一种浇口切割注塑模具的制作方法
本发明涉及注塑模具,具体为一种浇口切割注塑模具。
背景技术:
1、注塑成型是在注塑过程中采用的一些技术和方法,旨在解决特定问题或提高生产效率,常见的注塑成型背景技术包括压缩气体辅助注塑、双色注塑成型、超声波焊接、快速冷却技术和精度注射技术,这些技术可以用于减轻产品重量、改善产品形状和品质,提高生产效率,实现多色效果,快速冷却和高精度注射等,注塑成型背景技术在各个行业领域都有广泛应用,包括汽车、电子产品、医疗器械等,这些技术不断推动着注塑成型工艺的发展和创新,为产品设计和制造带来更多可能性。
2、传统注塑模具在合模之后,通过注塑口将熔融的材料注入成型腔体,这一过程通常会在成品上留下一个浇口,需要在后续加工程序设置装置或进行人工切割,同时模具成型腔内需要设有顶针,在成型后对成型件进行顶出脱模,如专利申请说明书cn202211025943.0 一种中控饰板的注塑模具中,这种模具在加工过程中,需要注意顶针的处的密封性,对于模具加工要求较大,同时装配工艺复杂,在人工成本和材料成本上都较高,同时后续切割浇口也需要增加额外的步骤和工人进行加工,增加了加工时间和成本。
技术实现思路
1、(一)解决的技术问题:针对现有技术的不足,本发明提供了一种浇口切割注塑模具,具备浇口切割优点,解决了空腔密封性和浇口切割的问题。
2、(二)技术方案:为实现上述浇口切割目的,本发明提供如下技术方案:一种浇口切割注塑模具,包括注塑管、由第一模板、第二模板和无刷电机组成的注塑模具,所述无刷电机与水平左侧的第二模板和水平右侧的第一模板同轴心设置,中间空心部分形成注塑腔体;
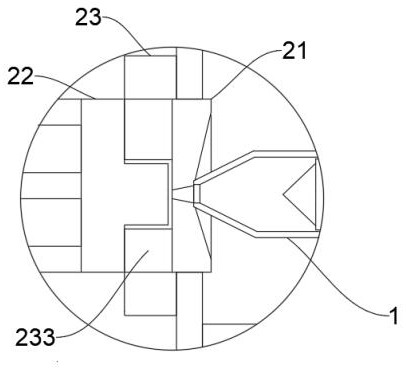
3、所述无刷电机包括定子、转子和旋转模具,所述旋转模具位于无刷电机轴心处,同时上面设有与注塑件侧面相同形状的槽口,所述旋转模具侧面连有能够带动其旋转的转子,所述无刷电机圆周内壁上设有由带电线圈组成的定子,且固定位置不与内侧旋转模具一起旋转,内转子结构通常具有较高的刚性,因为转子位于内部,这有助于减少振动和机械变形,内转子结构通常更适合高速运转,因为在高速下,内部转子的惯性较小,减少了旋转惯性力对电机的影响,而该设计需要较高的旋转速度对浇口进行旋切,内转子结构通常可以实现更紧凑的设计,减少了空间的使用,同时内部的转子可以充当散热器,降低电机以及模具的温度,定子在外部,容易通过外部散热器或冷却系统来管理电机的温度,线圈在外圈也能在维护时更为方便。;
4、所述第一模板另一侧设有圆锥形注塑口,靠近腔体侧直径小,并且注塑口与轴心处设有一定直线距离;
5、所述转子带动旋转模具转动,同时中心处槽口中注塑凝固完成的模具也随之一起旋转,因为注塑口位于第一模板上,且注塑口与轴心直接存在距离,使得形成浇口产生绕轴心旋转的趋势,但是第一模板无法旋转且注塑口朝腔体侧直径小于另一侧,在旋转模具旋转时形成剪切扭转力,将浇口切断,同时因为剪切扭转力使得模具侧面向内翘起,使其自动脱落。
6、优选的,所述注塑管出口处与第一模板上注塑口设置在同一水平上,所述注塑管外侧水平方向上设有至少四个加热环包围管壁。
7、优选的,所述加热环右侧设有进料口,同时注塑管内部设有螺运机,用于运输熔融态的原材料。
8、优选的,所述第一模板由模具固定架固定在注塑管出口处并且防止发生偏转。
9、优选的,所述第二模板水平左侧设有用于实现合模脱模的可水平移动的移动底板。
10、优选的,所述第一模板朝向注塑管一面上设有圆锥面,并与注塑口同轴心。
