胶盖组装PCBA板设备及其组装方法与流程
本发明涉及电机组装设备领域技术,尤其是指一种胶盖组装pcba板设备及其组装方法。
背景技术:
1、电机组装时需要将pcba板组装于胶盖中,pcba板来料时大多呈整张的pcba料板,即pcba料板包括多个连接在一起的pcba板,需要对pcba料板裁切得到呈单个状的pcba板;分料得到pcba板后,需要将接地片焊接到pcba板上;最后将焊接上接地片的pcba板组装到胶盖中;申请号为201811109585.5的发明公开了一种pcba自动组装设备,现有技术在将pcba板组装到胶盖中时,不能自动化的完成对pcba料板的转移、对pcba板的搬运、对pcba板焊接上接地片、对胶盖的上料以及将pcba板压装到胶盖中,组装精度差;未采用裁切分料机构对pcba料板移载、限位和裁切,裁切分料时的次品率高;因此,针对此现状,迫切需要开发一种胶盖组装pcba板设备及其组装方法,以满足实际使用的需求。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种胶盖组装pcba板设备及其组装方法,其通过采用转移机构、裁切分料机构、搬运机构、焊接机构、上料机构和压装机构自动化的实现了对pcba料板的转移、对pcba板的搬运、对pcba板焊接上接地片、对胶盖的上料以及将pcba板压装到胶盖中,组装精准度高,提高了工作效率;通过采用裁切分料机构自动化的实现了对pcba料板的移载、限位和裁切,满足了对pcba板分料要求。
2、为实现上述目的,本发明采用如下之技术方案:
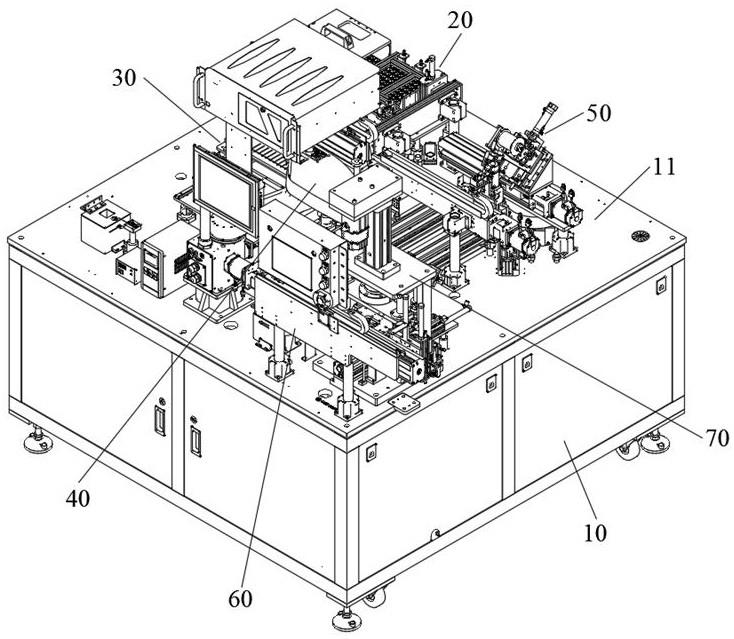
3、一种胶盖组装pcba板设备,包括机架、用于对pcba料板裁切分料得到pcba板的裁切分料机构、用于将pcba料板转移至裁切分料机构上的转移机构、用于搬运pcba板的搬运机构、用于将接地片焊接到pcba板上的焊接机构、用于将焊接上接地片的pcba板压装到胶盖中的压装机构以及用于将胶盖上料至压装机构上的上料机构,该机架上设置有用于安装搬运机构的工作台;该转移机构位于裁切分料机构侧旁;该搬运机构位于裁切分料机构、焊接机构和压装机构之间;该上料机构位于压装机构侧旁。
4、作为一种优选方案:所述裁切分料机构包括用于带动pcba料板移动的移载组件、用于对pcba料板裁切分料得到pcba板的裁切组件以及用于对pcba料板进行限位的限位组件,该裁切组件具有裁切刀;该限位组件具有用于压固pcba料板的压板;该移载组件将pcba料板移载至压板下方;该压板可移动式压固pcba料板;该裁切刀可移动式穿过压板对pcba料板裁切。
5、作为一种优选方案:所述压板上横向的开设有用于供裁切刀通过的第一开槽;该压板上竖向的开设有若干个用于供裁切到通过的第二开槽;相邻两个第二开槽之间的横向间距与pcba板的宽度相对应。
6、作为一种优选方案:所述焊接机构包括用于接地片供料的供料组件、用于带动pcba板纵向移动的纵移组件、用于对pcba板翻转角度的翻转组件、用于将供料组件上的接地片转移至纵移组件中pcba板上的移料组件、用于对接地片整形的整形组件以及用于将接地片焊接到pcba板上的焊接组件,该移料组件位于供料组件和纵移组件之间;该翻转组件和整形组件分别位于纵移组件的两侧;该焊接组件位于纵移组件侧旁。
7、作为一种优选方案:所述整形组件包括伸缩驱动气缸和用于夹紧接地片对其整形的夹紧气缸,该夹紧气缸安装于伸缩驱动气缸的输出端;该夹紧气缸可前伸移动式与纵移组件上的接地片相对应。
