一种XPS挤塑保温板加工用上料工艺、系统的制作方法
本发明涉及xps挤塑保温板加工,具体为一种xps挤塑保温板加工用上料工艺、系统。
背景技术:
1、xps泡沫板材具有优异的绝热性能、抗压强度和耐水性,广泛应用于建筑、冷藏、包装等领域。xps泡沫板材常见的生产工艺是利用连续挤出法。该工艺中,聚苯乙烯颗粒(ps颗粒)通过料斗进入螺杆挤出机。螺杆在加热和旋转的作用下,将ps颗粒加热熔化,并通过挤出机的模具挤出成型。在挤出过程中,通过在ps颗粒中加入发泡剂,使其发生膨胀,形成泡沫结构。最后,经过切割和冷却,得到xps泡沫板材。
2、例如,中国实用新型专利公开号为cn213947385u公开了一种xps挤塑机,包括机身,所述机身右侧螺纹连接有挤出头,所述挤出头左侧内壁转动连接有螺杆,所述螺杆外壁固定连接有螺刀,所述螺杆左侧固定连接有螺纹杆,所述螺纹杆贯穿机身左侧并固定连接有伺服电机,所述机身顶部固定连接有底进料仓,所述底进料仓顶部转动连接有顶进料仓。
3、但是,该发明专利存在无法回收利用边角料的技术问题。边角料如果和原料一起加入挤塑机,边角料与原料颗粒粘连会造成原料物理与化学特性变化,导致成品质量差异。
技术实现思路
1、为了解决边角料回收利用的问题,本发明提供一种xps挤塑保温板加工用上料工艺、系统,以解决上述的问题。
2、为实现上述目的,本发明提供如下技术方案:
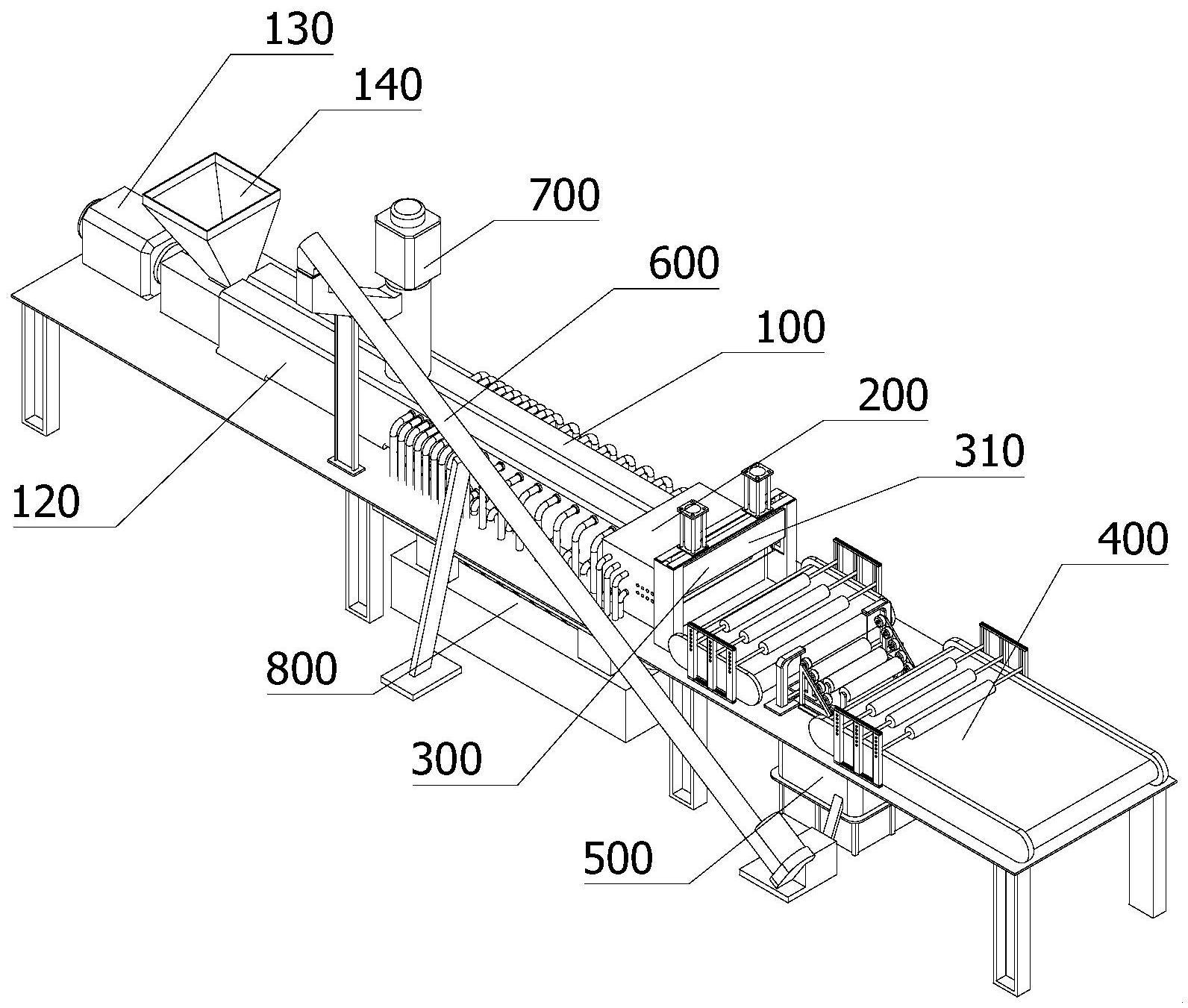
3、一种xps挤塑保温板加工用上料系统,包括装置主体,装置主体用于实现原料颗粒的上料和xps的成品生产;装置主体包括机架、xps挤塑机主体、出料口模具,xps挤塑机主体包括第一螺杆、挤出机筒体和第一电机,所述第一螺杆与第一电机的输出端同轴连接,所述挤出机筒体是具有封闭圆柱形结构的筒体,所述第一螺杆与挤出机筒体同轴的安装在挤出机筒体的筒体之中,其中第一螺杆是沿轴向依次分为加料段、熔融段和挤出段,所述加料段用于输送原料颗粒,所述熔融段用于加热和融化原料颗粒,所述挤出段用于排出并计量融化的原料颗粒;挤出机筒体靠近加料段的一端设置有第一进料口,其中第一进料口用于将原料颗粒送入加料段,所述挤出机筒体靠近挤出段的一端设置有第一排料口,所述出料口模具正对第一排料口设置,其中第一排料口用于将融化的原料颗粒排入到出料口模具中,所述出料口模具用于给融化的原料颗粒赋予所需的形状和尺寸并输出半成品,所述挤出机筒体上还设置有第二进料口,其中第二进料口设置在加料段和熔融段的过渡处。
4、作为本发明优选的方案,还包括边角料上料机构;边角料上料机构包括第二螺杆、边角料上料机构筒体和第二电机;第二螺杆和第二电机同轴连接;边角料上料机构筒体是具有封闭圆柱形结构的筒体;第二螺杆与边角料上料机构筒体同轴的安装在边角料上料机构筒体的筒体之中;边角料上料机构筒体的两端分别开有第三进料口和第二排料口,第二排料口与第二进料口连接;边角料上料机构筒体设置在挤出机筒体的侧边;边角料上料机构筒体的轴线与挤出机筒体的轴线相互垂直。
