一种内外气道辅助脱模结构的制作方法
本发明属于模具,涉及一种内外气道辅助脱模结构。
背景技术:
1、目前注塑模具发展趋势主要是朝着高精密度的高新技术的方向发展,注塑成型的过程大致可分为:合模、射胶、保压、冷却、开模、制品取出等几个过程。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。在通过注塑模具生产长方形产品时,长方形产品脱模时容易不平衡而造成脱模不顺畅,影响产品外观。因此急需设计一种可确保产品脱模时保持一种相对平衡状态,又不会伤及产品表面,其速度也比机械动作快且效益提高,同时防止产品顶出时长边有阻力,有利于产品出模更加顺利,采用多方位气辅脱模,整体脱模顺畅,避免出现卡壳的情况的内外气道辅助脱模结构十分有必要。
2、为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种盒状结构的冲压成型模具[申请号:201720630340.1],包括基座、下模座和上模座,所述下模座和基座的顶部通过若干支撑柱连接,所述上模座设于下模座的上方,所述上模座的顶部固定连接有固定块,所述固定块内设有空腔,所述空腔内转动连接有螺纹杆,所述螺纹杆上固定套接有第一齿轮,所述空腔内设有与第一齿轮相啮合的第二齿轮,所述第二齿轮和空腔的内侧壁之间通过转杆转动连接,所述转杆远离第二齿轮的一端贯穿空腔的内壁并固定连接有支撑杆,所述支撑杆远离转杆的一侧设有把手,所述把手的一端和支撑杆之间通过伸缩杆连接。
技术实现思路
1、本发明的目的是针对上述问题,提供一种内外气道辅助脱模结构。
2、为达到上述目的,本发明采用了下列技术方案:
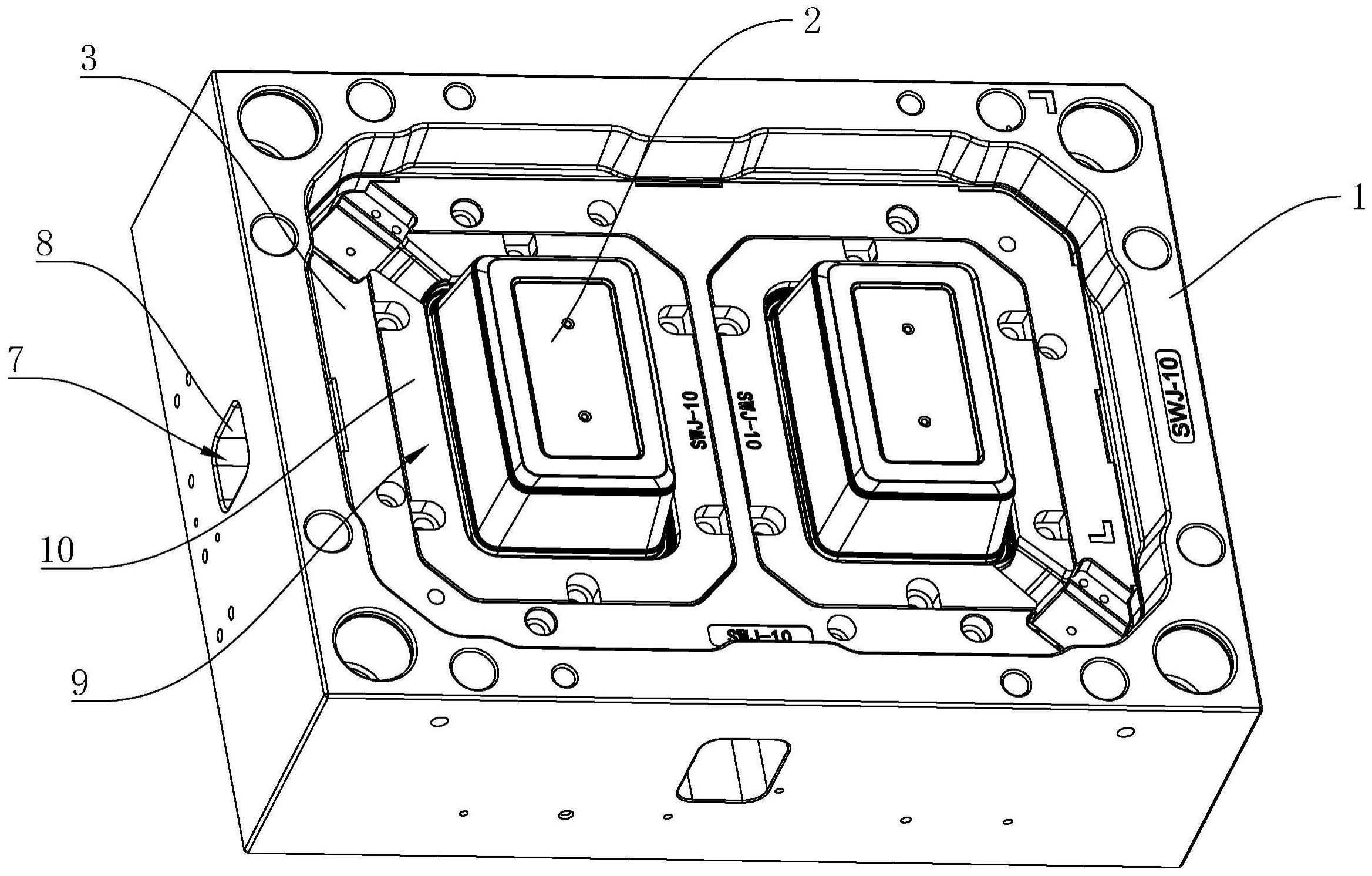
3、一种内外气道辅助脱模结构,包括塑件成型下模,所述的塑件成型下模上设有盒状成型凸起,所述的盒状成型凸起与塑件成型下模之间设有内嵌模板,所述的盒状成型凸起与内嵌模板相卡接配合,所述的内嵌模板内设有外气道辅助脱模组件,所述的塑件成型下模与内嵌模板之间设有内气道辅助脱模件,所述的外气道辅助脱模组件与内气道辅助脱模件的位置相对应。
4、在上述的一种内外气道辅助脱模结构中,所述的外气道辅助脱模组件包括设置于内嵌模板内的外侧气道,所述的外侧气道环设于盒状成型凸起,所述的塑件成型下模内设有进气部,所述的进气部与外侧气道相连。
5、在上述的一种内外气道辅助脱模结构中,所述的进气部包括设置于塑件成型下模内的若干进气口,所述的若干进气口沿塑件成型下模中心点呈矩形阵列分布,所述的进气口与外侧气道相连通。
6、在上述的一种内外气道辅助脱模结构中,所述的内嵌模板上设有密封套件,所述的盒状成型凸起贯穿通过密封套件,所述的密封套件与外侧气道的位置相对应。
