氟树脂在制备高速连续3D打印透光透氧离型膜中的用途的制作方法
本发明属于透光透氧离型膜加工,具体涉及一种氟树脂在制备高速连续3d打印透光透氧离型膜中的用途。
背景技术:
1、现在市面上主流3d打印离型膜是fep膜和硅橡胶类膜,fep(四氟乙烯-六氟丙烯共聚物),是一种半结晶性氟树脂,在透气上与本发明应用的氟树脂差别巨大,应用于工业化的高速连续3d打印有明显不足。fep厚度为100um的薄膜透氧性只有15batter,透氧性能较差。
技术实现思路
1、本发明的目的在于提供一种由氟树脂使用溶液成膜法反复刮涂工艺制备得到的高速连续3d打印透光透氧离型膜,利用该方法保证了透光透氧离型膜达到1-200μm的厚度,而且具有更强的透氧性能。解决了现有技术中的薄膜无法同时具备高透光,高透氧这两项重要性能,解决现有技术的打印难题,从而实现高速连续的3d打印。
2、本发明通过以下技术方案实现:
3、一种氟树脂在制备高速连续3d打印透光透氧离型膜中的用途。
4、一种高速连续3d打印透光透氧离型膜,由氟树脂使用溶液成膜法反复刮涂工艺制备得到;
5、所述透光透气离型膜厚度为1-200μm。
6、作为优选地,所述透光透氧离型膜透光率不低于90%;透氧性不低于250barrer。
7、一种高速连续3d打印透光透氧离型膜的制备方法,包括:
8、配料:选取氟树脂粉末置于烘箱干燥后,与氟类溶剂混合后,升温搅拌至氟树脂粉末完全溶解,再进行精细过滤后,倒入加热后的刮涂料装置中;
9、刮涂:选取玻璃作为载体,根据实际成品膜的厚度,设置刮涂次数;
10、烘烤:上述刮涂完成后,将刮涂后的玻璃继续烘烤20-35min;之后置于120-125℃中再次烘烤30-35min;
11、脱模:将上述烘烤完成的刮涂后的玻璃冷却后进行超声脱模处理;
12、裁切:将脱离出来的透光透氧离型膜置于30-50℃烘箱中烘干、裁切所需尺寸后封装。
13、作为优选地,所述配料过程中,氟树脂粉末的干燥温度为100-110℃;
14、所述干燥时长为1-2h。
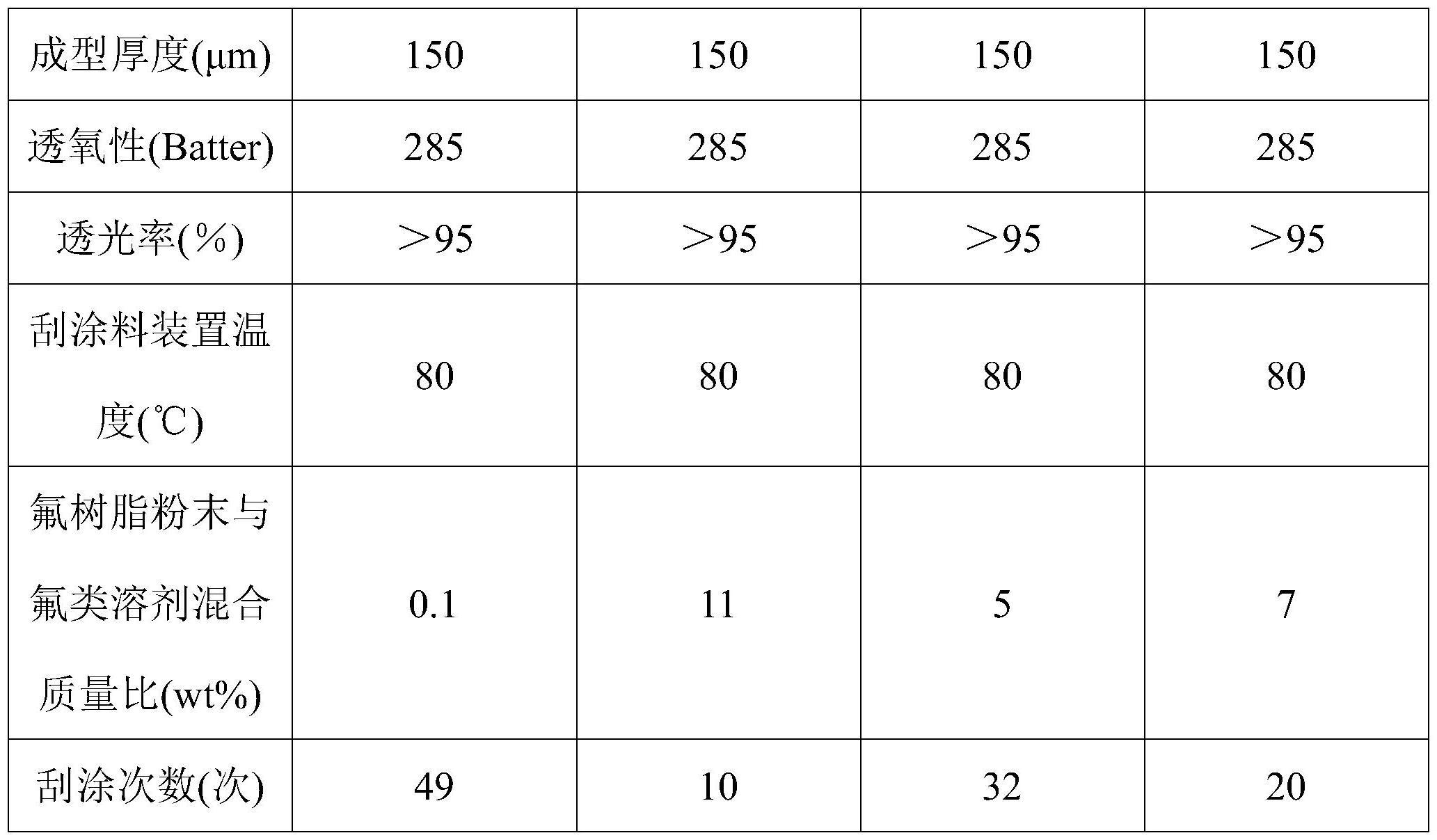
15、作为优选地,所述干燥后的氟树脂粉末与氟类溶剂的混合质量比为0.1wt%-11wt%。
16、作为优选地,所述升温至100-125℃后进行搅拌,搅拌速率为20-75r/min。
17、作为优选地,所述加热后的刮涂料装置温度为100-125℃。
18、作为优选地,所述刮涂过程中,刮涂次数为1-50次,每次刮涂间隔6-30min。