5、作为本发明优选的方案,还包括切割机构、破碎机和螺旋上料机;出料口模具上设置有输出端;切割机构设置在出料口模具的输出端旁;切割机构用于切割从出料口模具输出端输出的具有一定形状的半成品;切割机构将半成品切割后变为成品和边角料;破碎机上设置有破碎机入料口和输出端,破碎机入料口设置在切割机构的下侧;破碎机入料口用于接收边角料,破碎机用于将边角料打碎成边角料颗粒;螺旋上料机上设置有输入端和输出端,螺旋上料机的输入端与破碎机的输出端连接;螺旋上料机的输入端用于接收破碎机输出端输出的边角料颗粒;螺旋上料机的输出端与第二进料口连接;螺旋上料机的输出端用于向第二进料口输出边角料颗粒。
6、作为本发明优选的方案,切割机构包括横向切割组件和竖向切割组件;出料口模具的输出端具有长条形的开孔,出料口模具通过长条形的开孔可以赋予融化的原料颗粒平面状的结构;横向切割组件包括直线驱动器和第一电热丝;第一电热丝是直线状;直线驱动器固定安装在机架上;第一电热丝固定安装在直线驱动器的输出端上;直线驱动器的输出端轴线与出料口模具的输出端输出方向垂直;第一电热丝的轴线与出料口模具长条形开孔的延伸方向平行;竖向切割组件成对设置在出料口模具输出端上长条状的开孔的两侧;竖向切割组件上固定安装有第二电热丝;第二电热丝是直线状;第二电热丝的轴线与出料口模具的输出端输出方向垂直。
7、作为本发明优选的方案,还包括传输机构;传输机构包括第一传送带和第二传送带;第一传送带和第二传送带的传送方向和出料口模具的输出端方向平行;第一传送带和第二传送带分别沿出料口模具的输出端方向依次设置;横向切割组件设置在第一传送带和出料口模具之间;竖向切割组件设置在第一传送带和第二传送带之间。
8、作为本发明优选的方案,传输机构还包括边角料导向滚轮组;边角料导向滚轮组有两个,分别设置在成对的竖向切割组件侧边;边角料导向滚轮组设置在竖向切割组件和第二传送带之间;边角料导向滚轮组包括有若干个导向滚轮,导向滚轮具有轮状结构;若干个导向滚轮沿着第一传送带的传送方向依次下沉排列;若干个导向滚轮之间轴线平行;导向滚轮的轴线垂直与第一传送带的传送方向;破碎机入料口设置在边角料导向滚轮组的下方。
9、作为本发明优选的方案,传输机构还包括压紧滚轮;压紧滚轮具有滚筒状结构;压紧滚轮具有若干个,若干个压紧滚轮分别可绕自身轴线旋转的安装在第一传送带和第二传送带上;安装在第一传送带上的压紧滚轮,其轴线与第一传送带的表面平行,且其轴线与第一传送带的传送方向垂直;安装在第二传送带上的压紧滚轮,其轴线与第二传送带的表面平行,且其轴线与第二传送带的传送方向垂直。
