用于高耐受力飞机牵引带的制作方法及过胶装置与流程
本发明属于高耐受力飞机牵引带应用,具体涉及用于高耐受力飞机牵引带的制作方法及过胶装置。
背景技术:
1、飞机出现事故后降落在跑道上地面需要移动一段距离,一般采用直杆形牵引杆连接牵引车向正前方牵引,但牵引杆只适合平整地面的路况下直线拖拽,这就需要使用到飞机应急牵引挂具。
2、飞机应急牵引挂具是一种在特殊情况下使用的应急牵引挂具。如飞机在起飞、降落、滑行时不慎冲出跑道,或滞留于跑道附近,严重影响飞机跑道的使用和航班的正常运行时,使用该挂具,可根据现场的情况对飞机做出向前或向后的牵引,迅速将事故飞机牵引至安全位置,恢复航班正常运行。
3、牵引带是飞机应急牵引挂具的主要组成部件,其需要承受较大的耐受力。现有制作的牵引带,其使用寿命短(使用次数少),多次使用进行牵引存在断裂的隐患,另外其制作效率也低,如传统过胶设备制作时过胶工序耗时长、过胶不均匀、平整(采用喷胶工艺)等。
4、因此,基于上述问题,本发明提供用于高耐受力飞机牵引带的制作方法及过胶装置。
技术实现思路
1、发明目的:本发明的目的是提供用于高耐受力飞机牵引带的制作方法及过胶装置,解决背景技术中所存在的技术问题。
2、技术方案:本发明的第一方面提供用于高耐受力飞机牵引带的制作方法,包括以下步骤,步骤(1)半成品制作,首先将高分子纤维1600dtex的原材料用并股机进行初步加捻捻向s,再把初步加捻的纱三个为一组进行并股,捻向s转变成z捻,最后进行过胶处理,过胶结束后并晾晒,晾晒干准备待用;步骤(2)成品制作,首先把穿带机调至所需要的长度进行穿制,然后穿25圈剪断,最后一圈尾巴与第一圈的头相交叉预留插编搭头45cm,进行手工编织插编接头,以此类推穿制剩下的3组;步骤(3)首先将步骤(2)编好的3组,依次放在拉力机上定型,定型好3组摆放好进行捆扎,然后整条吊装带再次拉力机上定型,最后包裹并缝制保护套。
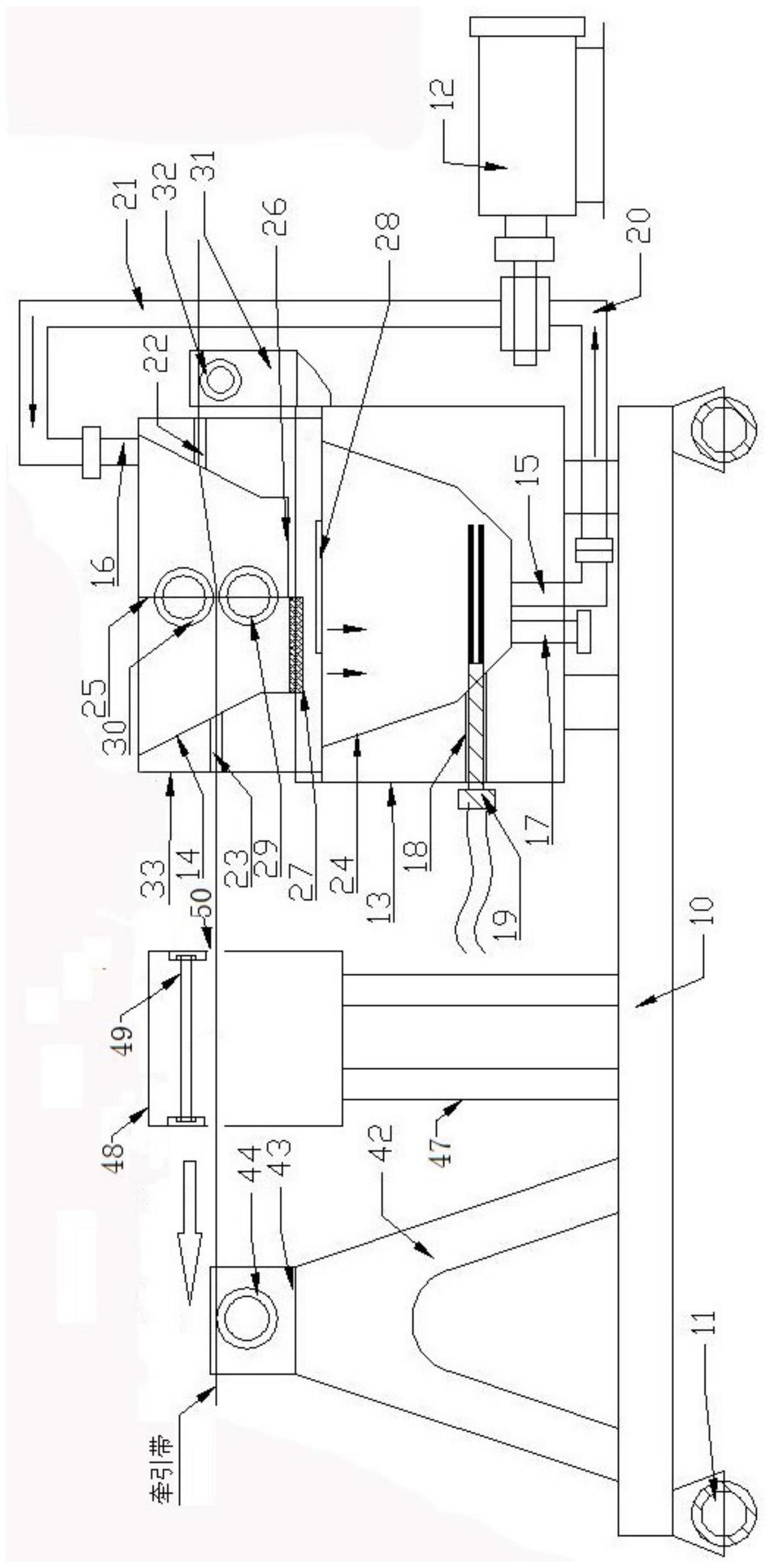
3、本发明的第二方面提供过胶装置,应用于高耐受力飞机牵引带的制作方法中,所述过胶装置,由可移动框架组件、双面印胶组件、循环胶水储料组件、烘干组件和出料过渡组件组成;所述可移动框架组件,用于将安装的双面印胶组件、循环胶水储料组件和出料过渡组件进行支撑、装配,并可进行移动转场;所述双面印胶组件,用于将牵引带进行双面印胶;所述循环胶水储料组件,用于将双面印胶组件内的残料进行收集、恒温加热和循环输送至双面印胶组件;所述烘干组件,用于将双面印胶的牵引带进行烘干;所述出料过渡组件,用于将烘干组件烘干的牵引带进行导料。
4、本技术方案的,所述可移动框架组件,包括卧式长方形框架座,及设置在卧式长方形框架座四角的带锁止万向轮。
5、本技术方案的,所述双面印胶组件,包括上箱体,及设置在上箱体内的集胶槽,及设置在上箱体两端内,且与集胶槽相配合使用的牵引带进口、牵引带出口,及设置在集胶槽内壁的横隔板,及设置在集胶槽底部,且分别与横隔板连接的密封板、胶渣滤网,及设置在上箱体上部,且位于密封板上方的注胶口,及设置在上箱体一侧下部外壁的电机座,及设置在电机座上的电机,及对称设置在上箱体两端内,且位于电机座上方的第一轴承槽、第二轴承槽,及分别设置在第一轴承槽、第二轴承槽内的第一轴承、第二轴承,及两端分别贯穿第一轴承槽、第二轴承槽、第一轴承、第二轴承的第一转轴、第二转轴,及分别设置在第一转轴、第二转轴上的第一印胶压套、第二印胶压套,及将第一转轴、电机连接的联轴器;其中,胶水由注胶口注入上箱体内,并位于集胶槽、横隔板、密封板所构成的腔体内,待印胶牵引带经牵引带进口进入上箱体内,且位于第一印胶压套、第二印胶压套之间进行印胶,通过牵引带出口引出,多余的胶料落入胶渣滤网上。