8、作为一种优选方案:所述压装机构包括支架、用于转移pcba板的第一移料滑动组件、用于转移胶盖的第二移料滑动组件、用于对pcba板翻转角度并移送至第二移料滑动组件侧旁的翻转移送组件、用于对胶盖定位的定位组件以及用于将pcba板下压到胶盖中的下压组件,该翻转移送组件具有用于取pcba板的取料杆,该取料杆可移动式取固第一移料滑动组件上的pcba板并移动至下压组件的下方;该定位组件与第二移料滑动组件上的胶盖相对应;该第二移料滑动组件上的胶盖可移动式位于pcba板的下方。
9、作为一种优选方案:所述下压组件包括电缸和用于将pcba板压固到胶盖中的压杆,该电缸安装于支架的上侧,该压杆安装于电缸的输出端,该压杆可下降式与pcba板相抵接。
10、作为一种优选方案:所述定位组件包括定位驱动气缸和用于压固胶盖的压固板,该定位驱动气缸竖向的安装于支架的下侧,该压固板安装于定位驱动气缸的轴端,该压固板可下降式与胶盖相对应。
11、作为一种优选方案:所述上料机构包括横移驱动组件、升降驱动组件和用于夹固胶盖的固料气缸,该升降驱动组件安装于横移驱动组件的输出端,该固料气缸安装于升降驱动组件的输出端。
12、所述的胶盖组装pcba板设备的组装方法,包括如下步骤:
13、第一、转移机构将pcba料板搬运至裁切分料机构上;
14、第二、裁切分料机构将连接在一起的pcba料板裁切分料得到pcba板;
15、第三、搬运机构将pcba板搬运至焊接机构上;
16、第四、焊接机构将接地片焊接到pcba板上;
17、第五、搬运机构将焊接上接地片的pcba板搬运至压装机构上;
18、第六、上料机构将胶盖上料至压装机构上;
19、第七、压装机构将pcba板压装到胶盖中。
20、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用转移机构、裁切分料机构、搬运机构、焊接机构、上料机构和压装机构自动化的实现了对pcba料板的转移、对pcba板的搬运、对pcba板焊接上接地片、对胶盖的上料以及将pcba板压装到胶盖中,组装精准度高,提高了工作效率;通过采用裁切分料机构自动化的实现了对pcba料板的移载、限位和裁切,满足了对pcba板分料要求;通过采用限位组件对pcba料板限位,防止裁切过程中pcba料板位置偏移,提高了裁切精度;通过焊接机构自动化的实现了对pcba板的纵向移动、对pcba板的翻转、对接地片的供料、对接地片的移料、对接地片的整形以及将接地片焊接到pcba板上;整体结构紧凑;通过采用整形组件实现对接地片的整形,使得接地片的形状满足焊接时的要求,提高了焊接的精度;通过采用压装机构自动化的实现了对pcba板的移料、对胶盖的移料、对pcba板的翻转和转移、对胶盖的定位以及将pcba板下压到胶盖中;通过采用定位组件实现对胶盖的定位,防止组装过程中胶盖位置偏移,降低了次品率。
21、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
技术特征:
1.一种胶盖组装pcba板设备,其特征在于:包括机架、用于对pcba料板裁切分料得到pcba板的裁切分料机构、用于将pcba料板转移至裁切分料机构上的转移机构、用于搬运pcba板的搬运机构、用于将接地片焊接到pcba板上的焊接机构、用于将焊接上接地片的pcba板压装到胶盖中的压装机构以及用于将胶盖上料至压装机构上的上料机构,该机架上设置有用于安装搬运机构的工作台;该转移机构位于裁切分料机构侧旁;该搬运机构位于裁切分料机构、焊接机构和压装机构之间;该上料机构位于压装机构侧旁。
2.根据权利要求1所述的胶盖组装pcba板设备,其特征在于:所述裁切分料机构包括用于带动pcba料板移动的移载组件、用于对pcba料板裁切分料得到pcba板的裁切组件以及用于对pcba料板进行限位的限位组件,该裁切组件具有裁切刀;该限位组件具有用于压固pcba料板的压板;该移载组件将pcba料板移载至压板下方;该压板可移动式压固pcba料板;该裁切刀可移动式穿过压板对pcba料板裁切。
