基于塑料件的转料组件、转料工艺及瓶盖模压机的制作方法
本发明属于塑料瓶盖的生产,涉及基于塑料件的转料组件、转料工艺及瓶盖模压机。
背景技术:
1、塑料瓶盖为由塑料材料制成的盖子,通常使用于饮料瓶、矿泉水瓶、农药瓶等上,是目前瓶盖中最常见,且数量最多的盖子类型。其原料通常是塑料颗粒,然后通过融化后定型、冷却而成。
2、目前,市场上用于生产塑料瓶盖主要包括有注塑机与压塑制盖机(下称压塑机)两种,前者效率较低,压塑机生产效率较高,平均一小时可达2-4w个。压塑机是多模高速旋转压制生产,其主要包括有旋转刮料盘(其上方具有同轴的传料盘)、成型柱(其上具有可以升降的上模和下模)、送料盘以及输送带。在生产时首先是旋转刮料盘将被挤出机挤出的塑料转移到压塑模具(即下模)的型腔中,之后在上模和下模形成的腔体内压制成型,然后在瓶盖冷却定型后两个模具分开后,此时瓶盖还停留在上面的模具内;当上模上的瓶盖移动到传料盘外缘上的开口中时,上模中的定出机构将瓶盖顶落,瓶盖落入到传料盘的开口中;之后传料盘转动将瓶盖送入到送料盘边缘的开口中,然后由送料盘向下游将瓶盖送到水平的输送带上后,通过输送带向后方送走。但是在实践中发现,由于传料盘、送料盘都是由不锈钢材料制成的(其目的是既需要设备具有耐用性,同时在一些药瓶瓶盖、酒瓶盖、饮料瓶盖等的生产中,使用不锈钢的材料还能够保证安全性,防止发霉、氧化等的情况),因此容易与瓶盖之间发生相互摩擦,从而产生塑料碎屑,这些碎屑不仅容易混杂在瓶盖中,而进入到食品或药瓶中,同时也容易使得碎屑飞入到生产设备内,引起设备的一些损坏等,使用效果较差。
技术实现思路
1、本发明的目的在于提供基于塑料件的转料组件、转料工艺及瓶盖模压机,旨在解决使用效果差的问题。
2、为解决上述技术问题,本发明提供了一种基于塑料件的转料组件,包括:
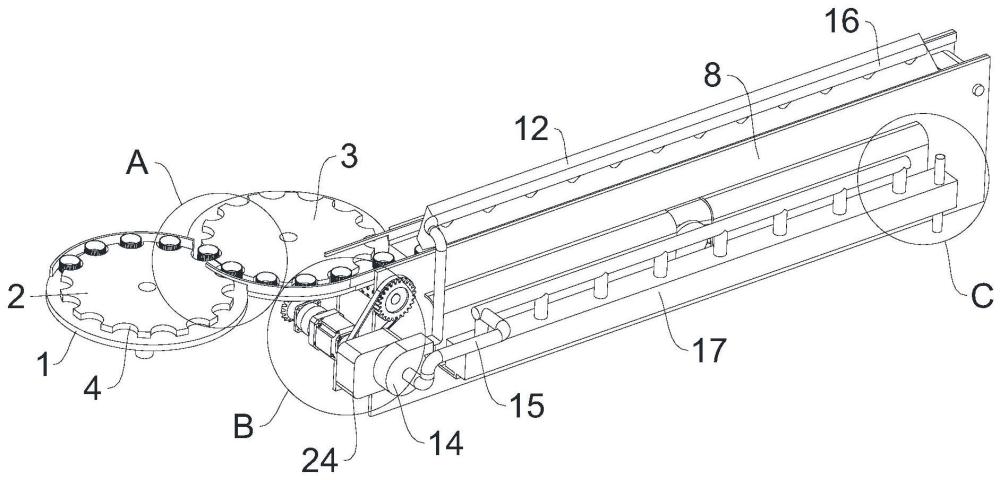
3、呈水平状的支撑板以及转动连接于所述支撑板顶部的传料盘和送料盘,所述传料盘的边缘开设有若干个传料缺口,所述送料盘的边缘开设有若干个送料缺口;
4、第一限位轨和第二限位轨,所述第一限位轨和所述第二限位轨均呈圆弧形,且均设置于所述支撑板的顶部,所述第一限位轨位于所述传料盘的外侧,所述第二限位轨位于所述送料盘的外侧;
5、两个相对设置的输送板,两个所述输送板之间水平转动设置有两个输送辊,两个所述输送辊之间转动设置有输送带,所述输送板的顶部高于所述输送带的顶部,所述输送带的上游端位于所述送料盘下游的下方,贯穿所述输送带开设有若干个穿屑孔;
6、吸风罩体,所述吸风罩体位于两个所述输送板之间,且位于所述输送带的环形内,所述吸风罩体呈开口向上的罩状;
7、吸风结构,所述吸风结构与所述吸风罩体的底部相连,用于使所述吸风罩体内形成负压。
