一种3D打印方法、3D打印线材及部件与流程
本发明涉及3d打印,尤其涉及一种3d打印方法、3d打印线材及部件。
背景技术:
1、三维(3d)打印或增材制造能够以前所未有的灵活性和能力制造各种复杂的3d结构。定制、快速原型制作、自动和快速制造,以及由于无需昂贵的模具或工具的简单过程,以相对较低的成本和较短的时间设计复杂几何形状的灵活性,已经在3d打印领域取得了令人难以置信的进步。因此,3d打印有可能彻底改变组件的制造。目前已经有多种3d打印技术被开发出来,包括熔融沉积建模(fdm)、直接墨水写入(diw)、选择性激光烧结(sls)和立体光刻设备(sla)。由于其低成本和简单性,使用热塑性塑料的fdm被认为是所有类型的3d打印技术中使用最广泛的技术。
2、然而,由于热塑性塑料固有的低机械强度,传统使用fdm技术的3d打印部件的机械性能较差。虽然目前已经进行了广泛的研究来优化加工参数,例如层压方向和层压板厚度,以提高3d打印热塑性结构的机械性能,但是提升效果不够显著。因此,3d打印部件主要用于设计原型或玩具,不能用作航空航天或汽车领域的结构部件。因此,实现机械强度高的3d打印部件是扩大3d打印在航空航天和汽车领域的适用性的关键,这是工业制造的主要目标。
3、增强材料,如碳、玻璃和凯夫拉尔纤维,已被添加到热塑性复合材料中以增强其机械性能。高性能的纤维增强复合材料(frc)具有高强度重量比、低热膨胀系数、良好的耐腐蚀性和高导热性。它们在对我们的经济至关重要的各个行业领域发挥着关键作用,包括航空航天、建筑、汽车、体育和能源。样品原理已应用于fdm 3d打印。不同的增强材料,如炭黑、片晶、短切纤维、聚合物原纤维和连续纤维,与热塑性塑料混合以制造纤维增强线材,这些在加工过程中被挤出线材打印过程。尽管机械性能有了显着改善,但与传统的frc相比,它们的机械性能仍然较差。
4、这些3d打印的frc的性能在很大程度上取决于塑料中的纤维取向和纤维体积分数(fvf)。使用连续纤维增强可以很好地对齐纤维的取向,同时,可以通过纤维增强的量简单地控制fvf。传统的frc制造工艺通过形成热塑性塑料的大分子链来施加高温和压力以确保不同材料之间的强界面结合,相比之下,3d打印技术由于基于范德华分子作用的结合力弱,3d打印的线材和层之间的界面结合力相对较弱导致纤维增强不完全粘合。因此,3d打印的frc的机械性能与具有相同fvf的传统frc仍然相去甚远(只有50%的极限抗弯强度)。因此,改善界面结合是进一步提高3d打印frc机械性能的关键。目前尚无一种方法可以进一步提高3d打印frc的界面结合力,因此该方法亟需技术突破。
5、以上信息作为背景信息给出只是为了辅助理解本公开,并没有确定或者承认任意上述内容是否可用作相对于本公开的现有技术。