7、在上述的一种内外气道辅助脱模结构中,所述的密封套件包括设置于内嵌模板上的密封推板,所述的密封推板内设有推板腔,所述的推板腔与外侧气道相连。
8、在上述的一种内外气道辅助脱模结构中,所述的密封推板与内嵌模板之间通过若干螺栓相连,所述的密封推板嵌入至内嵌模板内。
9、在上述的一种内外气道辅助脱模结构中,所述的内气道辅助脱模件包括设置于塑件成型下模与内嵌模板之间的若干内侧底部气道,所述的内侧底部气道与盒状成型凸起的位置相对应。
10、在上述的一种内外气道辅助脱模结构中,所述的内侧底部气道与外侧气道交错设置,所述的塑件成型下模内设有底部通气件,所述的底部通气件与内侧底部气道相连。
11、在上述的一种内外气道辅助脱模结构中,所述的底部通气件包括设置于塑件成型下模内的若干底部通气管路,所述的底部通气管路与内侧底部气道相连通。
12、在上述的一种内外气道辅助脱模结构中,所述的塑件成型下模上设有对位安装块,所述的盒状成型凸起与对位安装块相卡接配合。
13、与现有的技术相比,本发明的优点在于:
14、1、本发明中的盒状成型凸起用以注塑成型长方形产品,在对长方形产品进行脱模时,将高压气体通入至外气道辅助脱模组件,通过外气道辅助脱模组件可确保产品脱模时保持一种相对平衡状态,又不会伤及产品表面,其速度也比机械动作快且效益提高,同时脱模时将高压气体通入至内气道辅助脱模件内,防止产品顶出时长边有阻力,有利于产品出模更加顺利,采用多方位气辅脱模,整体脱模顺畅,避免出现卡壳的情况,实用性较强。
15、2、本发明通过设置密封推板,可避免进入外侧气道内的气体发生四散,四个进气口的高压气经四角进入推板腔时由于密封推板上有密封圈封死使气体往成型位传,且密封圈内是相通的,所以圈内的气压是同等的从而平衡推出产品。
16、本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种内外气道辅助脱模结构,包括塑件成型下模(1),其特征在于,所述的塑件成型下模(1)上设有盒状成型凸起(2),所述的盒状成型凸起(2)与塑件成型下模(1)之间设有内嵌模板(3),所述的盒状成型凸起(2)与内嵌模板(3)相卡接配合,所述的内嵌模板(3)内设有外气道辅助脱模组件(4),所述的塑件成型下模(1)与内嵌模板(3)之间设有内气道辅助脱模件(5),所述的外气道辅助脱模组件(4)与内气道辅助脱模件(5)的位置相对应。
2.根据权利要求1所述的一种内外气道辅助脱模结构,其特征在于,所述的外气道辅助脱模组件(4)包括设置于内嵌模板(3)内的外侧气道(6),所述的外侧气道(6)环设于盒状成型凸起(2),所述的塑件成型下模(1)内设有进气部(7),所述的进气部(7)与外侧气道(6)相连。
