适用于干纤维丝束直接打印的FDM打印机喷头
本发明涉及一种适用于干纤维丝束直接打印的fdm打印机喷头,用于打印连续纤维增强复合材料,属于3d打印增材制造领域。
背景技术:
1、增材制造技术是制造业领域内正在快速发展的一项新兴技术,各主要发达国家将其列为战略发展的关键技术。在材料挤出成型方面,熔融沉积成型(fdm)是应用最广泛的一种技术。将熔融沉积成型(fdm)与连续碳纤维、聚合物结合的先进复合材料制造方法近年来受到人们广泛关注。传统的制造工艺,包括树脂传递模塑(rtm)、长丝缠绕(fw)、自动纤维/胶带放置(afp/atp)和真空袋,需要特定的模具和工具,这些模具和工具成本高昂,不适合小批量生产,限制了复合材料的进一步应用。fdm的出现为工程复合材料开辟了一条新途径,以获得具有一定复杂性和以前无法实现的性能的产品,因而在航空航天、汽车制造和医疗器械等工业领域应用广泛,纤维增强复合材料的增材制造技术在民用和军事应用上都具有重大的意义,如空客a350xwb等世界先进机型使用的复合材料占材料总重量的50%以上。
2、利用增材制造技术打印出的纤维增强复合材料制品,不仅具备高强度、高刚度、质量轻等特点,而且可以控制纤维的分布方向,从而控制制品的性能。例如,利用碳纤维复合材料制作汽车零部件,提升汽车性能并降低油耗;碳纤维复合材料产品涵盖航天光学遥感器的各个部位,如相机镜筒、相机支架、遮光罩、桁架等。依靠打印材料的快速发展和增材制造技术的日益成熟,基于纤维增强复合材料的增材制造技术将会应用到各行各业,推动制造产业的快速发展。
3、但是目前的连续纤维增强复合材料增材制造技术的研究尚处于研发阶段,存在诸多问题。比如,纤维展丝不充分,树脂无法充分进入纤维丝带内部,无法将各个纤维丝通过树脂粘结在一起,从而在打印工件内部形成空洞,严重降低了工件的力学性能。此外,连续纤维增强复合材料增材制造容易堵头,从而导致纤维无法出丝或树脂从喷头内部往外溢出。
4、专利号为202210547273.2的发明专利一种连续纤维3d打印喷头,但是喷头的结构比较复杂,导致喷头尺寸较大,且其只适合预浸丝的打印,无法进行干纤维丝束的直接打印。专利号为202210683666.6的发明专利一种种连续纤维增强复合材料3d打印头装置及3d打印机公开了一种适用于连续纤维增强复合材料增材制造的喷头,使用振动组件提升连续纤维与预浸料溶液的浸润效果及浸润效率,但这种振动方式提升的浸渍效率有限,此外,容纳预浸料溶液的腔体体积较大,熔融响应慢,效率较低。
5、综上,有必要提供一种新的打印连续非预浸纤维丝束的方法,以实现连续纤维无需预浸渍便可直接打印的技术。
技术实现思路
1、本发明所要解决的技术问题是:提供一种结构简单、浸渍高效的连续纤维直接打印的3d打印喷头,连续纤维无需预浸渍,可直接使用商用碳纤维打印,以解决干纤维因浸渍率不足的原因无法直接打印的问题。
