一种塑胶材料的成型模具的制作方法
本发明涉及塑料成型,具体涉及一种塑胶材料的成型模具。
背景技术:
1、随着社会的发展,越来越多各式各样的塑胶产品逐渐进入人们的视野,同时也亟需越来越多适合不同形状的塑胶产品的成型模具的开发。塑胶材料是一种以聚合物为基本成分,加入添加剂后在一定温度、压力下,经加工塑制成型或交联固化成型而得的固体材料。由于多数聚合物具有良好的绝缘性能,它被广泛用作绝缘材料。
2、注塑成型模具:塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程,而注塑成型所用的模具就叫注塑成型模具。注塑模具主要用于热塑性塑料制品的成型,不过近年来亦越来越多用于热固性塑料的成型。注塑成型在塑料制品的成型中占有极大的比例,因而塑料成型模具的生产中约有一大半都是注塑模具。
3、如授权公告号为cn115027012b的中国发明专利提供了一种塑胶餐盒生产用的模具,加工含外螺纹的塑胶产品时,产品外表面会产生合模缝,这将很大程度影响产品的螺纹外表面的螺纹配合,后续还需人工处理合模缝,浪费人力资源,并且产品在脱模时难以脱模。
技术实现思路
1、本发明提供一种塑胶材料的成型模具,以解决现有的塑胶产品外表面产生合模缝的问题。
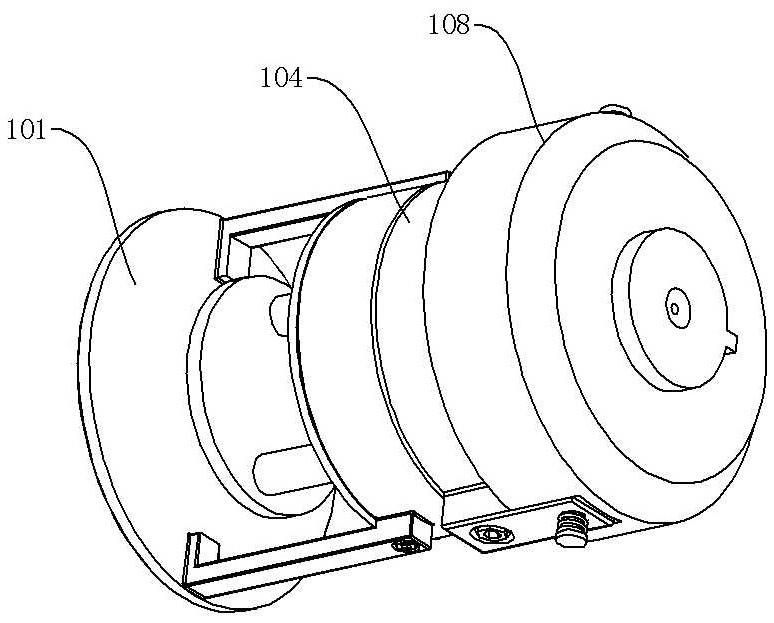
2、本发明的一种塑胶材料的成型模具采用如下技术方案:一种塑胶材料的成型模具包括主动盘、被动盘和成型机构,主动盘竖直设置,主动盘的两侧为左侧和右侧。被动盘竖直设置,被动盘能够滑动地设置于主动盘的右侧,被动盘和主动盘摩擦接触。被动盘内开设有第一通孔,第一通孔和被动盘同心设置,第一通孔的内壁开设有第一内螺纹。
3、成型机构包括注塑板、第一内芯和两个合模块,两个合模块上下滑动地设置于被动盘上且处于被动盘的右侧,两个合模块相互配合,且两个合模块关于被动盘的轴线上下对称设置,合模块靠近被动盘轴线的一侧开设有第二内螺纹。
4、第一内芯沿着左右方向延伸,第一内芯的左端能够转动地设置于第一通孔内,第一内芯左端的外周壁上开设有第一外螺纹,第一外螺纹和第一内螺纹螺纹配合,第一内芯的右端处于两个合模块之间。
5、注塑板竖直设置于地面上,初始状态时,注塑板和合模块的右侧面相抵。向注塑板、第一内芯和两个合模块之间的空间内注入塑胶,冷却后形成塑胶产品,且塑胶产品的外壁形成与第二内螺纹配合的第二外螺纹。
6、当第一内芯正向转动时,第一内芯带动塑胶产品同步转动且带动塑胶产品向右移动,当第一内芯反向转动时,第一内芯带动塑胶产品同步转动且带动塑胶产品向左移动。
7、进一步地,主动盘上开设有第二通孔,且第二通孔和主动盘同心设置。调节机构包括第二内芯和连接管。第二内芯固定设置于第二通孔内,第二内芯内从左往右依次开设有第一空腔和第三通孔,第一空腔和第三通孔连通,且第一空腔和第三通孔均和第二内芯同心。
8、连接管的左端转动设置于第三通孔内,连接管左端的周壁上固定设置有两个后动板,两个后动板沿着连接管的周向均布。后动板转动地设置于第一空腔内,后动板将第一空腔均分为空间大小可变的第一气腔、第二气腔和第三气腔,第三气腔内的压强为大气压。第二内芯内开设有沿着被动盘轴向延伸的第一气孔和第二气孔,第一气孔和第一气腔连通,第二气孔和第二气腔连通。
9、第一内芯内从左往右依次开设有第二空腔和第四通孔,第二空腔和第四通孔连通,且第二空腔、第四通孔和被动盘同心设置。第四通孔内开设有滑动槽,滑动槽沿着被动盘的轴向延伸。连接管的右端可滑动地设置于第四通孔内,连接管右端的周壁上固定设置有滑块,滑块沿着连接管的轴向延伸,滑块左右滑动地设置于滑动槽内。