6、本技术方案的,所述循环胶水储料组件,包括下箱体,及设置在下箱体底部的循环导管、清洗导管,及设置在下箱体内的残料收集槽,及设置在下箱体一侧内的加热部安装槽,及安装在加热部安装槽内,且与残料收集槽相配合使用的加热部,及与循环导管连接的第一导管,及与第一导管连接的高粘度输送泵,及分别与注胶口高粘度输送泵连接的第二导管。
7、本技术方案的,所述烘干组件,包括设置在卧式长方形框架座上,且位于下箱体一侧的烘干箱支腿及设置在烘干箱支腿上的密封烘干箱体,及对称设置在密封烘干箱体两端内的牵引带通槽,及设置在密封烘干箱体上部内的胶水固化灯。
8、本技术方案的,所述出料过渡组件,包括设置在卧式长方形框架座上,且位于烘干箱支腿一侧的一组支撑架,及分别设置在一组支撑架上的固定座,及分别设置在固定座内的固定座轴承槽,及分别设置在固定座轴承槽内的固定座轴承,及两端分别贯穿固定座、固定座轴承槽、固定座轴承的带出料导套转轴。
9、本技术方案的,所述循环胶水储料组件,还包括对称设置在下箱体一侧上部外壁,且位于牵引带进口下方的进料转轴固定座,及分别设置在的进料转轴固定座上的进料转轴轴承槽,及分别设置在进料转轴轴承槽内的进料转轴轴承,及两端分别贯穿进料转轴固定座、进料转轴轴承槽、进料转轴轴承的带进料导套转轴。
10、与现有技术相比,本发明的用于高耐受力飞机牵引带的制作方法及过胶装置的有益效果在于:1、牵引带制作流程设计不繁琐,制作的成品牵引带品质优、耐受力强,使用寿命长;2、过胶装置,其整体为可移动式设计,便于移动、转场使用;3、双面印胶、烘干一体式设计,过胶效率高;4、残料胶能进行及时的回收使用,降低胶水成本,实现环保式生产。
技术特征:
1.用于高耐受力飞机牵引带的制作方法,其特征在于:包括以下步骤,
2.过胶装置,应用于权利要求1中高耐受力飞机牵引带的制作方法,其特征在于:所述过胶装置,由可移动框架组件、双面印胶组件、循环胶水储料组件、烘干组件和出料过渡组件组成;
3.根据权利要求2所述的过胶装置,其特征在于:所述可移动框架组件,包括卧式长方形框架座(10),及设置在卧式长方形框架座(10)四角的带锁止万向轮(11)。
4.根据权利要求3所述的过胶装置,其特征在于:所述双面印胶组件,包括上箱体(33),及设置在上箱体(33)内的集胶槽(14),及设置在上箱体(33)两端内,且与集胶槽(14)相配合使用的牵引带进口(22)、牵引带出口(23),及设置在集胶槽(14)内壁的横隔板(25),及设置在集胶槽(14)底部,且分别与横隔板(25)连接的密封板(26)、胶渣滤网(27),及设置在上箱体(33)上部,且位于密封板(26)上方的注胶口(16),及设置在上箱体(33)一侧下部外壁的电机座(28),及设置在电机座(28)上的电机(34),及对称设置在上箱体(33)两端内,且位于电机座(28)上方的第一轴承槽(29)、第二轴承槽(30),及分别设置在第一轴承槽(29)、第二轴承槽(30)内的第一轴承(36)、第二轴承(37),及两端分别贯穿第一轴承槽(29)、第二轴承槽(30)、第一轴承(36)、第二轴承(37)的第一转轴(38)、第二转轴(39),及分别设置在第一转轴(38)、第二转轴(39)上的第一印胶压套(40)、第二印胶压套(41),及将第一转轴(38)、电机(34)连接的联轴器(35)。