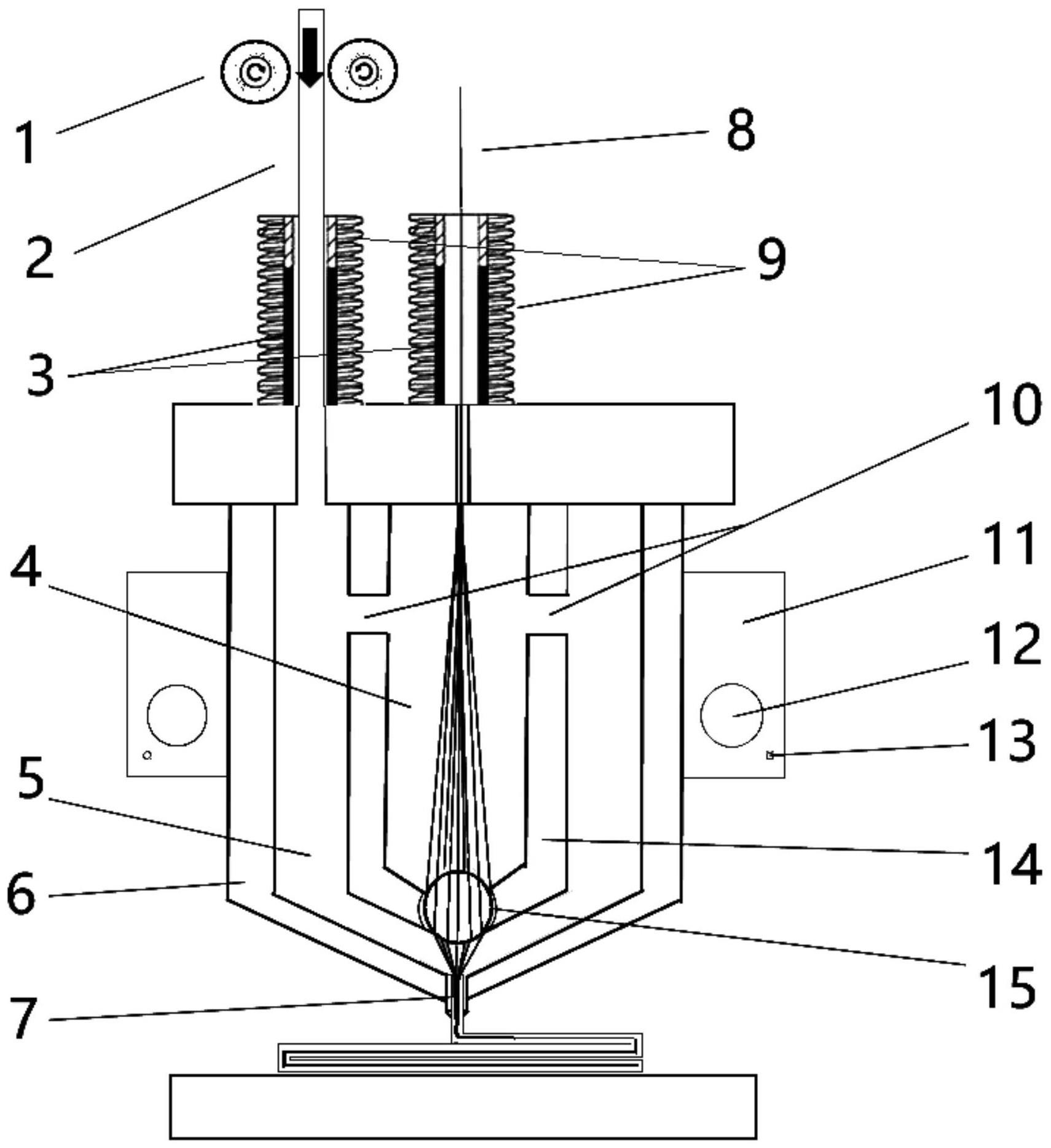
2、为了解决上述问题,本发明提供了一种适用于干纤维丝束直接打印的fdm打印机喷头,其包括:
3、外部壳体和内部壳体,外部壳体内设有外部熔腔,内部壳体内设有内部熔腔,外部熔腔和内部熔腔通过内外熔腔通道连通;
4、分别设于内部壳体、外部壳体底部的第一孔、第二孔;
5、设于内部壳体和外部壳体顶部的盖体;
6、用于通过聚合物丝材且位于盖体顶部的铁氟龙管;
7、用于通过干纤维丝且位于盖体顶部的喉管。
8、优选地,还包括用于加热外部壳体的加热装置。
9、优选地,所述加热装置包括设于外部壳体的导热块,导热块内设有加热棒。
10、更优选地,所述导热块内设有温度传感器。
11、优选地,所述铁氟龙管上方设有用于输送聚合物丝材的送丝齿轮。
12、优选地,所述第一孔、第二孔同轴设置。
13、优选地,所述内部壳体底部的第一孔内设有用于展丝的展丝圆珠。
14、优选地,所述外部壳体底部的第二孔内设有喷嘴。
15、本发明的各部件及其作用如下:
16、送丝组件,包含送丝齿轮、聚合物丝材喉管及内部铁氟龙管、纤维喉管及内部的铁氟龙管,进行聚合物丝材的挤压送丝,提供压力使聚合物丝材在接触壳体后熔化并充满熔腔,纤维丝束无需送丝齿轮,纤维在底部拉力作用下被拉入熔腔,喉管内部有铁氟龙管;
17、内外壳体,所述壳体内设置有熔腔,所述熔腔可以将内部的聚合物融化,所述壳体分内壳体和外壳体,内外壳体之间设置有连通通道,聚合物在外部熔化后可经由通道进入内部熔腔。内外壳体底部垂直方向设置有第一孔和第二孔,所述第一孔和所述第二孔同轴线设置;
18、加热组件,包含加热棒、温度传感器和导热块。设置于外部壳体上,用于提高壳体温度熔化聚合物丝材;
19、展丝圆珠,纤维丝束沿圆珠360°分布,纤维在运动过程中被圆珠展开,在圆珠和内部壳体之间的间隙进行浸渍,需要注意,纤维在此间隙浸渍之前已经在内部熔腔进行过初步浸渍,在此间隙进行完全浸渍;圆珠直径可根据纤维不同丝数、直径调节,以达到最适宜浸渍效果
20、喷嘴,所述喷头可拆卸连接在外部壳体下端,浸渍完成的纤维丝由喷嘴进行收束,之后在下方拉力作用下被拉出铺在打印台上,喷嘴可根据需要更换不同直径喷嘴(连接螺纹m6);
21、在本发明的方法中,首先,将聚合物丝材通过送丝齿轮送入熔腔内,加热棒提供的温度由导热块传导使壳体升温,加热聚合物丝材熔化成为粘稠的熔体。内外熔腔有通道相连,熔化的聚合物丝材流入内部熔腔。
22、在内/外熔腔底部之间,设置有展丝圆珠。纤维在通过喷头内部的运动过程中,先在内部熔腔进行初步展开和浸渍,之后在圆珠与内部壳体之间的空隙进行完全浸渍,最后经固定直径的喷嘴收束成型打印于平台上。
