充气水池顶壁无褶皱加工工艺的制作方法
本发明涉及充气水池生产,尤其涉及充气水池顶壁无褶皱加工工艺。
背景技术:
1、充气水池是把人们现实中的澡堂或游泳池给缩小化的一个状态,充气水池的质量轻,便于携带,所以充气水池可以用在很多场合,比如说小公园,路边,家里等,只要把充气水池充满气体,再往充气水池里面注入一定量的水就可以使用了。
2、其中,为了提高充气水池的整体强度会在充气水池的内外壁之间添加一些拉丝材料,从而使内外壁相互连接,但是该设置在实际生产中衍生出了一个新的问题:当拉丝材料带来的拉力方向与充气水池顶壁内的经线或纬线平行时,充气水池会产生较多折痕影响整体外观,并且同向时候充气水池顶壁的强度也会有所降低,影响充气水池的整体使用年限。
技术实现思路
1、针对以上所提出的问题,本发明提供了充气水池顶壁无褶皱加工工艺,解决了现有充气水池顶壁容易产生褶皱影响整体美观以及影响充气水池整体使用年限的问题。
2、本发明采用如下技术方案:
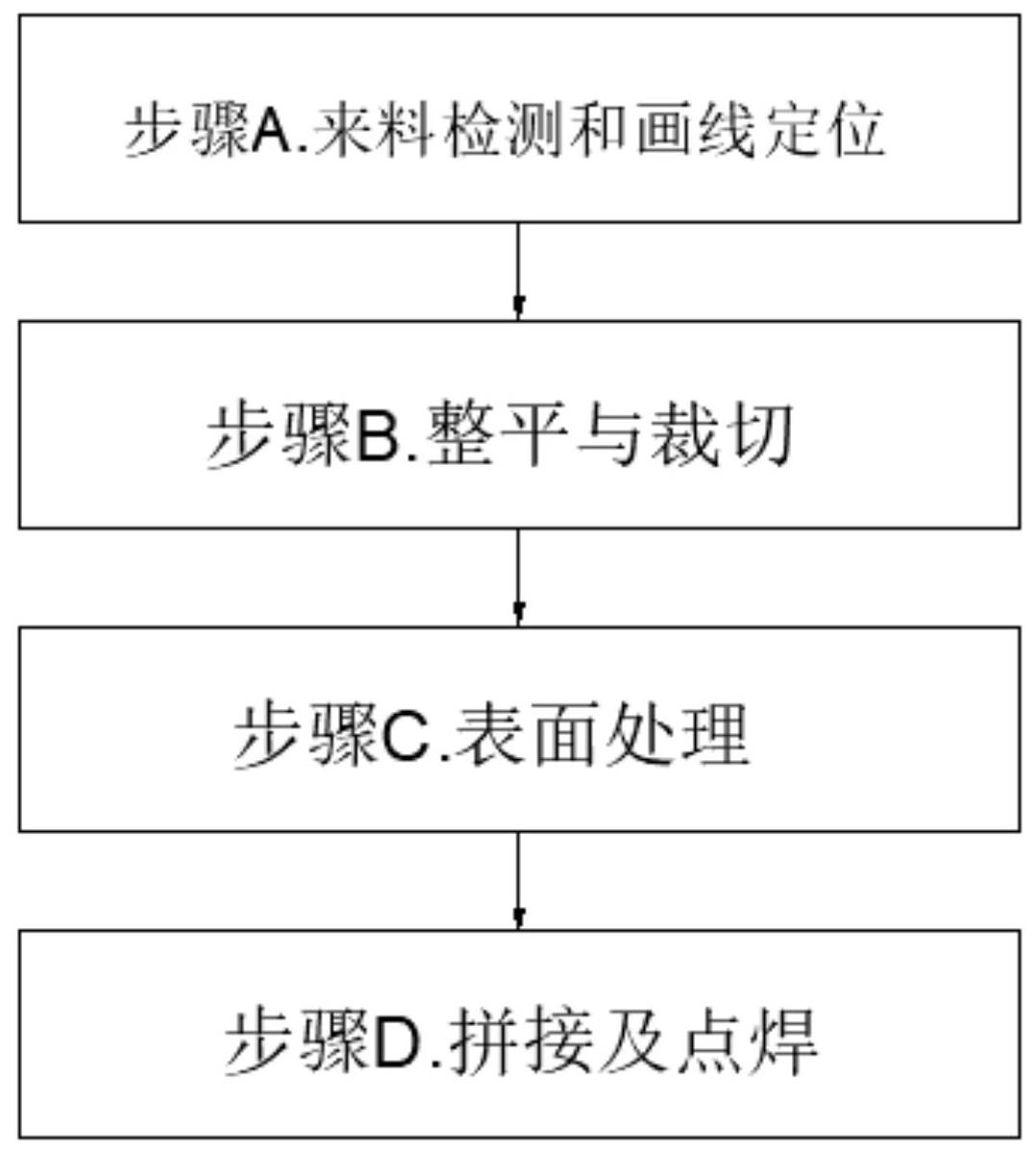
3、充气水池顶壁无褶皱加工工艺,包括以下步骤:
4、步骤a.来料检测和画线定位:
5、(1)、在网夹布原膜的边缘切角,通过目检观察确定其内部的经线纬线走向;
6、(2)、利用量角器以及直尺在网夹布原膜上画取形状呈等腰梯形以及呈弧状的两种网夹布分片;
7、(3)、等腰梯形网夹布分片其斜边以经线或者纬线的走向齐平为基准,弧状网夹布分片画线后内部经线或纬线走向与等腰梯形网夹布分片斜边保持平行或者垂直状态;
8、步骤b.整平与裁切:
9、(1)、将画线后的网夹布原膜置于整平机的工作平台上,并用整平机的夹持器夹持住网夹布原膜边缘,避免出现褶皱部分,并露出画好的裁切线;
10、(2)、通过裁切机的ccd定位装置抓取网夹布原膜上的定位线,启动裁切机将网夹布原膜裁切出画线相对应的网夹布分片,裁切过程中会在每组裁切线位置预留一定的焊接部;
11、步骤c.表面处理:
12、(1)、将裁切好的网夹布分片放在清洗设备上,利用自动辊轴对网夹布分片表面进行除尘;
13、(2)、利用人工对网夹布分片的焊接部份进行二次细节性除尘;
14、步骤d.拼接及点焊:
15、(1)、拿取四组等腰梯形网夹布分片摆放呈方状,再拿取四组弧状网夹布分片放置于角部,拼接时将每组的焊接部份重叠;
16、(2)、采取高频焊接对焊接部进行点焊,从而完成水池顶壁布料的制备。
17、进一步的,网夹布原膜的经线与纬线呈垂直交错设置。
18、进一步的,等腰梯形网夹布分片其下底角的角度呈45°。
19、进一步的,焊接部的预留宽度设置在2-3cm。
20、进一步的,高频点焊焊接次数至少点焊2次。
21、本发明的优点在于:与现有技术相比,本发明的工艺方法设计合理且实用性强,并具有以下优点:
22、1.该工艺通过改变充气水池顶壁内部经线纬线与拉丝拉力之间的方向,使两者之间夹角形成45°,可以使充气后的充气水池顶壁更具有弹性,从而减少折痕的产生,保证充气水池的外观并提高使用年限;
23、2.弧状网夹布分片内部经线或纬线走向与等腰梯形网夹布分片斜边保持平行或者垂直状态,可以保证充气水池顶部充气后的各个方向受力的均匀;
24、3.高频点焊的焊接方式,可以保证重新焊接组合后的充气水池顶壁的密封性能。
技术特征:
1.充气水池顶壁无褶皱加工工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的充气水池顶壁无褶皱加工工艺,其特征在于:网夹布原膜的经线与纬线呈垂直交错设置。
3.根据权利要求2所述的充气水池顶壁无褶皱加工工艺,其特征在于:等腰梯形网夹布分片其下底角的角度呈45°。
4.根据权利要求3所述的充气水池顶壁无褶皱加工工艺,其特征在于:焊接部的预留宽度设置在2-3cm。
5.根据权利要求4所述的充气水池顶壁无褶皱加工工艺,其特征在于:高频点焊焊接次数至少点焊2次。
技术总结
本发明公开了充气水池顶壁无褶皱加工工艺,包括以下步骤:步骤A.来料检测和画线定位、步骤B.整平与裁切、步骤C.表面处理、步骤D.拼接及点焊;本发明的优点是:通过裁切重现高频点焊的设置,可以改变充气水池顶壁内部的经线纬线方向,使经线纬线与拉力方向存在夹角,减少充气水池顶部发生折叠痕迹的问题,并且可以提高水池的整体外观以及使用年限。
技术研发人员:张功明
受保护的技术使用者:江苏展新旅游用品有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!