19、与现有技术相比,本发明至少具有如下技术效果:
20、本发明提供了一种由氟树脂使用溶液成膜法反复刮涂工艺制备得到的高速连续3d打印透光透氧离型膜。通过上述溶液成膜法反复刮涂工艺获得的该透光透氧离型膜,具有透气好、透光高、强度大、韧性好、离型效果好、不易变形等优点。
21、本发明提供了一种氟树脂在制备高速连续3d打印透光透氧离型膜中的用途,加工而成的透光透氧离型膜的透光率为90%以上,具有不少于250barrer的透氧性。
技术特征:
1.一种氟树脂在制备高速连续3d打印透光透氧离型膜中的用途。
2.一种高速连续3d打印透光透氧离型膜,其特征在于,由氟树脂使用溶液成膜法反复刮涂工艺制备得到;
3.根据权利要求2所述的一种高速连续3d打印透光透氧离型膜,其特征在于,所述透光透氧离型膜透光率不低于90%;透氧性不低于250barrer。
4.一种如权利要求2或3所述的高速连续3d打印透光透氧离型膜的制备方法,其特征在于,包括:
5.根据权利要求4所述的高速连续3d打印透光透氧离型膜的制备方法,其特征在于,所述配料过程中,氟树脂粉末的干燥温度为100-110℃;
6.根据权利要求5所述的高速连续3d打印透光透氧离型膜的制备方法,其特征在于,所述干燥后的氟树脂粉末与氟类溶剂的混合质量比为0.1wt%-11wt%。
7.根据权利要求5所述的高速连续3d打印透光透氧离型膜的制备方法,其特征在于,所述升温至100-125℃后进行搅拌,搅拌速率为20-75r/min。
8.根据权利要求5所述的高速连续3d打印透光透氧离型膜的制备方法,其特征在于,所述加热后的刮涂料装置温度为100-125℃。
9.根据权利要求4所述的高速连续3d打印透光透氧离型膜的制备方法,其特征在于,所述刮涂过程中,刮涂次数为1-50次,每次刮涂间隔6-30min。
技术总结
本发明公开了一种氟树脂在制备高速连续3D打印透光透氧离型膜中的用途,属于透光透氧离型膜加工技术领域。该透光透氧离型膜由该氟树脂使用溶液成膜法反复刮涂工艺制备得到。通过上述溶液成膜法反复刮涂工艺获得的该透光透氧离型膜,具有透气好、透光高、强度大、韧性好、离型效果好、不易变形等优点。经过上述加工而成的透光透氧离型膜的透光率为90%以上,具有不少于250barrer的透氧性。
技术研发人员:唐燚鸿
受保护的技术使用者:唐燚鸿
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!