8、本发明进一步设置为,还包括有吹风罩体以及用于向所述吹风罩体内鼓入空气的鼓风结构,所述吹风罩体的一侧与所述鼓风结构相通,另一侧开设有出风口,所述出风口正对于所述输送带的顶部。
9、本发明进一步设置为,所述吸风结构包括风机体,所述风机体包括有进风口和出风口,所述进风口连通有进风管,所述出风口连通有出风管,所述鼓风结构包括所述出风管,所述进风管的自由端连通设置有吸附腔体,所述吸附腔体的顶部与所述进风管相通,底部连通设置有传导通道,所述传导通道远离所述吸附腔体的一端与所述吸风罩体相通,且所述吸附腔体低于所述吸风罩体,所述传导通道穿过一所述输送板,且与所述输送板固定连接;
10、所述吸附腔体内设置有吸附液体,所述吸附腔体的顶部连通设置有加液管,底部连通设置有排液管,所述加液管和所述排液管上均设置有控制阀。
11、本发明进一步设置为,还包括有双轴电机,所述双轴电机上设置有第一输出轴和第二输出轴,所述第一输出轴的末端设置有增速齿轮箱,所述增速齿轮箱上设置有驱动输出轴,所述驱动输出轴与所述风机体相连,且用于驱动所述风机体。
12、本发明进一步设置为,所述第一输出轴的中部设置有主动齿轮,靠近所述双轴电机的所述输送辊的端部设置有被动齿轮,所述被动齿轮位于所述输送板的外侧,所述主动齿轮与所述被动齿轮之间设置有传动链条;
13、所述第二输出轴的末端设置有主动锥齿,所述送料盘的底部同轴设置有转动柱,所述转动柱活动穿过所述支撑板,所述转动柱的底部设置有与所述主动锥齿相啮合的被动锥齿。
14、本发明进一步设置为,所述输送带包括有第一输送部和位于所述第一输送部x侧的第二输送部,所述第一输送部延所述输送辊的轴心方向的投影与所述第二输送部延所述输送辊的轴心方向的投影相重合,所述穿屑孔均位于所述第一输送部上;
15、所述吸风罩体在竖直方向上的投影位于所述第一输送部在竖直方向上的投影内,所述吹风罩体呈倾斜状朝向所述第一输送部的顶部,用于将瓶盖吹至所述第二输送部;。
16、位于x侧的所述输送板的内侧倾斜设置有若干个回弹件,所述回弹件的自由端朝向所述输送带顶部运动方向的下游,且所述回弹件的自由端位于所述第一输送部与所述第二输送部连接处的上方。
17、本发明进一步设置为,所述吹风罩体的纵截面为等腰梯形,所述等腰梯形的下底与所述出风管连接,所述出风口位于所述等腰梯形的上底处;
18、所述吹风罩体内设置有纵截面为弧形的均匀件,所述均匀件的两端分别与所述吹风罩体的两端内壁连接,两侧均与所述吹风罩体的内壁之间具有设定距离,且所述均匀件纵截面的开口朝向所述出风管;
19、所述吹风罩体的内壁呈对称状倾斜设置有两个导向部,两个所述导向部的外侧分别连接于所述等腰梯形的两个腰,内侧均朝向所述出风口;
20、所述吹风罩体的内壁还倾斜设置有若干个导风部,所述导风部的底部位于所述出风口处,两侧均与所述吹风罩体的内壁连接,顶部与所述导向部之间具有设定间距,所述导风部用于吹动瓶盖向下游活动。
