一种连续碳纤维骨架增强注塑成型的方法
本发明涉及注塑工艺,尤其是涉及一种连续碳纤维骨架增强注塑成型的方法。
背景技术:
1、3d打印工艺生产出来的复合材料的产品对喷头温度、打印丝的浸润程度等许多工艺参数十分敏感。fdm技术是复合材料3d打印的唯一技术,此方式生产出的复合材料的质量不稳定,且对连续碳纤维的质量分数有一定的限制,与注塑工艺生产出的产品相比,在表面质量以及精度方面仍然存在不足。注塑工艺能够一次成形出具有复杂几何外形且精度较高的产品,但注塑的零件强度不足,在受力或使用时可能会出现脆裂等问题,从而影响产品的功能和使用寿命。
2、现有注塑工艺通过在注塑材料中加入短纤维混合从而增强注塑产品的强度,但是碳纤维的强各向异性优势在短碳纤维中未能得到充分发挥。连续碳纤维具有较高的比强度和比刚度,精确设计连续碳纤维铺设的区域定向铺碳纤维,可将连续碳纤维的各向异性优势充分发挥出来。
3、现有技术中,在中国专利202110972007.x中公开了一种基于主应力轨迹线的3d打印连续纤维增强路径规划方法。该方法通过待打印零件设计域内各节点的主应力方向绘制主应力轨迹线,并根据零件内部的主应力轨迹线规划形成连续纤维增强路径。但是生成打印路径的疏密程度与该处应力大小无关,没有把碳纤维分配给更需要的区域,因此基于该方法规划的增强路径并不是最优。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种连续碳纤维骨架增强注塑成型的方法。
2、一种连续碳纤维骨架增强注塑成型的方法,该方法包括以下步骤:
3、步骤1:获取设计的零件的碳纤维骨架区域;
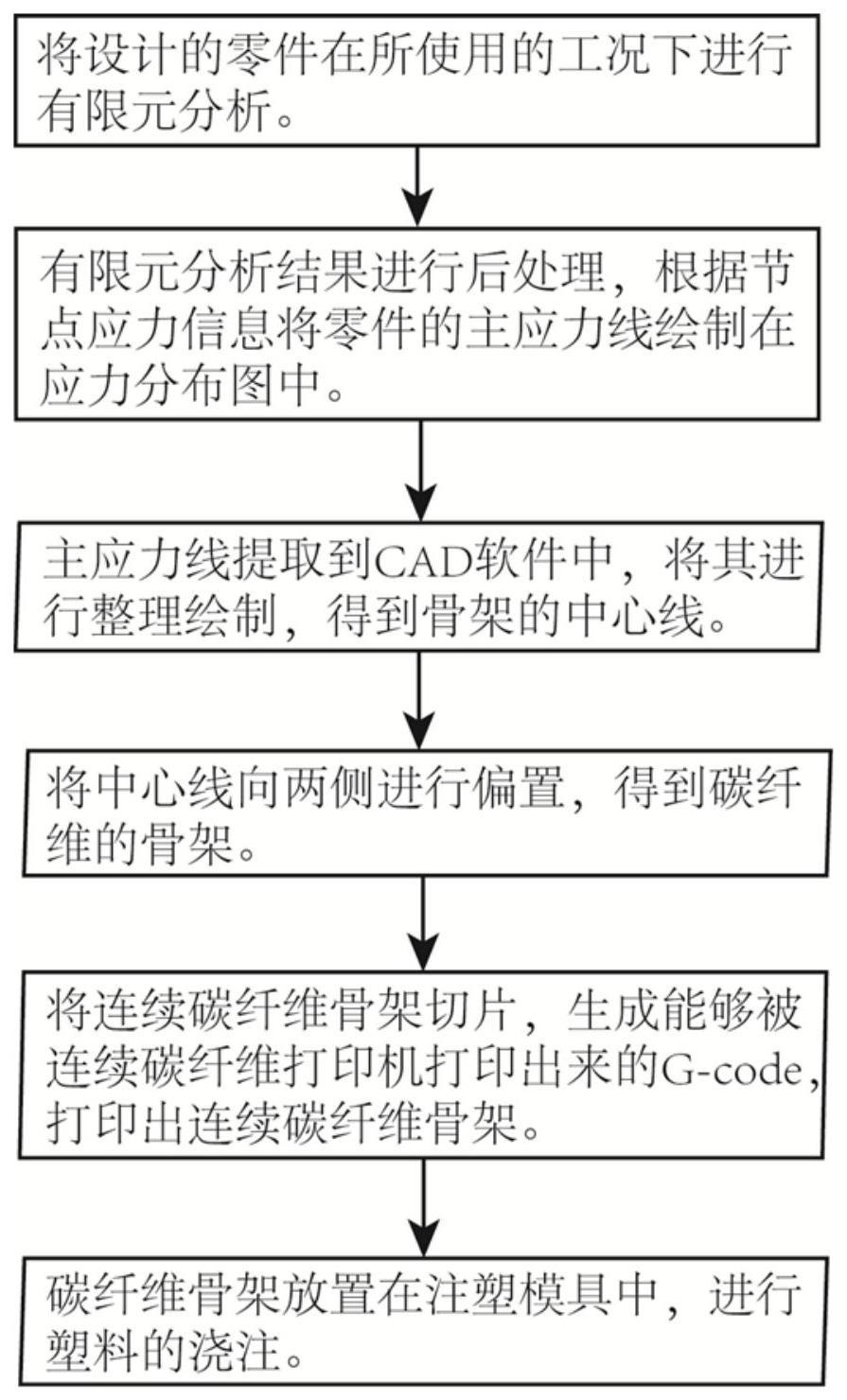
4、步骤2:将得到的碳纤维骨架区域进行切片,生成能够被连续碳纤维打印机打印出来的g-code,并得到零件的连续的碳纤维骨架;
5、步骤3:将碳纤维骨架放置在注塑模具中,进行热塑料的浇注,与成型的碳纤维骨架外部的塑料进行熔融结合,成型后拆除模具得到成品。
6、所述的步骤1中,碳纤维骨架区域的生成方式包括基于主应力线形式、力流管力流形式、u*力流形式以及零件均匀增强生成的均匀二维和三维均匀网格形式。
7、所述的基于主应力线形式的生成方式具体包括以下步骤:
8、步骤101:将设计的零件在相应的工况下进行有限元分析;
9、步骤102:将有限元分析的结果进行后处理,得到零件的主应力线,根据相应工况下节点的应力信息将零件的主应力线绘制在应力分布图中;
10、步骤103:将主应力线提取在cad软件中,将主应力线进行整理并绘制,得到骨架的中心线;
11、步骤104:将绘制的主应力轨迹线向两侧进行偏置,得到碳纤维骨架区域。
12、所述的步骤101中,进行有限元分析的有限元分析软件包括ansys、abaqus和comsol。
13、所述的步骤102中,通过设计的强度增强值和设置流线的距离大小控制主应力线的绝对疏密程度,根据零件本身的应力值大小控制同一零件不同区域的主应力线的相对疏密程度。
14、所述的步骤104中,偏置的距离根据零件的受载荷程度及尺寸限制决定。
15、所述的步骤104中,根据零件本身的特点在碳纤维的骨架区域上设置一个定位结构,以便于在注塑材料中进行放置,进而保证骨架的位置精度,所述的定位结构包括孔定位和边界定位。
16、所述的步骤2中,得到零件的连续的碳纤维骨架的过程具体为:
17、使用grasshopper参数化控制变量,并结合python编程进行切片,生成碳纤维骨架的g-code,python编程过程中,在每一条轨迹打印完毕后,在g-code中加入碳纤维剪断命令,在连续碳纤维打印机本身具有的剪断装置进行剪断,并在每一层中进行路径规划,以节省时间,将第一主应力线与第三主应力设置交错打印,将生成的g-code使用连续碳纤维打印机打印出来,得到零件的连续碳纤维骨架,所述的连续碳纤维打印机包括桌面级连续碳纤维打印机和基于机械臂的连续碳纤维打印机。