10、第一内芯的上部和下部分别开设有第一感应气管和第二感应气管,第一感应气管和第二感应气管沿着左右方向延伸,且第一感应气管和被动盘的轴线之间的距离大于第二感应气管和被动盘的轴线之间的距离。第一感应气管和第一气孔连通,第二感应气管和第二气孔连通。
11、进一步地,调节机构还包括冷却器和两个波纹管,每个合模块靠近塑胶产品的一侧固定设置有一个冷却器。两个波纹管设置于第二空腔内,其中一个波纹管的右端连接于第一感应气管,左端连接于第一气孔。另一个波纹管的右端连接于第二感应气管,左端连接于第二气孔。
12、进一步地,每个合模块上开设有沿左右延伸的斜滑槽,沿着左右方向,斜滑槽的右端逐渐靠近被动盘的轴线。脱模机构包括前封环,前封环竖直设置,前封环可滑动地套设于注塑板上,前封环的上部和下部分别固定设置有一个斜杆,沿着左右方向,前封环的右端逐渐靠近被动盘的轴线,斜杆可滑动地设置于斜滑槽内。
13、进一步地,被动盘具有前侧和后侧,被动盘的外壁上开设有一个沿左右延伸的第一安装槽,每个前封环上开设有沿左右延伸的第二安装槽,初始状态时,第一安装槽和第二安装槽连通,且第一安装槽处于第二安装槽的前侧。
14、第一安装槽内转动设置有挡杆,挡杆沿着前后方向延伸,且挡杆和第一安装槽的连接处设置有扭簧。挡杆的后端设置于第二安装槽内,且初始状态时,挡杆的左侧和第二安装槽的周壁相抵。
15、进一步地,主动盘上固定设置有后封盖,后封盖处于第二通孔的左侧,后封盖上开设有第一安装孔。第二内芯上开设有第二安装孔,第二安装孔处于第一空腔的左侧,且第二安装孔和第一空腔连通。脱模机构还包括固定杆,固定杆沿着第二通孔的轴向延伸,固定杆用于沿从左往右的方向依次滑动设置于第一安装孔、第二安装孔、连接管和第四通孔内。固定杆周壁上开设有螺纹,固定杆的螺纹能够和第二内芯、连接管、第一内芯螺纹配合。
16、进一步地,被动盘的上部和下部分别开设有一个连接孔,每个合模块上固定设置有沿上下方向延伸的连接杆,每个连接杆滑动地设置于一个连接孔内。脱模机构还包括两个弹簧,每个弹簧的一端固定连接于被动盘的外周壁,每个弹簧的另一端固定连接于一个连接杆。
17、进一步地,第一内芯的右侧为内接方头,内接方头的横截面呈多边形,塑胶产品的左侧形成和内接方头配合的内方孔。
18、进一步地,塑胶材料的成型模具还包括限位机构,限位机构包括第一限位块和第二限位块,第一限位块和第二限位块从左往右依次设置于地面上,第一限位块用于和被动盘接触,并限制被动盘左右方向上的移动。第二限位块用于和前封环接触,并限制前封环左右方向上的移动。
19、进一步地,塑胶材料的成型模具还包括驱动机构,驱动机构包括电控液压杆,电控液压杆连接于主动盘,电控液压杆用于带动主动盘左右移动。
20、本发明的有益效果是:本发明的一种塑胶材料的成型模具,在塑胶产品正在冷却且处于糊态与硬化态之间时,由于塑胶产品的温度,使得第一感应气管与第二感应气管内的气压逐渐减小,又由于第一感应气管离塑胶产品的距离较近,第一感应气管内温度较第二感应气管先降低。此时第一气腔和第二气腔的气压不一致,则会推动后动板正向转动,进而带动第一内芯和塑胶产品同步转动,此旋转效应可以极大程度地抹平塑胶产品外表面的合模缝,使成品质量更高。
21、当第一感应气管与第二感应气管内的温度降到一致时,第一内芯和塑胶产品反向转动,正向和反向的旋转将使塑胶产品更容易脱模,且从一定程度上抵消内接方头和内方孔单向旋转所产生的过度塑性变形。
- 还没有人留言评论。精彩留言会获得点赞!