3.根据权利要求2所述的一种内外气道辅助脱模结构,其特征在于,所述的进气部(7)包括设置于塑件成型下模(1)内的若干进气口(8),所述的若干进气口(8)沿塑件成型下模(1)中心点呈矩形阵列分布,所述的进气口(8)与外侧气道(6)相连通。
4.根据权利要求3所述的一种内外气道辅助脱模结构,其特征在于,所述的内嵌模板(3)上设有密封套件(9),所述的盒状成型凸起(2)贯穿通过密封套件(9),所述的密封套件(9)与外侧气道(6)的位置相对应。
5.根据权利要求4所述的一种内外气道辅助脱模结构,其特征在于,所述的密封套件(9)包括设置于内嵌模板(3)上的密封推板(10),所述的密封推板(10)内设有推板腔,所述的推板腔与外侧气道(6)相连。
6.根据权利要求5所述的一种内外气道辅助脱模结构,其特征在于,所述的密封推板(10)与内嵌模板(3)之间通过若干螺栓相连,所述的密封推板(10)嵌入至内嵌模板(3)内。
7.根据权利要求6所述的一种内外气道辅助脱模结构,其特征在于,所述的内气道辅助脱模件(5)包括设置于塑件成型下模(1)与内嵌模板(3)之间的若干内侧底部气道(11),所述的内侧底部气道(11)与盒状成型凸起(2)的位置相对应。
8.根据权利要求7所述的一种内外气道辅助脱模结构,其特征在于,所述的内侧底部气道(11)与外侧气道(6)交错设置,所述的塑件成型下模(1)内设有底部通气件(12),所述的底部通气件(12)与内侧底部气道(11)相连。
9.根据权利要求8所述的一种内外气道辅助脱模结构,其特征在于,所述的底部通气件(12)包括设置于塑件成型下模(1)内的若干底部通气管路(13),所述的底部通气管路(13)与内侧底部气道(11)相连通。
10.根据权利要求9所述的一种内外气道辅助脱模结构,其特征在于,所述的塑件成型下模(1)上设有对位安装块(14),所述的盒状成型凸起(2)与对位安装块(14)相卡接配合。
技术总结
本发明属于模具技术领域,尤其涉及一种内外气道辅助脱模结构。本发明,包括塑件成型下模,所述的塑件成型下模上设有盒状成型凸起,所述的盒状成型凸起与塑件成型下模之间设有内嵌模板。本发明中的盒状成型凸起用以注塑成型长方形产品,在对长方形产品进行脱模时,将高压气体通入至外气道辅助脱模组件,通过外气道辅助脱模组件可确保产品脱模时保持一种相对平衡状态,又不会伤及产品表面,其速度也比机械动作快且效益提高,同时脱模时将高压气体通入至内气道辅助脱模件内,防止产品顶出时长边有阻力,有利于产品出模更加顺利,采用多方位气辅脱模,整体脱模顺畅,避免出现卡壳的情况,实用性较强。
技术研发人员:徐海永,徐永明
受保护的技术使用者:台州利丰科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!