一种同步双向抽芯组件的制作方法
本技术涉及模具,尤其涉及一种同步双向抽芯组件。
背景技术:
1、对于注塑模具而言,其包括有上模部分、与上模部分相配合的下模部分,上模部分包括有上模座板、螺装于上模座板下表面的上模板、螺装于上模板中间位置的上模成型镶件,下模部分包括有下模座板、位于下模座板上端侧的下模板、装设于下模板的下模成型镶件,下模座板与下模板之间装设有两个垫板,下模板、垫板以及下模座板从上至下依次螺接,两个垫板之间装设有顶针板、装设于顶针板的脱模顶针。注塑时,上模部分与下模部分闭合,上模成型镶件、下模成型镶件共同围装成成型腔室;在注塑模具于塑胶产品注塑成型完毕后并进行脱模的过程中,注塑机的顶杆顶推顶针板,并使得顶针板带动脱模顶针上移并将塑胶产品朝上顶出,以完成脱模动作。
2、需指出的是,对于需要通过进行水平抽芯、竖向抽芯的塑胶产品而言,其相应的注塑模具必须设置相应的水平抽芯机构、竖向抽芯机构,水平抽芯机构、竖向抽芯机构独立分开布置;其中,水平抽芯机构可采用传统的侧抽芯结构设计。
3、对于上述水平抽芯机构、竖向抽芯机构独立分开布置的注塑模具而言,其存在结构复杂、紧凑性较差的缺陷。
技术实现思路
1、本实用新型的目的在于针对现有技术的不足而提供一种同步双向抽芯组件,该同步双向抽芯组件设计新颖、结构简单、紧凑性好。
2、为达到上述目的,本实用新型通过以下技术方案来实现。
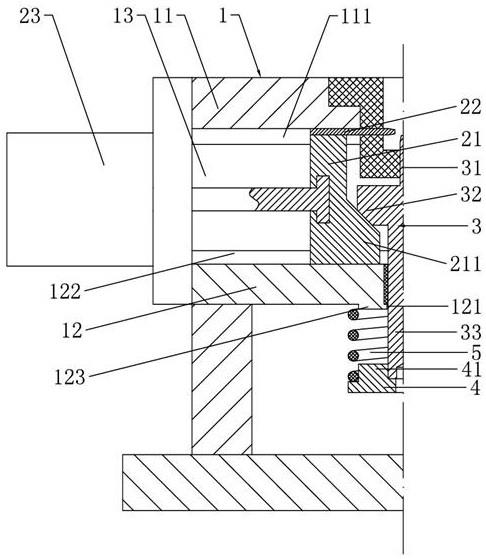
3、一种同步双向抽芯组件,包括有下模板、成型镶件组件,成型镶件组件包括有水平镶件安装块、装设于水平镶件安装块且呈水平横向布置的水平成型镶件,下模板装设有用于驱动水平镶件安装块水平移动的动力件;
4、成型镶件组件还包括有呈竖向布置的竖向成型镶件,竖向成型镶件包括有从上至下依次连接的竖向镶件成型部、竖向镶件楔形部、竖向镶件直杆部,竖向镶件楔形部呈楔形形状;
5、竖向镶件直杆部的下端部螺装有位于下模板下端侧的弹簧挡块,下模板与弹簧挡块之间装设有套装于竖向镶件直杆部外围的压缩弹簧,压缩弹簧的上端部与下模板抵接,压缩弹簧的下端部与弹簧挡块抵接;
6、水平镶件安装块设置有呈楔形形状的安装块楔形部,安装块楔形部与竖向镶件楔形部保持贴合。
7、其中,所述下模板包括有顶板、位于顶板下端侧的底板,顶板与底板间隔布置,且顶板与底板之间装设有中间垫块,顶板、中间垫块、底板从上至下依次螺接;
8、所述水平镶件安装块位于顶板与底板之间,底板对应所述竖向成型镶件开设有上下完全贯穿的通孔,所述竖向镶件直杆部穿过底板的通孔,所述压缩弹簧的上端部与底板抵接。
9、其中,所述顶板的下表面开设有水平延伸的上导向槽,所述底板的上表面开设有水平延伸的下导向槽,所述水平镶件安装块的上端部伸入至上导向槽内,水平镶件安装块的下端部伸入至下导向槽内。
10、其中,所述底板的下表面对应所述压缩弹簧设置有朝下凸出的上定位部,所述弹簧挡块对应压缩弹簧设置有朝上凸出的下定位部,压缩弹簧的上端部套装有上定位部,压缩弹簧的下端部套装于下定位部。
11、其中,所述动力件为水平动作的气缸,气缸的活塞杆外延端部与所述水平镶件安装块连接。