10、作为本发明优选的方案,传输机构还包括支撑滚轮,支撑滚轮设置在第一传送带和第二传送带中间;支撑滚轮具有滚筒状结构;支撑滚轮可绕自身轴线旋转的安装在机架上;支撑滚轮的轴线方向与第一传送带的传送方向垂直;支撑滚轮的位置相对于第一传送带在第一传送带表面所在的平面之下。
11、作为本发明优选的方案,出料口模具上设置有空腔,空腔分为前腔和后腔;前腔正对第一排料口设置,前腔是一侧具有较均匀长宽和相对另一侧具有长条形状的扇形结构;前腔具有较均匀长宽的一边与第一排料口连接;后腔是横截面为长条状的均匀通道,后腔与前腔具有长条形状的一边连接。
12、一种xps挤塑保温板加工用上料工艺,其包括如下步骤:
13、步骤1、向第一进料口投入原料颗粒,第一电机带动第一螺杆运动;
14、步骤2、原料颗粒经过加料段混合,熔融段熔融,挤出段计量挤出,最后进入到出料口模具中;
15、步骤3、经过前腔的塑形和后腔的冷却,熔融的原料颗粒挤压形成为具有一定面状结构的半成品;并从出料口模具的后腔排出;
16、步骤4、从后腔排出的半成品被横向切割组件的第一电热丝切割为相同长度的段,之后从第一传送带传送到第二传送带上;
17、步骤5、相同长度段的半成品在从第一传送带传送到第二传送带上时,被竖向切割组件上的第二电热丝切割去掉两侧,变成相同长度段的成品;
18、步骤6、半成品被切割去掉的两侧是边角料,边角料经过边角料导向滚轮组的导向,边角料落到破碎机入料口中,被破碎机打碎成边角料颗粒,经螺旋上料机投送进边角料上料机构的第三进料口中;
19、步骤7、第二电机带动第二螺杆运动,通过第二螺杆的运动,将从第三进料口中进入的边角料颗粒从第二排料口挤入到第二进料口中。
20、与现有技术相比,本发明的有益效果是:
21、1.本发明中,通过在加料段和熔融段段中间设置第二进料口,实现了对边角料颗粒开出专用上料口的目的,可以避免边角料颗粒直接通过第一进料口上料,而造成边角料与原料颗粒粘连造成原料物理与化学特性变化,导致成品质量差异的问题。
22、2.本发明中,通过边角料上料机构的设置,实现了将边角料颗粒从第二进料口中挤入到的挤出机筒体中的目的,克服了挤出机筒体内高温高压,无法直接向第二进料口投送边角料颗粒的技术问题。
23、3.本发明中,通过切割机构、破碎机和螺旋上料机的设置,实现了边角料打碎成边角料颗粒并回收利用的目的,以及通过边角料导向滚轮组的设置,防止边角料从第一传送带直接传入到第二传送带上,实现了对边角料进行导向的目的,以保证边角料的回收。
24、4.本发明中,通过第一传送带、第二传送带、压紧滚轮和支撑滚轮的设置,实现了对成品进行传送,并保证成品在传送时不会晃动和掉落的目的,以及通过出料口模具上前腔和后腔的设计,实现了对熔融的原料进行塑形的目的,以获得半成品。
- 还没有人留言评论。精彩留言会获得点赞!