5.根据权利要求4所述的过胶装置,其特征在于:所述循环胶水储料组件,包括下箱体(13),及设置在下箱体(13)底部的循环导管(15)、清洗导管(17),及设置在下箱体(13)内的残料收集槽(24),及设置在下箱体(13)一侧内的加热部安装槽(18),及安装在加热部安装槽(18)内,且与残料收集槽(24)相配合使用的加热部(19),及与循环导管(15)连接的第一导管(20),及与第一导管(20)连接的高粘度输送泵(12),及分别与注胶口(16)、高粘度输送泵(12)连接的第二导管(21);
6.根据权利要求5所述的过胶装置,其特征在于:所述烘干组件,包括设置在卧式长方形框架座(10)上,且位于下箱体(13)一侧的烘干箱支腿(47),及设置在烘干箱支腿(47)上的密封烘干箱体(48),及对称设置在密封烘干箱体(48)两端内的牵引带通槽(50),及设置在密封烘干箱体(48)上部内的胶水固化灯(49)。
7.根据权利要求6所述的过胶装置,其特征在于:所述出料过渡组件,包括设置在卧式长方形框架座(10)上,且位于烘干箱支腿(47)一侧的一组支撑架(42),及分别设置在一组支撑架(42)上的固定座(43),及分别设置在固定座(43)内的固定座轴承槽(44),及分别设置在固定座轴承槽(44)内的固定座轴承(45),及两端分别贯穿固定座(43)、固定座轴承槽(44)、固定座轴承(45)的带出料导套转轴(46)。
8.根据权利要求5所述的过胶装置,其特征在于:所述循环胶水储料组件,还包括对称设置在下箱体(13)一侧上部外壁,且位于牵引带进口(22)下方的进料转轴固定座(31),及分别设置在的进料转轴固定座(31)上的进料转轴轴承槽(32),及分别设置在进料转轴轴承槽(32)内的进料转轴轴承(33),及两端分别贯穿进料转轴固定座(31)、进料转轴轴承槽(32)、进料转轴轴承(33)的带进料导套转轴(34)。
技术总结
本发明属于高耐受力飞机牵引带应用技术领域,具体公开了用于高耐受力飞机牵引带的制作方法及过胶装置,用于高耐受力飞机牵引带的制作方法,包括以下步骤,步骤(1)半成品制作;步骤(2)成品制作;步骤(3)首先将步骤(2)编好的3组,依次放在拉力机上定型,定型好3组摆放好进行捆扎,然后整条吊装带再次拉力机上定型,最后包裹并缝制保护套;所述过胶装置,由可移动框架组件、双面印胶组件、循环胶水储料组件、烘干组件和出料过渡组件组成。本发明的有益效果在于:牵引带制作流程设计不繁琐,制作的成品牵引带品质优、耐受力强,使用寿命长;过胶装置,其整体为可移动式设计,便于移动、转场使用、过胶效率高、实现环保式生产。
技术研发人员:孟凡坡,李超迪,陈伟
受保护的技术使用者:南京德力特索具有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!