共混型互穿网络热塑性弹性体的挤出优化方法及系统与流程
本发明涉及工艺制作的,具体涉及共混型互穿网络热塑性弹性体的挤出优化。
背景技术:
1、共混型互穿网络热塑性弹性体是一种由两种或多种聚合物组成的复合材料,具有优异的性能和广泛的应用领域。在挤出加工过程中,这种弹性体需要经过熔融共混合双向拉伸等步骤,以制备出具有优异性能的共混型互穿网络热塑性弹性体。
2、现有技术是选择高质量的原料、对原料进行预处理如干燥、净化等操作、优化挤出参数如通过控制好挤出温度、压力、口模间隙等参数,以获得更加均匀、细密的挤出物,提高共混型互穿网络热塑性弹性体的性能,最后再进行共混工艺优化。
3、现有技术的挤出工艺控制,存在工艺控制片面性,导致对于所加工产品的性能提升收效甚微,且优化方式会导致增加设备的复杂性和成本,且需要在设备复杂性和挤出物质量之间进行权衡的技术问题。
技术实现思路
1、本申请主要解决了挤出工艺控制的片面性,性能提升收效甚微,且优化方式会导致增加设备的复杂性和成本,且需要在设备复杂性和挤出物质量之间进行权衡的技术问题。
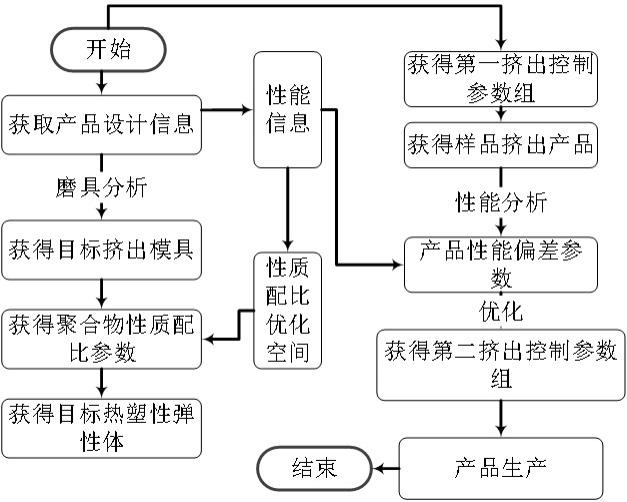
2、鉴于上述问题,本申请实施例提供了共混型互穿网络热塑性弹性体的挤出优化方法及系统,第一方面,本申请实施例提供了共混型互穿网络热塑性弹性体的挤出优化,所述方法包括:交互获得待生产挤出产品的产品设计信息,其中,所述产品设计信息包括产品性能信息集和产品尺寸参数集,根据所述产品尺寸参数集进行挤出模具分析,获得目标挤出模具,将所述产品性能信息集同步至性质配比优化空间进行原料聚合物构成分析,获得聚合物性质配比参数,其中,所述聚合物性质配比参数具有混合工艺约束标识,基于所述聚合物性质配比参数进行聚合物原料调用,获得目标聚合物原料,并以所述混合工艺约束标识作为共混型互穿网络工艺的控制约束,进行所述目标聚合物原料的加工处理,获得目标热塑性弹性体,交互获得第一挤出控制参数组,并采用所述第一挤出控制参数组和所述目标挤出模具对所述目标热塑性弹性体进行挤出加工试生产,获得样品挤出产品,基于所述产品性能信息集对所述样品挤出产品进行性能分析,获得产品性能偏差参数,根据所述产品性能偏差参数进行所述第一挤出控制参数组的优化,获得第二挤出控制参数组,以所述目标热塑性弹性体作为生产原料,采用所述第二挤出控制参数组和所述目标挤出模具进行所述待生产挤出产品的批量生产。
3、第二方面,本申请实施例提供了共混型互穿网络热塑性弹性体的挤出优化系统,所述系统包括:产品设计信息获取模块,所述产品设计信息获取模块用于交互获得待生产挤出产品的产品设计信息,其中,所述产品设计信息包括产品性能信息集和产品尺寸参数集,目标挤出模具获取模块,所述目标挤出获取模块用于根据所述产品尺寸参数集进行挤出模具分析,获得目标挤出模具,原料聚合物构成分析模块,所述原料聚合物构成分析模块用于将所述产品性能信息集同步至性质配比优化空间进行原料聚合物构成分析,获得聚合物性质配比参数,其中,所述聚合物性质配比参数具有混合工艺约束标识,目标热塑弹性体获取模块,所述目标热塑弹性体获取模块是基于所述聚合物性质配比参数进行聚合物原料调用,获得目标聚合物原料,并以所述混合工艺约束标识作为共混型互穿网络工艺的控制约束,进行所述目标聚合物原料的加工处理,获得目标热塑性弹性体,第一控制参数组获取模块,所述第一控制参数组获取模块用于交互获得第一挤出控制参数组,并采用所述第一挤出控制参数组和所述目标挤出模具对所述目标热塑性弹性体进行挤出加工试生产,获得样品挤出产品,产品性能偏差参数获取模块,所述产品性能偏差参数获取模块是基于所述产品性能信息集对所述样品挤出产品进行性能分析,获得产品性能偏差参数,第二挤出控制参数组获取模块,所述第二挤出控制参数获取模块用于根据所述产品性能偏差参数进行所述第一挤出控制参数组的优化,获得第二挤出控制参数组,产品生产模块,所述产品生产模块用于以所述目标热塑性弹性体作为生产原料,采用所述第二挤出控制参数组和所述目标挤出模具进行所述待生产挤出产品的批量生产。