技术实现思路
1、本发明的目的在于提供一种3d打印方法、3d打印线材及部件,来提高通过熔融沉积建模(fdm)3d打印技术制作的部件的机械强度。
2、为达此目的,本发明采用以下技术方案:
3、一种3d打印方法,包括:
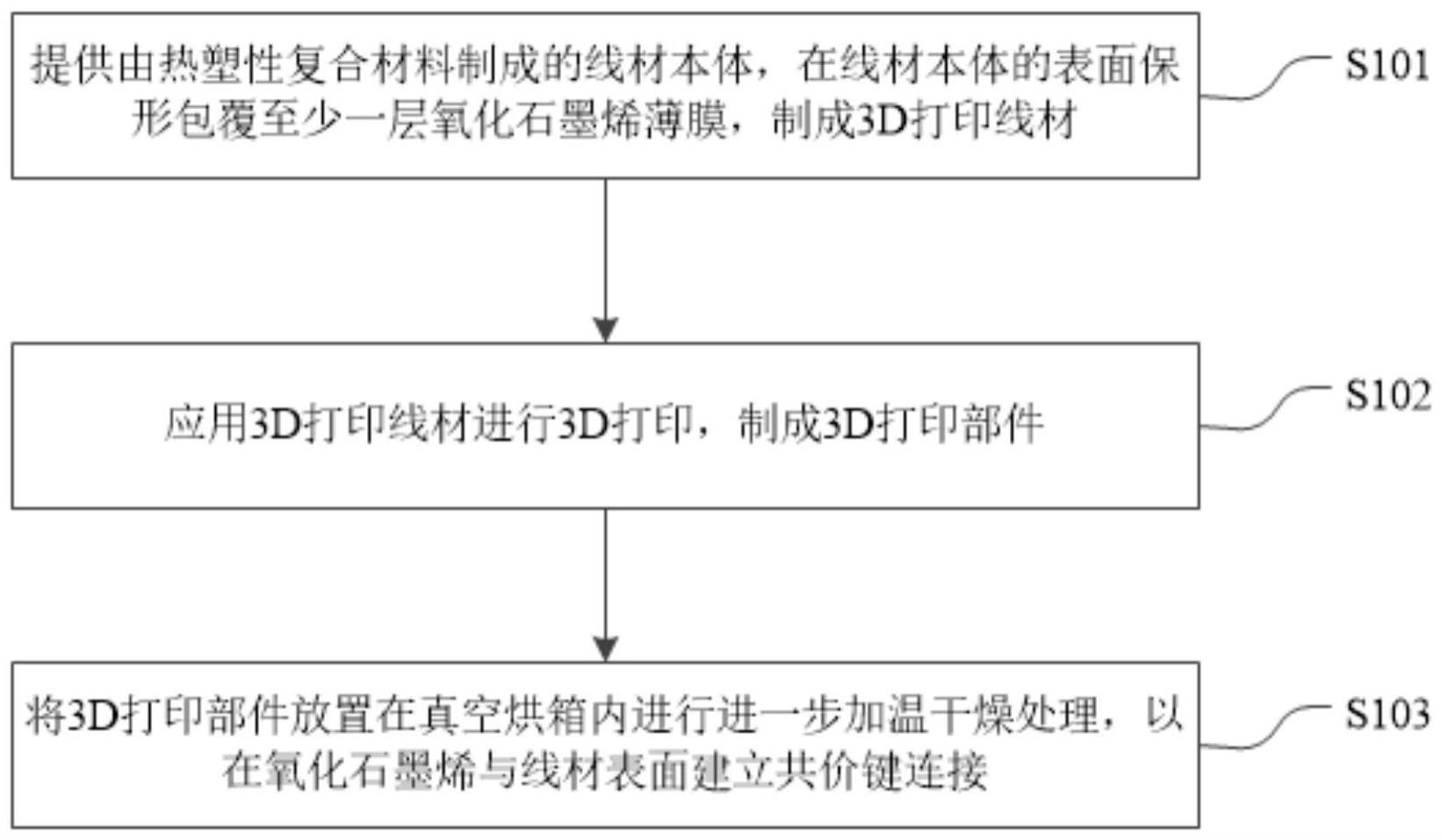
4、提供由热塑性复合材料制成的线材本体;
5、在所述线材本体的表面保形包覆至少一层氧化石墨烯薄膜,制成3d打印线材;
6、应用所述3d打印线材进行3d打印,制成3d打印部件;
7、将所述3d打印部件放置于真空烘箱中进行加温干燥处理,以使所述氧化石墨烯薄膜与所述线材本体表面建立共价键连接。
8、可选的,所述在所述线材本体的表面保形包覆氧化石墨烯薄膜的方法包括:
9、先将所述线材本体放入带电正性的聚合物材料溶液,浸泡第一预设时长后取出,并通过去离子水清洗后吹干;
10、再将所述线材本体放入氧化石墨烯溶液,浸泡第二预设时长后取出,并通过去离子水清洗后吹干。
11、可选的,采用滴液方式,在所述线材本体的表面保形包覆氧化石墨烯薄膜。
12、可选的,在预设的低湿度条件下,应用所述3d打印线材进行3d打印;所述低湿度条件下,湿度控制范围为1%~5%。
13、可选的,所述聚合物材料溶液为聚二烯丙基二甲基氯化铵pdda溶液或者聚己二酸乙二醇酯pea溶液,所述第一预设时长和所述第二预设时长的范围为15s-1min。
14、可选的,在应用所述3d打印线材进行3d打印的过程中,通过在3d打印机的腔体内部充入气体的方式来实现低湿度,所述气体包括氮气或者氩气。
15、可选的,所述真空烘箱内的温度控制范围为60℃-140℃。
16、一种3d打印线材,包括:
17、线材本体,所述线材本体由热塑性复合材料制成;
18、氧化石墨烯薄膜,所述氧化石墨烯薄膜至少包覆于所述线材本体的部分表面。
19、可选的,所述热塑性复合材料具体为纤维增强复合材料frc。
20、一种3d打印部件,所述3d打印部件按照以上任一项所述的3d打印方法制成。
21、与现有技术相比,本发明实施例具有以下有益效果:
22、本发明可以普遍适用于任何具有或不具有纤维增强的fdm线材,通过镀膜的氧化石墨烯材料与线材本体表面形成高强度的共价键来显著增强3d打印线材之间的粘合力,从而实现3d打印部件的机械强度的显著增强。
23、通过实验验证可知,由包覆氧化石墨烯薄膜的3d打印线材制成的3d打印部件的机械强度,比未包覆氧化石墨烯薄膜的3d打印线材制成的3d打印部件的机械强度提高了70%以上。
24、更重要的是,极限弯曲强度甚至优于3d打印玻璃纤维增强复合材料,接近传统frc的平均值,这使得该材料在航空航天和汽车应用中非常有前途。
