新型分段式挤出口模与芯模结构的制作方法
本技术涉及挤出机,特别是一种新型分段式挤出口模与芯模结构。
背景技术:
1、在聚丙烯(pp)、聚乙烯(pe)等塑料包装瓶的生产过程中需要应用挤出机,塑料通过挤出机熔融塑化成均匀的熔体,熔体进一步压实后进入成型模具。模头挤出形成圆形胶管,需要通过口模组件与芯模组件相互配合,才能挤出适宜直径和壁厚的胶管。口模组件的作用是用来成型胶管的外表面,口模组件包括口模体,胶管的外径尺寸和表面质量由口模体的尺寸精度和质量来保证,是决定产品外观是否优质,与芯模共同控制壁厚和重量的至关重要的组件。芯模组件的作用是用来成型胶管的内表面,胶管的内径尺寸和表面质量由芯模组件尺寸精度和质量来保证。由于目前口模和芯模为一个整体的结构,当遇到品种多、批量小的产品频繁切换时,对应需要更换整个口模和芯模,由于每个口模和芯模造价成本比较高,而且切换时需要耗费大量时间,特别是多模头设备,对于多品种、小批量的产品无疑增加了企业的生产成本。
技术实现思路
1、本实用新型为了有效的解决上述背景技术中的问题,提出了一种新型分段式挤出口模与芯模结构。
2、具体技术方案如下;
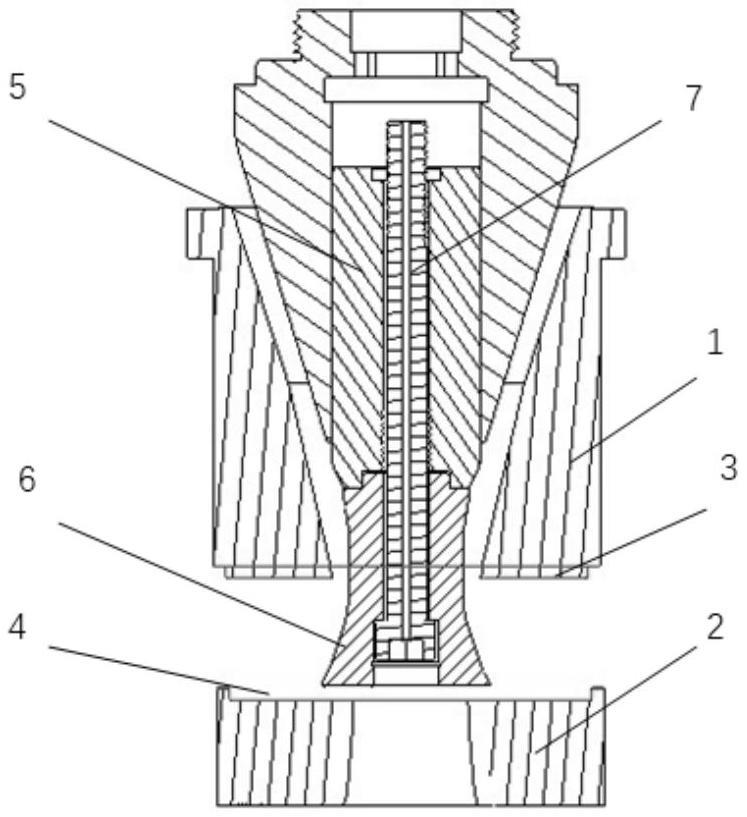
3、一种新型分段式挤出口模与芯模结构,包括口模和芯模,口模套在所述芯模的外部,所述口模由上口模和下口模两部分组成,所述下口模固定在所述上口模的底部。所述芯模由上下芯模两部分组成,所述下芯模通过中心位置螺栓与上芯模连接。
4、优选地,所述上口模的底部环周设有定位台,所述下口模的上部与定位台对应的位置设有定位槽,定位槽扣合在所述定位台上。
5、优选地,所述芯模由上芯模和下芯模构成,下芯模通过长螺栓与上芯模固定在一起。
6、优选地,所述口模与芯模配合的圆锥斜角为30°~35°。
7、与现有技术相比,本实用新型的有益效果是:本装置将口模和芯模各分为两段式结构,在一定范围重量和形状的多品种和小批量产品切换时只需要更换下口模和下芯模即可,而无需将整个口模和芯模进行更换,可以大大节省口模和芯模的制作成本,另外,可以大大减少更换时间(约减少70%),实现快速换型。第三,对于上部模体(口模和芯模)进行加长,在同样口径的情况下,圆锥斜角减小,从而减小塑胶受挤压产生的反作用力,进而可以稳定保持调整的位置,实现长时间连续和稳定生产。
技术特征:
1.一种新型分段式挤出口模与芯模结构,包括口模和芯模,口模套在所述芯模的外部,其特征在于:所述口模由上口模和下口模两部分组成,所述下口模固定在所述上口模的底部,所述芯模由上下芯模两部分组成,所述下芯模通过中心位置螺栓与上芯模连接。
2.根据权利要求1所述的分段式挤出口模与芯模结构,其特征在于,所述上口模的底部环周设有定位台,所述下口模的上部与定位台对应的位置设有定位槽,定位槽扣合在所述定位台上。
3.根据权利要求1所述的分段式挤出口模与芯模结构,其特征在于,所述芯模由上芯模和下芯模构成,下芯模通过长螺栓与上芯模连接固定在一起。
4.根据权利要求1所述的分段式挤出口模与芯模结构,其特征在于,所述口模与芯模配合圆锥斜角的角度为30°~35°。
技术总结
本技术涉及挤出机技术领域,特别是一种新型分段式挤出口模与芯模结构,包括口模和芯模,口模套在所述芯模的外部,所述口模由上口模和下口模两部分组成,所述下口模固定在所述上口模的底部。所述芯模由上下芯模两部分组成,所述下芯模通过中心位置螺栓与上芯模连接。本装置将口模和芯模分为两段式结构,一定范围内不同重量和形状产品切换时只需要更换下口模和下芯模即可,而无需将整个口模和芯模进行更换,可以大大节省口模和芯模的制作成本和更换时间。
技术研发人员:贾福君,潘玉军,冯运,邓永光
受保护的技术使用者:河北三庆机械制造有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!