一种橡胶振膜的成型模具的制作方法
本技术涉及成型模具,尤其涉及一种橡胶振膜的成型模具。
背景技术:
1、随着电子信息技术的快速发展,越来越多的发声装置应用于各类电子产品上,尤其是广为人们应用的移动通讯设备,人们不但关心其微型化、多功能,更要求其语音效果高质量、无失真。而振膜作为发声装置的核心部件,其设计的好坏直接影响着声学器件的性能。
2、现有的发声装置的多采用橡胶振膜,橡胶振膜具有优异的耐高温性能、耐臭氧和耐老化性能,且成型后能够保持优异的弹性,因此被广泛应用于发声装置产品中。
3、现有的橡胶振膜一般包括依次相连的内连接部、折环部和外连接部,内连接部用于连接中贴,外连接部用于连接盆架;请结合图1至图3,具体的成型工艺为:首先通过成型模具对橡胶物料进行热压形成一具有若干个折环部12的橡胶膜材1(如图1所示),再将橡胶膜材1从成型模具卸下,通过裁切工具将位于橡胶膜材1的折环部12内侧的膜材废料11裁掉以形成内连接部13(如图2所示),并通过裁切工具将位于橡胶膜材1的折环部12外侧的膜材废料11裁掉以形成外连接部14,从而得到橡胶振膜(如图3所示);由于膜料上的待裁切部分与成型模具的接触面积较大(即位于折环部12内侧的膜材废料11以及位于折环部12外侧的膜材废料11),并且橡胶材质具有杨氏模量低以及质地柔软的特性,在脱膜过程中,膜料的待裁切部分容易被拉扯变形,使得经裁切后的橡胶振膜的外连接部14和/或内连接部13的尺寸发生变化,平整度变差,导致产品良率降低。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种产品良率高的橡胶振膜的成型模具。
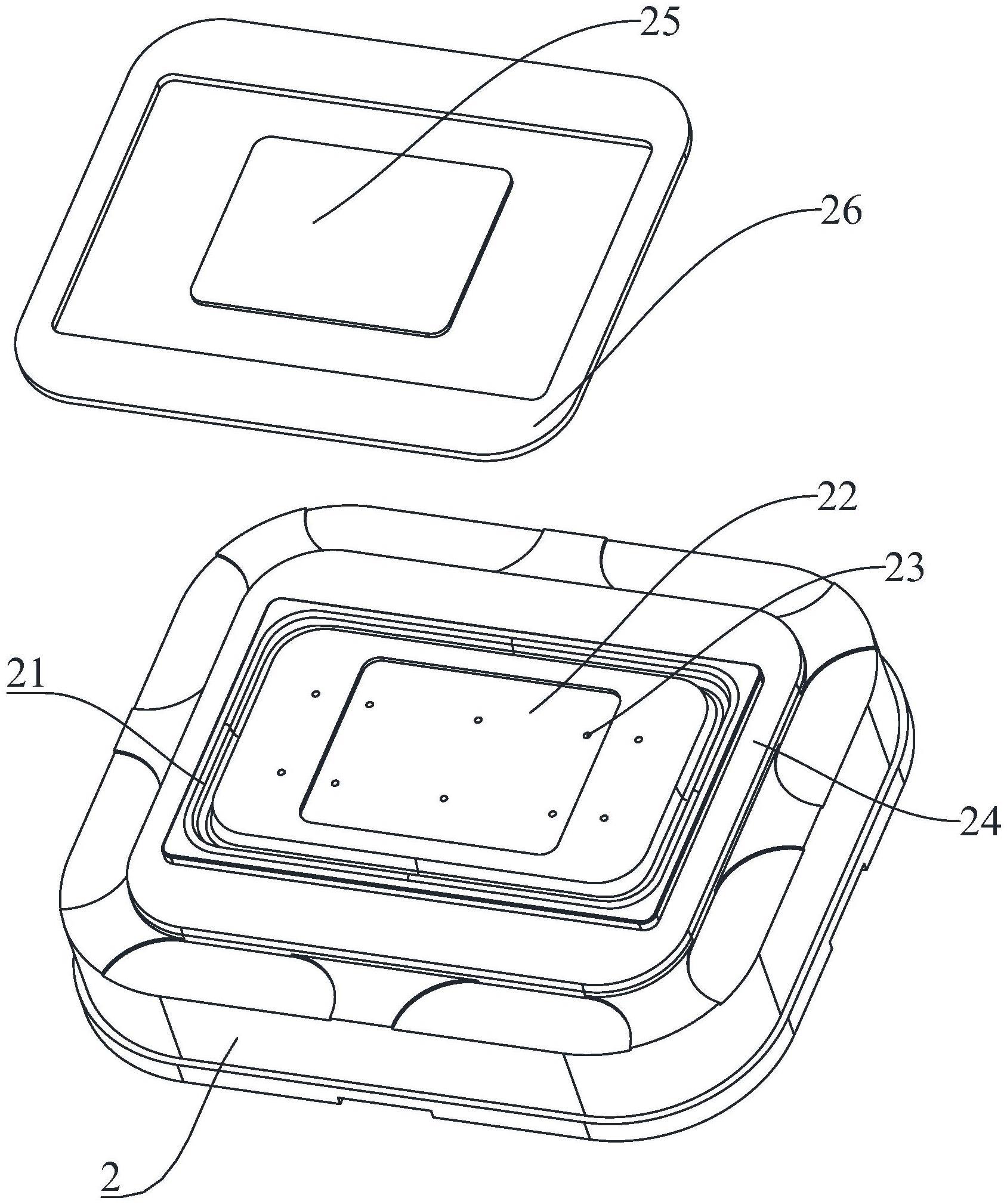
2、为了解决上述技术问题,本实用新型采用的技术方案为:一种橡胶振膜的成型模具,包括
3、热压模台,所述热压模台设有与橡胶振膜的折环部形状相适配的塑形部;
4、中心垫片,安装于所述热压模台并位于所述塑形部的内侧;
5、外形垫片,安装于所述热压模台并位于所述塑形部的外侧。
6、进一步的,所述热压模台上还设有排气孔,所述排气孔位于所述塑形部的内侧。
7、进一步的,所述排气孔的数量为多个。
8、进一步的,所述热压模台还设有第一安装槽,所述第一安装槽位于所述塑形部的内侧,所述中心垫片安装于所述第一安装槽。
9、进一步的,所述热压模台还设有第二安装槽,所述第二安装槽位于所述塑形部的外侧,所述外形垫片安装于所述第二安装槽。
10、进一步的,所述热压模台还设有与所述第二安装槽连通的取放槽。
11、进一步的,所述取放槽的数量为多个。