25、此外,本发明仅需单层氧化石墨烯薄膜就可以实现机械强度和极限弯曲强度的显著增强,不仅节省材料,而且其镀膜过程可在溶液中进行,无需高温高真空的镀膜环境,镀膜成本低。因此,本发明具有极高的性价比,能显著提高结构负载重量比,具有广泛的商业价值,有利于工业推广,将会为3d打印技术在航空航天和汽车等领域带来新的应用机会。
技术特征:
1.一种3d打印方法,其特征在于,包括:
2.根据权利要求1所述的3d打印方法,其特征在于,所述在所述线材本体的表面保形包覆氧化石墨烯薄膜的方法包括:
3.根据权利要求1所述的3d打印方法,其特征在于,采用滴液方式,在所述线材本体的表面保形包覆氧化石墨烯薄膜。
4.根据权利要求1所述的3d打印方法,其特征在于,在预设的低湿度条件下,应用所述3d打印线材进行3d打印;所述低湿度条件下,湿度控制范围为1%~5%。
5.根据权利要求2所述的3d打印方法,其特征在于,所述聚合物材料溶液为聚二烯丙基二甲基氯化铵pdda溶液或者聚己二酸乙二醇酯pea溶液,所述第一预设时长和所述第二预设时长的范围为15s-1min。
6.根据权利要求4所述的3d打印方法,其特征在于,在应用所述3d打印线材进行3d打印的过程中,通过在3d打印机的腔体内部充入气体的方式来实现低湿度,所述气体包括氮气或者氩气。
7.根据权利要求1所述的3d打印方法,其特征在于,所述真空烘箱内的温度控制范围为60℃-140℃。
8.一种3d打印线材,其特征在于,包括:
9.根据权利要求8所述的3d打印线材,其特征在于,所述热塑性复合材料具体为纤维增强复合材料frc。
10.一种3d打印部件,其特征在于,所述3d打印部件按照权利要求1至7任一项所述的3d打印方法制成。
技术总结
本发明涉及3D打印技术领域,公开了一种3D打印方法、3D打印线材及部件。3D打印方法,包括:提供由热塑性复合材料制成的线材本体;在线材本体的表面保形包覆至少一层氧化石墨烯薄膜,制成3D打印线材;应用3D打印线材进行3D打印,制成3D打印部件;将3D打印部件放置于真空烘箱中进行加温干燥处理,以使氧化石墨烯薄膜与线材本体表面建立共价键连接。本发明适用于任何具有或不具有纤维增强的FDM线材,通过氧化石墨烯材料与线材本体表面形成高强度的共价键来增强3D打印线材之间的粘合力,实现3D打印部件的机械强度和极限弯曲强度的显著增强;具有广泛的商业价值,为3D打印技术在航空航天和汽车等领域带来新的应用机会。
技术研发人员:王浩英
受保护的技术使用者:思看三维(天津)科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!