12、其中,所述动力件为水平动作的电动推杆,电动推杆的活动推杆一端部与所述水平镶件安装块连接。
13、相对于现有技术而言,本实用新型具有以下有益效果,具体的:该同步双向抽芯组件通过一个动力件即可实现水平成型镶件、竖向成型镶件同步移动,且水平抽芯动作与竖向抽芯动作同时进行,即进行同步双向抽芯;相对于现有技术中的独立分开布置的水平抽芯机构、竖向抽芯机构而言,该同步双向抽芯组件具有设计新颖、结构简单、紧凑性好的优点。
技术特征:
1.一种同步双向抽芯组件,包括有下模板(1)、成型镶件组件,成型镶件组件包括有水平镶件安装块(21)、装设于水平镶件安装块(21)且呈水平横向布置的水平成型镶件(22),下模板(1)装设有用于驱动水平镶件安装块(21)水平移动的动力件(23);
2.根据权利要求1所述的一种同步双向抽芯组件,其特征在于:所述下模板(1)包括有顶板(11)、位于顶板(11)下端侧的底板(12),顶板(11)与底板(12)间隔布置,且顶板(11)与底板(12)之间装设有中间垫块(13),顶板(11)、中间垫块(13)、底板(12)从上至下依次螺接;
3.根据权利要求2所述的一种同步双向抽芯组件,其特征在于:所述顶板(11)的下表面开设有水平延伸的上导向槽(111),所述底板(12)的上表面开设有水平延伸的下导向槽(122),所述水平镶件安装块(21)的上端部伸入至上导向槽(111)内,水平镶件安装块(21)的下端部伸入至下导向槽(122)内。
4.根据权利要求2所述的一种同步双向抽芯组件,其特征在于:所述底板(12)的下表面对应所述压缩弹簧(5)设置有朝下凸出的上定位部(123),所述弹簧挡块(4)对应压缩弹簧(5)设置有朝上凸出的下定位部(41),压缩弹簧(5)的上端部套装有上定位部(123),压缩弹簧(5)的下端部套装于下定位部(41)。
5.根据权利要求1所述的一种同步双向抽芯组件,其特征在于:所述动力件(23)为水平动作的气缸,气缸的活塞杆外延端部与所述水平镶件安装块(21)连接。
6.根据权利要求1所述的一种同步双向抽芯组件,其特征在于:所述动力件(23)为水平动作的电动推杆,电动推杆的活动推杆一端部与所述水平镶件安装块(21)连接。
技术总结
本技术公开了一种同步双向抽芯组件,其包括下模板、成型镶件组件,成型镶件组件包括水平镶件安装块、装设于水平镶件安装块的水平成型镶件,水平镶件安装块通过动力件进行驱动;成型镶件组件还包括竖向成型镶件,竖向成型镶件包括从上至下依次连接的竖向镶件成型部、竖向镶件楔形部、竖向镶件直杆部;竖向镶件直杆部下端部螺装弹簧挡块,下模板与弹簧挡块之间装设压缩弹簧,压缩弹簧上端部与下模板抵接,压缩弹簧下端部与弹簧挡块抵接;水平镶件安装块设置有呈楔形形状的安装块楔形部,安装块楔形部与竖向镶件楔形部保持贴合。通过上述结构设计,本技术具有设计新颖、结构简单、紧凑性好的优点。
技术研发人员:韩少青
受保护的技术使用者:东莞市飞扬塑胶模具有限公司
技术研发日:20221202
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!