11、优选的,所述第一模板、第二模板、旋转模具和移动底板由铝合金材料铸造而成,铝合金是一种轻量且具有足够强度的材料,采用铝合金制造的模具通常比其他材料(如钢)制造的模具更轻便,这有助于减轻操作、运输和安装的负担,铝合金相对容易进行机械加工和加工,这使得模具的制造和维护更加容易,铝合金具有良好的导热性,有助于均匀分布温度,加快冷却过程,减少生产周期,提高生产效率,铝合金具有较高的抗腐蚀性,这使得模具在湿润环境或需要与化学物质接触的应用中更加耐用。
12、优选的,所述定子具体为一种受控制电路控制通断电和改变电流方向且内部绕有铁芯的通电线圈,设置数量为6个,具有6个定子231绕组的bldc电机通常被称为六相无刷电机,通过通断电和改变电流方向产生不同的磁极吸引转子232进行旋转,六相无刷电机在定子231上具有更多的磁极,这使得电机的运转更加平滑,这可以降低机械振动和噪音,提高系统的稳定性和性能,六相电机的电流波形更加平滑,这有助于降低电流谐波损耗,提高电机的效率,这对于需要长时间运行并且要求高效的应用非常重要,六相电机的设计使其更具抗过载能力,因为更多的绕组可以在高负载条件下提供更多的电流和扭矩,从而延长了电机的寿命。
13、优选的,所述转子为2个永磁体,一个n极,一个s极,所述转子由陶瓷等透磁材料包裹,并通过钎剂与旋转模具进行金属焊接,这种填充材料在高温下熔化,可以填充在陶瓷和金属接触面之间,形成可靠的连接。
14、(三)有益效果:与现有技术相比,本发明提供了一种浇口切割注塑模具,具备以下有益效果:
15、1、该浇口切割注塑模具,通过旋转模具和第一模板的配合使用,待材料冷却成型后,转子带动旋转模具转动,同时中心处槽口中注塑凝固完成的模具也随之一起旋转,且注塑口与轴心直接存在距离,使得形成浇口产生绕轴心旋转的趋势,但是第一模板无法旋转且注塑口朝腔体侧直径小于另一侧,在旋转模具旋转时形成剪切扭转力,将浇口切断,同时模具侧面向内翘起,使其自动脱落。
16、2、该浇口切割注塑模具,通过改变无刷电机的定子和转子的位置,将转子放置在内圈,定子固定在外圈,内转子结构通常具有较高的刚性,因为转子位于内部,这有助于减少振动和机械变形,这对某些高精度和高性能应用非常重要,内转子结构通常更适合高速运转,因为在高速下,内部转子的惯性较小,减少了旋转惯性力对电机的影响,而该设计需要较高的旋转速度对浇口进行旋切,内转子结构通常可以实现更紧凑的设计,因为整个电机组件可以更靠近旋转轴,这有助于减小电机的外形尺寸,减少了空间的使用,同时内部的转子可以充当散热器,降低电机以及模具的温度,定子在外部,容易通过外部散热器或冷却系统来管理电机的温度,线圈在外圈也能在维护时更为方便。
17、3、该浇口切割注塑模具,模具整体为圆柱形,圆柱形注塑模具的结构相对简单,制造和维护相对容易,因此可以实现高生产效率,相对于一些复杂形状的模具而言,圆柱形注塑模具通常具有较低的制造成本,由于其简单的结构,制造圆柱形注塑模具的时间通常比复杂模具短,这有助于加快产品的生产周期,圆柱形注塑模具的维护相对容易,通常只需要定期清洁和润滑,这有助于减少停机时间,圆柱形注塑模具通常由高强度的材料制成,因此具有较长的使用寿命,由于其结构的稳定性,圆柱形注塑模具在注塑过程中往往不容易发生变形,这有助于保持产品的精度,圆柱形注塑模具适用于制造各种形状的零件,从简单的圆柱体到复杂的部件都可以使用这种类型的模具,此外,更加适合与无刷电机配合使用。
18、4、该浇口切割注塑模具,取消了传统需要顶针的设定,保证了成型腔的密闭性,降低制造成本以及模具的生产精度要求,并减少了零部件的复杂性,大大减少了模具加工难度,简化了注塑过程,减少了加工工序和生产周期,减少了相关维护工作降低了故障风险。
- 还没有人留言评论。精彩留言会获得点赞!