3.根据权利要求2所述的胶盖组装pcba板设备,其特征在于:所述压板上横向的开设有用于供裁切刀通过的第一开槽;该压板上竖向的开设有若干个用于供裁切到通过的第二开槽;相邻两个第二开槽之间的横向间距与pcba板的宽度相对应。
4.根据权利要求1所述的胶盖组装pcba板设备,其特征在于:所述焊接机构包括用于接地片供料的供料组件、用于带动pcba板纵向移动的纵移组件、用于对pcba板翻转角度的翻转组件、用于将供料组件上的接地片转移至纵移组件中pcba板上的移料组件、用于对接地片整形的整形组件以及用于将接地片焊接到pcba板上的焊接组件,该移料组件位于供料组件和纵移组件之间;该翻转组件和整形组件分别位于纵移组件的两侧;该焊接组件位于纵移组件侧旁。
5.根据权利要求4所述的胶盖组装pcba板设备,其特征在于:所述整形组件包括伸缩驱动气缸和用于夹紧接地片对其整形的夹紧气缸,该夹紧气缸安装于伸缩驱动气缸的输出端;该夹紧气缸可前伸移动式与纵移组件上的接地片相对应。
6.根据权利要求1所述的胶盖组装pcba板设备,其特征在于:所述压装机构包括支架、用于转移pcba板的第一移料滑动组件、用于转移胶盖的第二移料滑动组件、用于对pcba板翻转角度并移送至第二移料滑动组件侧旁的翻转移送组件、用于对胶盖定位的定位组件以及用于将pcba板下压到胶盖中的下压组件,该翻转移送组件具有用于取pcba板的取料杆,该取料杆可移动式取固第一移料滑动组件上的pcba板并移动至下压组件的下方;该定位组件与第二移料滑动组件上的胶盖相对应;该第二移料滑动组件上的胶盖可移动式位于pcba板的下方。
7.根据权利要求6所述的胶盖组装pcba板设备,其特征在于:所述下压组件包括电缸和用于将pcba板压固到胶盖中的压杆,该电缸安装于支架的上侧,该压杆安装于电缸的输出端,该压杆可下降式与pcba板相抵接。
8.根据权利要求7所述的胶盖组装pcba板设备,其特征在于:所述定位组件包括定位驱动气缸和用于压固胶盖的压固板,该定位驱动气缸竖向的安装于支架的下侧,该压固板安装于定位驱动气缸的轴端,该压固板可下降式与胶盖相对应。
9.根据权利要求1所述的胶盖组装pcba板设备,其特征在于:所述上料机构包括横移驱动组件、升降驱动组件和用于夹固胶盖的固料气缸,该升降驱动组件安装于横移驱动组件的输出端,该固料气缸安装于升降驱动组件的输出端。
10.一种如权利要求1-9任意一项所述的胶盖组装pcba板设备的组装方法,其特征在于:包括如下步骤:
技术总结
本发明公开一种胶盖组装PCBA板设备及其组装方法,涉及电机组装设备技术领域,该胶盖组装PCBA板设备包括机架、用于对PCBA料板裁切分料得到PCBA板的裁切分料机构、用于将PCBA料板转移至裁切分料机构上的转移机构、用于搬运PCBA板的搬运机构、用于将接地片焊接到PCBA板上的焊接机构、用于将焊接上接地片的PCBA板压装到胶盖中的压装机构以及用于将胶盖上料至压装机构上的上料机构,该机架上设置有工作台;该转移机构位于裁切分料机构侧旁;通过采用转移机构、裁切分料机构、搬运机构、焊接机构、上料机构和压装机构自动化的实现了对PCBA料板的转移、对PCBA板的搬运、对PCBA板焊接上接地片、对胶盖的上料以及将PCBA板压装到胶盖中,组装精准度高。
技术研发人员:邓斌,周华国,廖建勇
受保护的技术使用者:深圳市合利士智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!