一种利用光纤束的激光扫描式塑料焊接装置的制作方法
本发明涉及一种塑料焊接装置,具体地说,涉及一种利用光纤束的激光扫描式塑料焊接装置。更具体地说,通过利用光纤束把从激光束扫描器照射出的激光束直接照射到由塑料制成的临时组装件的第一和第二焊接框上,从而实现对立体形状的临时组装件的焊接。
背景技术:
1、一般来说,接合两个塑料构件的方法有,或在需要接合的上部或下部构件中的一构件上涂上粘合剂,或通过超声波焊接、振动焊接、热板焊接等方法来实现接合。
2、然而,这些方法会因利用粘合剂而造成环境污染,接合部的外观质量差,接合强度不稳定,导致施加机械外力时会损坏产品内部,最重要的是会产生水密性问题。
3、针对这些问题,有人提出了在局部上传导热的同时,以非接触的方式实现激光焊接的方法。
4、这种激光焊接方法是指,将具有可被激光束穿透的特性的塑料盖子作为上部构件与一个不透明塑料底壳作为下部构件挤压在一起,形成一个底壳边沿上的第二焊接框和盖子边沿上的第一焊接框叠在一起的临时组装件,然后通过由一个设置于机器人上的光源沿着第一和第二焊接框照射激光束,将盖子焊接到底壳上。换句话说,激光穿透盖子的第一焊接框后被不透明底壳的第二焊接框吸收,导致第二焊接框熔化并从而焊接到第一焊接框上,从而将盖子和底壳接合起来。
5、然而,由于对临时组装件的塑料焊接必须通过设置有光源的机器人移动来进行,从而导致或需要精确设定机器人的移动路径,或在实际焊接过程中机器人需要大量时间来移动,因此焊接相关的生产效率并不高。
6、此外,机器人本身价格昂贵,占用空间大,导致塑料焊接装置的价格非常高,而且需要花费大量精力来精确设置机器人的移动路径,而且还需要很大的安装空间。
技术实现思路
1、本发明是为了解决现有技术的上述问题而提出的,目的是提供一种利用光纤束的激光扫描式塑料焊接装置。该装置可以在不利用机器人的情况下焊接由塑料制成的立体形状的临时组装件,并且可以通过缩短焊接时间来提高焊接相关的生产效率。
2、为了实现上述目的,本发明采用如下技术方案:
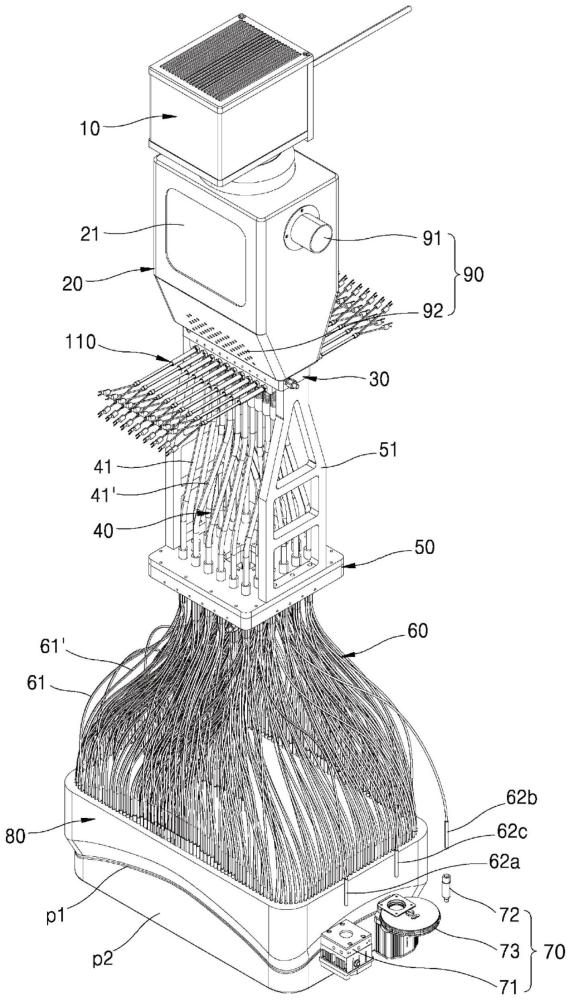
3、本发明一种利用光纤束的激光扫描式塑料焊接装置,用于利用激光束把由可被激光束穿透的透明塑料制成的盖子(p1)上的第一焊接框(r1)焊接到由不透明塑料制成的具有立体形状的底壳(p2)上的第二焊接框(r2),包括:
4、扫描器(10),所述扫描器(10)由激光发振器、光源和多个旋转镜组成,用于照射出激光束(b);
5、设置于所述扫描器(10)下方的光束箱(20),所述光束箱(20)形成空间,使得所述激光束(b)在所述空间中照射;
6、固定于在所述光束箱(20)底部的第一固定板(30),所述激光束(b)照射到所述第一固定板(30);
7、固定于所述第一固定板(30)的第一光纤束(40),所述第一光纤束(40)由多个第一光纤(41)(41')组成,用于将所照射的所述激光束(b)分支成多个第一激光束(b1);
8、第二固定板(50),所述第二固定板(50)固定于从所述光束箱(20)延申出的一对桥架(51);
9、固定于所述第二固定板(50)的第二光纤束(60),所述第二光纤束(60)由多个第二光纤(61)(61')组成;
10、所述多个第二光纤(61)(61')与所述多个第一光纤(41)(41')中的每根光纤相连,用于将所照射的所述第一激光束(b1)分支成多个第二激光束(b2);