12、进一步的,所述中心垫片与所述塑形部之间的间隙宽度大于或等于0.2mm。
13、进一步的,所述外形垫片与所述塑形部之间的间隙宽度大于或等于0.2mm。
14、本实用新型的有益效果在于:本实用新型提供的橡胶振膜的成型模具具有产品良率高的特点,在热压模台上设置塑形部使得橡胶振膜的折环部成型,塑形部的内侧设置中心垫片与橡胶膜材上位于折环部内侧的膜材废料接触,避免了折环部内侧的膜材废料与热压模台粘连,降低了橡胶振膜的内连接部变形的风险;塑形部的外侧设置外形垫片与橡胶膜材上位于折环部外侧的膜材废料接触,降低了橡胶振膜的外连接部变形的风险,利于产品良率的提升。
技术特征:
1.一种橡胶振膜的成型模具,其特征在于,包括
2.根据权利要求1所述的橡胶振膜的成型模具,其特征在于,所述热压模台上还设有排气孔,所述排气孔位于所述塑形部的内侧。
3.根据权利要求2所述的橡胶振膜的成型模具,其特征在于,所述排气孔的数量为多个。
4.根据权利要求1所述的橡胶振膜的成型模具,其特征在于,所述热压模台还设有第一安装槽,所述第一安装槽位于所述塑形部的内侧,所述中心垫片安装于所述第一安装槽。
5.根据权利要求1所述的橡胶振膜的成型模具,其特征在于,所述热压模台还设有第二安装槽,所述第二安装槽位于所述塑形部的外侧,所述外形垫片安装于所述第二安装槽。
6.根据权利要求5所述的橡胶振膜的成型模具,其特征在于,所述热压模台还设有与所述第二安装槽连通的取放槽。
7.根据权利要求6所述的橡胶振膜的成型模具,其特征在于,所述取放槽的数量为多个。
8.根据权利要求1所述的橡胶振膜的成型模具,其特征在于,所述中心垫片与所述塑形部之间的间隙宽度大于或等于0.2mm。
9.根据权利要求1所述的橡胶振膜的成型模具,其特征在于,所述外形垫片与所述塑形部之间的间隙宽度大于或等于0.2mm。
技术总结
本技术公开了一种橡胶振膜的成型模具,包括热压模台以及安装于热压模台的中心垫片和外形垫片,热压模台设有与橡胶振膜的折环部形状相适配的塑形部;中心垫片位于塑形部的内侧;外形垫片位于塑形部的外侧;在热压模台上设置塑形部使得橡胶振膜的折环部成型,塑形部的内侧设置中心垫片与橡胶膜材上位于折环部内侧的膜材废料接触,避免了折环部内侧的膜材废料与热压模台粘连,降低了橡胶振膜的内连接部变形的风险;塑形部的外侧设置外形垫片与橡胶膜材上位于折环部外侧的膜材废料接触,降低了橡胶振膜的外连接部变形的风险,利于产品良率的提升。
技术研发人员:陈杰,张红妮,谭智辉,林海颖
受保护的技术使用者:深圳市维仕声学有限公司
技术研发日:20221208
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!