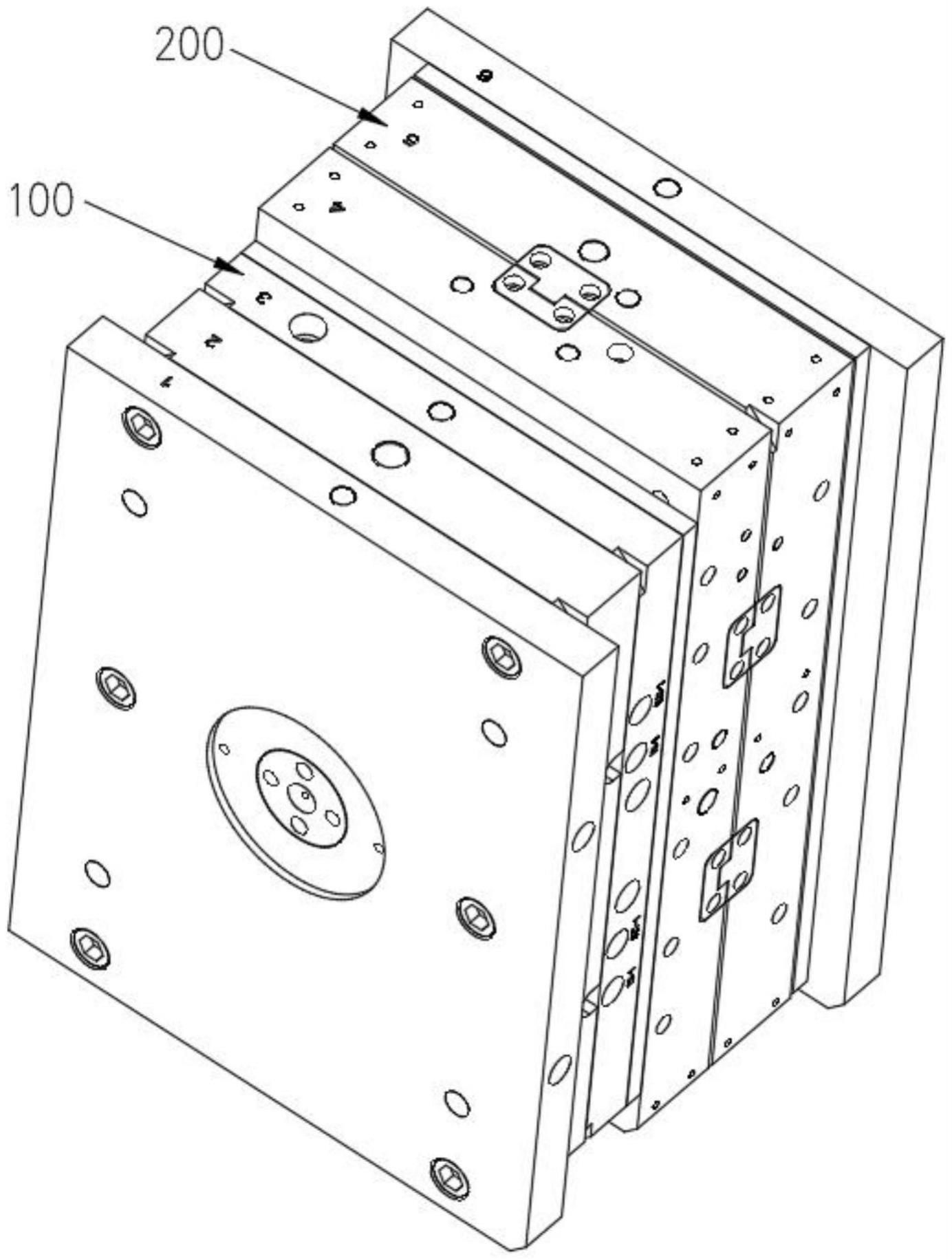
2、本实用新型提供了塑胶件二次注胶成型精密模具,包括前模组件和后模组件;所述后模组件上设置有容置空间,所述容置空间内设置有定位柱,所述后模组件上设置有用于定位塑胶件第一部分第三部分的定位滑块和用于压紧塑胶件第三部分的压紧滑块。
3、根据本实用新型的一些实施例,所述定位滑块上设置有定位凸起。
4、根据本实用新型的一些实施例,所述压紧滑块上设置有凸出的压紧部。
5、根据本实用新型的一些实施例,所述压紧滑块的数量为两个。
6、根据本实用新型的一些实施例,所述后模组件上设置有安装槽,所述压紧滑块设置有限位部,所述限位部位于所述安装槽内,所述限位部的上方设置有限位压紧块。
7、根据本实用新型的一些实施例,所述前模组件上设置有成型镶件。
8、根据本实用新型的一些实施例,所述成型镶件包括第一成型镶件和第二成型镶件,所述第一成型镶件与所述第二成型镶件,所述第一成型镶件中间设置有通孔,所述第二成型镶件位于所述通孔内。
9、根据本实用新型的一些实施例,所述第一成型镶件上设置有第一连接部,所述第二成型镶件上设置有第二连接部,所述第一连接部和所述第二连接部抵接。
10、本实用新型至少具有如下技术效果:
11、1.本实用新型实施例的塑胶件二次注胶成型精密模具,塑胶件的第一部分和第三部分先通过模具成型,然后将第一部分通过定位柱定位并放置在容置空间的中间位置,将第三部分通过定位滑块和压紧滑块定位并压紧,最后合模注胶,成型出塑胶件的第二部分,成型方便且成型质量高。
12、2.本实用新型实施例的塑胶件二次注胶成型精密模具,定位滑块上设置有定位凸起,塑胶件的第三部分上设置有定位缺口,将定位凸起对准定位缺口即可完成塑胶件第三部分的定位,防止第三部分出现转动,保证塑胶件的二次注胶质量。
技术特征:
1.塑胶件二次注胶成型精密模具,其特征在于:包括前模组件(100)和后模组件(200);所述后模组件(200)上设置有容置空间(210),所述容置空间(210)内设置有定位柱(220),所述后模组件(200)上设置有用于定位塑胶件第一部分第三部分的定位滑块(300)和用于压紧塑胶件第三部分的压紧滑块(400)。