11、束导夹具(80),所述束导夹具(80)包括管道(81),所述管道(81)布置有所述第二光纤(61)(61')出口端并沿着第一焊接框(r1)边框相对而形成,所述束导夹具(80)用于将所述外盖(p1)选择性地压向所述底壳(p2)。
12、进一步的,还包括监测部(70),所述监测部(70)利用从所述第二光纤束(60)中分支出的探测光纤(62)监测工作状况。
13、进一步的,所述监测部(70),包括:
14、功率检测器(71),所述功率检测器(71)感应所述探测光纤(62)中的第一探测光纤(62a)里所照射的所述第二激光束(b2)的输出功率,用于实时确认所述第二激光束(b2)当前是否正在照射;
15、热检测器(72),所述热检测器(72)感应所述探测光纤(62)中的第二探测光纤(62b)里所照射的所述第二激光束(b2),用于产生信号,所述信号用于检测产品的焊接部位在所照射的所述第二激光束(b2)的当前输出功率下所对应的温度;
16、光束分析器(73),
17、所述光束分析器(73)感应所述探测光纤(62)中第三探测光纤(62c)里所照射的所述第二激光束(b2),用于确认所照射的所述第二激光束(b2)的特性。
18、进一步的,包括防污染部(90),用于防止外部污染源进入到所述光束箱(20)内部;
19、所述防污染部(90)包括进气口(91)和多个排气孔(92),
20、所述进气口(91)形成于所述光束箱(20)的上一侧,用于供给经过过滤并清除异物质的空气;
21、所述多个排气孔(92)形成于所述光束箱(20)的下一侧,用于排出由进气口(91)流入的空气。
22、进一步的,还包括第一冷却部(100),用于在所述扫描器(10)工作期间冷却所述第一固定板(30)。
23、进一步的,还包括光纤温度传感部(110),所述光纤温度传感部(110)由设置于所述第一固定板(30)的多个温度传感器(111)(111')组成;
24、所述多个温度传感器(111)(111')与组成所述第一光纤束(40)的所述多个第一光纤(41)(41')中的每根光纤各自独立连接,用于测量每根第一光纤(41)(41')的温度并产生对应的信号。
25、进一步的,还包括第二冷却部(120),用于在所述扫描器(10)工作期间冷却第二固定板(50)。
26、综上所述,本发明一种利用光纤束的激光扫描式塑料焊接装置,包括:
27、固定于第一固定板(30)的第一光纤束(40),所述第一光纤束(40)由多个第一光纤(41)(41')组成,用于将所照射的所述激光束(b)分支成多个第一激光束(b1);
28、固定于第二固定板(50)的第二光纤束(60),所述第二光纤束(60)由多个第二光纤(61)(61')组成;
29、所述多个第二光纤(61)(61')与所述多个第一光纤(41)(41')中的每根光纤相连,用于将所照射的所述第一激光束(b1)分支成多个第二激光束(b2);
30、束导夹具(80),所述束导夹具(80)包括布置有所述第二光纤(61)(61')出口端并沿着第一焊接框(r1)边框相对而形成的管道(81),用于外盖(p1)选择性地压向底壳(p2)。
31、这使得,能通过全部管道(81)一齐照射第二激光束(b2),一举实现对第一和第二焊接框(r1)(r2)的焊接,从而减少焊接所需的时间并提高效率。
32、此外,在焊接临时组装件(p)的过程中,通过监测部(70)实时监测由管道(81)所照射的第二激光束(b2)的温度(输出功率),这使得可以实时确认焊接是否有缺陷,从而实现高质量的焊接和方便的维护。
- 还没有人留言评论。精彩留言会获得点赞!