4、本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
5、本申请提供了共混型互穿网络热塑性弹性体的挤出优化方法及系统,涉及工艺制作技术领域,所述方法包括:得到产品信息,获取基础磨具,然后进行原料聚合,然后获取聚合物原料,获得控制参数组并进行试生产,对生产的样品进行性能分析,获得偏差参数,根据偏差参数对控制参数进行优化,然后采用优化后的方法进行批量生产。
6、本申请主要解决了挤出工艺控制的片面性,性能提升收效甚微,且优化方式会导致增加设备的复杂性和成本,且需要在设备复杂性和挤出物质量之间进行权衡的技术问题。通过对基于挤出模具加工生产的产品进行性能测试,再对挤出工艺控制参数进行寻优,提高了材料的相容性和稳定性,减少了界面缺陷的产生,消除了性能的偏差。
7、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其他目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
1.共混型互穿网络热塑性弹性体的挤出优化方法,其特征在于,所述方法包括:
2.如权利要求1所述的方法,其特征在于,所述方法还包括:
3.如权利要求2所述的方法,其特征在于,将所述产品性能信息集同步至性质配比优化空间进行原料聚合物构成分析,获得聚合物性质配比参数,所述方法还包括:
4.如权利要求3所述的方法,其特征在于,预设相似权重配置,其中,所述相似权重配置基于所述k项产品性能需求参数进行生产关联分析获得,所述方法还包括:
5.如权利要求4所述的方法,其特征在于,预设多级调参变化步长,并基于所述多级调参变化步长进行所述标准挤出控制参数调参和所述待生产挤出产品的试生产,根据试生产结果和所述标准挤出产品的性能偏差构建获得所述相似权重配置,所述方法还包括:
6.如权利要求2所述的方法,其特征在于,根据所述产品性能偏差参数进行所述第一挤出控制参数组的优化,获得第二挤出控制参数组,所述方法还包括:
7.如权利要求6所述的方法,其特征在于,根据所述性能优化优先级序列对所述第一挤出控制参数组进行寻优处理,获得所述第二挤出控制参数组,所述方法还包括:
8.共混型互穿网络热塑性弹性体的挤出优化系统,其特征在于,所述系统包括:
技术总结
本申请提供了共混型互穿网络热塑性弹性体的挤出优化方法及系统,涉及工艺制作技术领域,所述方法包括:得到产品信息,获取基础磨具,然后进行原料聚合,然后获取聚合物原料,获得控制参数组并进行试生产,对生产的样品进行性能分析,获得偏差参数,根据偏差参数对控制参数进行优化,然后采用优化后的方法进行批量生产。本申请主要解决了挤出工艺控制的片面性,性能提升收效甚微,且优化方式会导致增加设备的复杂性和成本,且需要在设备复杂性和挤出物质量之间进行权衡的技术问题。通过对基于挤出模具加工生产的产品进行性能测试,再对挤出工艺控制参数进行寻优,提高了材料的相容性和稳定性,减少了界面缺陷的产生,消除了性能的偏差。
技术研发人员:陈银
受保护的技术使用者:苏州顶材新材料有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!