18、所述的步骤3中,进行热塑料的浇注之前将碳纤维骨架与塑料进行浸渍,以得到稳固的连续碳纤维骨架。
19、所述的步骤3中,塑料包括pla和pa塑料。
20、本发明的目的可以通过以下技术方案来实现:
21、与现有技术相比,本发明具有以如下有益效果:
22、本发明通过3d打印出设计零件的连续碳纤维骨架,再与注塑工艺结合,符合应力分布状况,发挥纤维的抗拉特性,提高结构效率,适用于具有复杂外形且受力较大的塑料制品,能够在不增加质量的同时,增加注塑零件的强度和刚度,提高注塑零件的耐用性。
技术特征:
1.一种连续碳纤维骨架增强注塑成型的方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的步骤1中,碳纤维骨架区域的生成方式包括基于主应力线形式、力流管力流形式、u*力流形式以及零件均匀增强生成的均匀二维和三维均匀网格形式。
3.根据权利要求2所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的基于主应力线形式的生成方式具体包括以下步骤:
4.根据权利要求3所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的步骤101中,进行有限元分析的有限元分析软件包括ansys、abaqus和comsol。
5.根据权利要求3所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的步骤102中,通过设计的强度增强值和设置流线的距离大小控制主应力线的绝对疏密程度,根据零件本身的应力值大小控制同一零件不同区域的主应力线的相对疏密程度。
6.根据权利要求3所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的步骤104中,偏置的距离根据零件的受载荷程度及尺寸限制决定。
7.根据权利要求3所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的步骤104中,根据零件本身的特点在碳纤维的骨架区域上设置一个定位结构,以便于在注塑材料中进行放置,进而保证骨架的位置精度,所述的定位结构包括孔定位和边界定位。
8.根据权利要求1所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的步骤2中,得到零件的连续的碳纤维骨架的过程具体为:
9.根据权利要求1所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的步骤3中,进行热塑料的浇注之前将碳纤维骨架与塑料进行浸渍,以得到稳固的连续碳纤维骨架。
10.根据权利要求9所述的一种连续碳纤维骨架增强注塑成型的方法,其特征在于,所述的步骤3中,塑料包括pla和pa塑料。
技术总结
本发明涉及一种连续碳纤维骨架增强注塑成型的方法,该方法包括以下步骤:步骤1:获取设计的零件的碳纤维骨架区域;步骤2:将得到的碳纤维骨架区域进行切片,生成能够被连续碳纤维打印机打印出来的G‑code,并得到零件的连续的碳纤维骨架;步骤3:将碳纤维骨架放置在注塑模具中,进行热塑料的浇注,与成型的碳纤维骨架外部的塑料进行熔融结合,成型后拆除模具得到成品。与现有技术相比,本发明具有提高结构效率、适用于具有复杂外形且受力较大的塑料制品、在不增加质量的同时增加注塑零件的强度和刚度、提高注塑零件的耐用性等优点。
技术研发人员:王玉,邓梓光,于颖
受保护的技术使用者:同济大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!