23、与现有技术相比,本发明的有益效果为:
24、1、本发明为一种集展丝、浸渍、打印为一体化的简易3d打印喷头结构,可以实现商用连续纤维的干丝直接打印。
25、2、高效浸渍,降低浸润孔隙率:通过圆珠进行360°展丝的设计,有效增加了连续纤维丝束与聚合物熔体的接触面积。这有助于在短时间内促进聚合物与纤维的结合,并且能够有效降低浸润孔隙率。通过优化浸渍过程,使聚合物充分渗透纤维的间隙,填充纤维之间的空隙,确保浸润的充分均匀,提高了浸润效果。
26、3、避免了预浸丝的使用,降低了工艺设备复杂性,降低了成本。
技术特征:
1.一种适用于干纤维丝束直接打印的fdm打印机喷头,其特征在于,包括:
2.如权利要求1所述的适用于干纤维丝束直接打印的fdm打印机喷头,其特征在于,还包括用于加热外部壳体(6)的加热装置。
3.如权利要求1所述的适用于干纤维丝束直接打印的fdm打印机喷头,其特征在于,所述加热装置包括设于外部壳体(6)的导热块(11),导热块(11)内设有加热棒(12)。
4.如权利要求3所述的适用于干纤维丝束直接打印的fdm打印机喷头,其特征在于,所述导热块(11)内设有温度传感器(13)。
5.如权利要求1所述的适用于干纤维丝束直接打印的fdm打印机喷头,其特征在于,所述铁氟龙管(3)上方设有用于输送基体丝材(2)的送丝齿轮(1)。
6.如权利要求1所述的适用于干纤维丝束直接打印的fdm打印机喷头,其特征在于,所述第一孔、第二孔同轴设置。
7.如权利要求1或6所述的适用于干纤维丝束直接打印的fdm打印机喷头,其特征在于,所述内部壳体(14)底部的第一孔内设有用于展丝的展丝圆珠(15)。
8.如权利要求1或6所述的适用于干纤维丝束直接打印的fdm打印机喷头,其特征在于,所述外部壳体(6)底部的第二孔内设有喷嘴(7)。
技术总结
本发明公开了一种适用于干纤维丝束直接打印的FDM打印机喷头,包括外部壳体、内部壳体和展丝圆珠,内外壳体内均设有熔腔,外部熔腔和内部熔腔通过内外熔腔通道连通;分别设于内部壳体、外部壳体底部的第一孔、第二孔;第一孔内包含展丝圆珠。预浸料丝材熔化后充满内外熔腔,干纤维丝在内部熔腔初步分散,再经展丝圆珠处展丝,同时在圆珠两边间隙浸渍,之后在外部熔腔进行二次浸渍并收丝成束,最终打印在平台上。本发明可以使熔体在短时间内更容易与连续纤维结合,提高浸渍效果,实现干纤维丝束的直接打印,避免了预浸丝的使用,简化工艺,降低成本,与传统FDM喷头相比,该喷头是干纤维丝束直接打印复合材料的展丝、浸渍、打印一体化结构。
技术研发人员:陈宇,茅健,赵嫚,钱波,刘钢
受保护的技术使用者:上海工程技术大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!