2.根据权利要求1所述的塑胶件二次注胶成型精密模具,其特征在于:所述定位滑块(300)上设置有定位凸起(310)。
3.根据权利要求2所述的塑胶件二次注胶成型精密模具,其特征在于:所述压紧滑块(400)上设置有凸出的压紧部(410)。
4.根据权利要求3所述的塑胶件二次注胶成型精密模具,其特征在于:所述压紧滑块(400)的数量为两个。
5.根据权利要求3所述的塑胶件二次注胶成型精密模具,其特征在于:所述后模组件(200)上设置有安装槽(230),所述压紧滑块(400)设置有限位部(420),所述限位部(420)位于所述安装槽(230)内,所述限位部(420)的上方设置有限位压紧块(500)。
6.根据权利要求1所述的塑胶件二次注胶成型精密模具,其特征在于:所述前模组件(100)上设置有成型镶件(110)。
7.根据权利要求6所述的塑胶件二次注胶成型精密模具,其特征在于:所述成型镶件(110)包括第一成型镶件(111)和第二成型镶件(112),所述第一成型镶件(111)与所述第二成型镶件(112),所述第一成型镶件(111)中间设置有通孔(1111),所述第二成型镶件(112)位于所述通孔(1111)内。
8.根据权利要求7所述的塑胶件二次注胶成型精密模具,其特征在于:所述第一成型镶件(111)上设置有第一连接部(1112),所述第二成型镶件(112)上设置有第二连接部(1121),所述第一连接部(1112)和所述第二连接部(1121)抵接。
技术总结
本技术提供了塑胶件二次注胶成型精密模具,包括前模组件和后模组件;后模组件上设置有容置空间,容置空间内设置有定位柱,后模组件上设置有用于定位塑胶件第一部分第三部分的定位滑块和用于压紧塑胶件第三部分的压紧滑块。本技术具有方便塑胶件二次注胶成型,提高成型质量等优点。
技术研发人员:孟玉成
受保护的技术使用者:中山市钜泰硅胶科技有限公司
技术研发日:20221125
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!