注塑机参数设置方法、设置装置、电子设备及存储介质
本发明属于注塑试模相关,更具体地,涉及一种注塑机参数设置方法、设置装置、电子设备及存储介质。
背景技术:
1、在注射成形塑料制品的生产过程中,注塑机相关参数的控制对注塑制品的生产有巨大影响。注塑机相关参数数量较多,且对注射成形塑料制品影响呈高度非线性关系。传统注塑机参数设置遵循“试注”—“修正”的模式,需要依据经验或者是密集实验进行多次尝试,最终确定合适的参数。现代注塑机参数设置方法可以使用基于案例的推理方法、基于规则的推理方法与基于代理模型的推荐方法等基于数据的方法完成参数的设置,在实验室环境取得了较好的成果。
2、但实际生产时,注塑机参数设置过程需要等待生产工况稳定,才能取件检测,每次更改工艺参数都需要消耗大量的时间成本与经济成本。且注塑机参数设置相关的数据是低频信息,实际生产往往无法提供基于数据的现代注塑机参数设置方法所需的大量注射成形工艺数据集;另外,实际生产时不同产品产生的工艺数据量不均衡,导致现代注塑机参数设置方法实用性较差,实施比较困难。目前并没有能够在实际生产场景里大量运用的有效的注塑机参数设置方法。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种注塑机参数设置方法、设置装置、电子设备及存储介质,解决了现有注塑工艺数据集的数据量较少且不均衡,现代注塑机参数设置方法实施比较困难,目前没有能够在实际生产场景里大量运用的有效的注塑机参数设置方法的问题,实现了基于小样本注塑数据集的注塑机参数自动设置,且抗异常数据干扰能力强。
2、为实现上述目的,按照本发明的第一方面,提供了一种注塑机参数设置方法,包括:
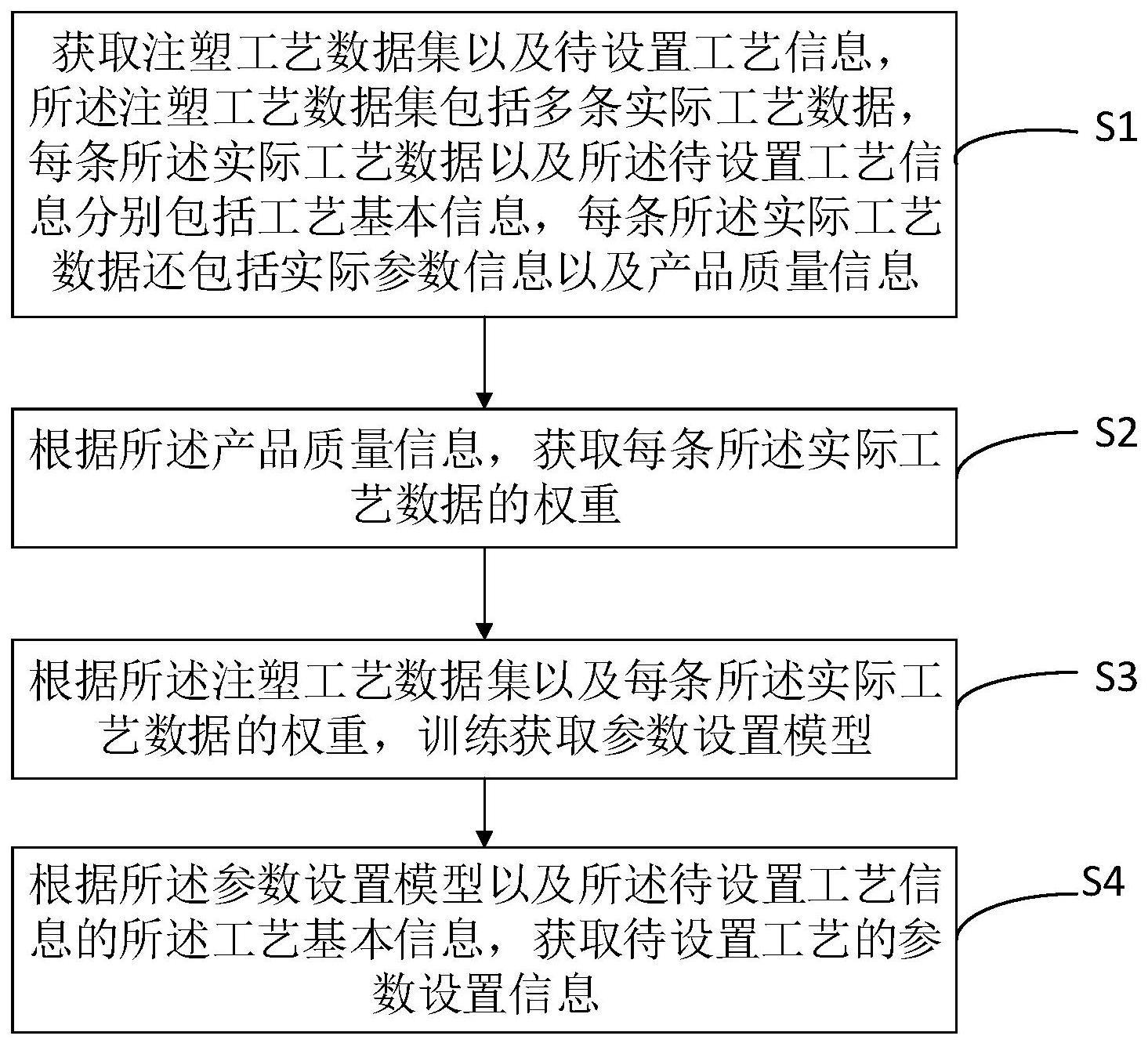
3、获取注塑工艺数据集以及待设置工艺信息,所述注塑工艺数据集包括多条实际工艺数据,每条所述实际工艺数据以及所述待设置工艺信息分别包括工艺基本信息,每条所述实际工艺数据还包括实际参数信息以及产品质量信息;
4、根据所述产品质量信息,获取每条所述实际工艺数据的权重;
5、根据所述注塑工艺数据集以及每条所述实际工艺数据的权重,训练获取参数设置模型;
6、根据所述参数设置模型以及所述待设置工艺信息的所述工艺基本信息,获取待设置工艺的参数设置信息。
7、根据本发明提供的注塑机参数设置方法,根据所述产品质量信息,获取每条所述实际工艺数据的权重,具体包括:
8、根据所述产品质量信息,获取每条所述实际工艺数据对应的工艺评分信息;
9、根据每条所述实际工艺数据对应的工艺评分信息在多条所述实际工艺数据对应的工艺评分信息总和中的占比,获取每条所述实际工艺数据的权重。
10、根据本发明提供的注塑机参数设置方法,所述注塑工艺数据集中的多条所述实际工艺数据所属至少一种产品,每条所述实际工艺数据的权重具体为:
11、
12、其中,wi为第i条所述实际工艺数据的权重;errori为第i条所述实际工艺数据对应的工艺评分值;ip表示第i条所述实际工艺数据所属的产品对应的所有所述实际工艺数据条数的集合。
13、根据本发明提供的注塑机参数设置方法,根据所述注塑工艺数据集以及每条所述实际工艺数据的权重,训练获取参数设置模型具体包括:
14、初始化处理所述注塑工艺数据集中的多条所述实际工艺数据;
15、选择生成模型和判别模型,确定所述生成模型的输入为所述注塑工艺数据集中的所述工艺基本信息,输出为预测参数信息;确定所述判别模型的输入为所述注塑工艺数据集中的所述工艺基本信息、所述实际参数信息以及所述预测参数信息,输出为是否由所述生成模型生成参数的判别位;
16、根据处理后的多条所述实际工艺数据,对所述生成模型和所述判别模型进行对抗训练,获取训练后的所述生成模型作为所述参数设置模型。
17、根据本发明提供的注塑机参数设置方法,所述判别模型的训练使用二分类交叉损失,具体为:
18、
19、其中,h为二分类交叉损失函数;y是所述注塑工艺数据集中的所述实际参数信息,是所述生成模型输出的所述预测参数信息;yi与分别为第i条所述实际工艺数据对应的所述实际参数信息与第i条所述实际工艺数据对应的训练时所述生成模型输出的所述预测参数信息;wi为第i条所述实际工艺数据的权重。
20、根据本发明提供的注塑机参数设置方法,根据以下公式对所述生成模型和所述判别模型进行训练:
21、
22、d=(x,y)
23、
24、
25、
26、
27、其中,x为所述生成模型的输入,具体为所述注塑工艺数据集中的所述工艺基本信息;y是所述注塑工艺数据集中的所述实际参数信息,是所述生成模型的输出,具体为所述预测参数信息;d是x与y合并的矩阵,为x与合并的矩阵;loss_g0为所述生成模型的感知误差,具体为均方误差;d(d)为所述判别模型对d的判别结果,为所述判别模型对的判别结果;所述判别模型的训练过程就是修改所述判别模型的各项模型参数,以最小化loss_d,所述生成模型的训练过程就是修改所述生成模型的各项参数,以最小化loss_g。
28、根据本发明提供的注塑机参数设置方法,初始化处理所述注塑工艺数据集中的多条所述实际工艺数据,具体包括:
29、对所述注塑工艺数据集中的所述工艺基本信息进行空值填充、归一化处理以及单位转化处理;
30、对所述实际参数信息使用注塑机对应的设置上下限进行均一化处理;
31、根据所述参数设置模型以及所述待设置工艺的所述工艺基本信息,获取所述待设置工艺的参数设置信息,之前还包括:
32、对所述待设置工艺信息的所述工艺基本信息进行空值填充、归一化处理以及单位转化处理。
33、按照本发明的第二方面,提供了一种注塑机参数设置装置,包括:
34、信息获取模块,用于获取注塑工艺数据集以及待设置工艺信息,所述注塑工艺数据集包括多条实际工艺数据,每条所述实际工艺数据以及所述待设置工艺信息分别包括工艺基本信息,每条所述实际工艺数据还包括实际参数信息以及产品质量信息;
35、权重获取模块,用于根据所述产品质量信息,获取每条所述实际工艺数据的权重;
36、模型训练模块,用于根据所述注塑工艺数据集以及每条所述实际工艺数据的权重,训练获取参数设置模型;
37、参数获取模块,用于根据所述参数设置模型以及所述待设置工艺信息的所述工艺基本信息,获取待设置工艺的参数设置信息。
38、按照本发明的第三方面,提供了一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一项所述注塑机参数设置方法的步骤。
39、按照本发明的另一个方面,提供了一种一种非暂态计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如上述任一项所述注塑机参数设置方法的步骤。
40、总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的注塑机参数设置方法、设置装置、电子设备及存储介质:
41、1.根据已有工艺的注塑工艺数据集通过训练模型获取参数设置模型,用于实现注塑机工艺参数的自动设置,有利于提高参数设置效率,降低时间成本和经济成本,模型在训练过程中需要多轮训练以获取最优模型,训练过程会不断生成新数据进行学习,使得实际训练量远大于最开始的注塑工艺数据集的数据量,从而可以实现小样本注塑工艺数据集下注塑机参数的自动设置;
42、2.在获取参数设置模型时加入了各条实际工艺数据权重的考虑,使得获取的参数设置模型更加贴合实际工艺情况,有利于提高参数设置模型的实用性,适用于不同产品产生的已有工艺数据量不均衡的情况,提高了抗异常数据干扰的能力;
43、3.通过工艺评分信息的占比来计算获取实际工艺数据的权重,将实际工艺数据对应注塑工艺的试注质量代入参数设置模型中,起到了均衡各条实际工艺数据的作用,提高了参数设置模型参数预测的准确性;
44、4.根据注塑工艺数据集训练一个对抗性生成人工智能模型作为参数设置模型,设置生成模型和识别模型联合训练,经过多轮训练,最终可获得误差最优的生成模型,利用该训练后的生成模型作为参数设置模型,对参数预测的准确性较高。
- 还没有人留言评论。精彩留言会获得点赞!