21、本发明进一步设置为,贯穿两个所述支撑板倾斜开设有长条形的张紧孔,所述张紧孔靠近所述送料盘的一端高于所述张紧孔远离所述送料盘的一端,水平穿过两个所述张紧孔设置有张紧杆,所述张紧杆的外壁设置有张紧辊,所述张紧辊作用于所述输送带底部的内壁,且所述输送带呈倒三角形;
22、还包括有两个呈矩形的滑动块,所述张紧杆穿过两个所述滑动块,且与两个所述滑动块转动连接,两个所述滑动块分别活动贴合于两个所述支撑板的外侧,所述支撑板的外侧相向设置有两个截面为l字形的滑动轨,所述滑动块的外侧和边缘均活动贴合于所述滑动轨的内壁;
23、所述张紧杆的两端均同轴固定设置有张紧轮,所述支撑板的外侧倾斜设置有张紧轨,所述张紧轮活动抵触于所述张紧轨,且所述张紧轮与所述张紧辊之间的活动摩擦力用于张紧所述输送带。
24、本发明还提供了一种使用如上任一项所述的基于塑料件的转料组件进行转料的工艺及瓶盖模压机,包括以下步骤:
25、s1,瓶盖生产完成后,落入到传料缺口中;
26、s2,传料盘转动,使得瓶盖在传料缺口和第一限位轨的限位作用下进行活动;
27、s3,瓶盖运动至传料盘和送料盘中心的连线上,瓶盖在离心力作用下进入到送料缺口中,并随着送料盘进行活动;
28、s4,瓶盖在送料盘和第二限位轨的限位作用下向前活动;
29、s5,瓶盖与第二限位轨分离处,瓶盖处于送料盘的切线位置处,瓶盖在离心力作用下从送料缺口和支撑板上向外活动,并落下在输送带上;
30、s6,输送辊驱动输送带活动,输送带将瓶盖向下游驱动;在瓶盖移动过程中,输送板的两侧对瓶盖起到限位的作用,吸风结构使得吸风罩体内形成负压,上方的空气通过穿屑孔向下活动,同时将瓶盖侧部和底部的塑料屑吸入到吸风罩体内。
31、本发明还提供了一种瓶盖模压机,包括如上任一项所述的基于塑料件的转料组件。
32、与现有技术相比,本发明提供了基于塑料件的转料组件,在瓶盖生产完成后,落入到传料缺口中;传料盘转动(其中传料盘的转动动力既可以是单独设置的电机,也可以是在在转动柱和传料盘底部的柱子上均具有齿轮,然后两个齿轮相啮合,同时传料盘和送料盘是反向、同速转动,二者直径也相等,这样可以实现较高的同步度),使得瓶盖在传料缺口和第一限位轨的限位作用下进行活动;瓶盖运动至传料盘和送料盘中心的连线上,瓶盖在离心力作用下进入到送料缺口中(其中优选为第二限位轨顶部有一段是延伸在传料盘的上方,这样第二限位轨与传料盘之间是不相互作用,同时瓶盖的厚度大于传料盘,如此第二限位轨还能够对瓶盖起到一个驱动作用,使得瓶盖能够更为稳定的进入到第二限位轨和送料盘之间),并随着送料盘进行活动;之后瓶盖在送料盘和第二限位轨的限位作用下向前活动;在瓶盖与第二限位轨分离处,瓶盖恰好处于送料盘的切线位置处,瓶盖在离心力作用下从送料缺口和支撑板上向外活动,并落下在输送带上;输送辊驱动输送带活动,输送带将瓶盖向下游驱动;在瓶盖移动过程中,输送板的两侧对瓶盖起到限位的作用,吸风结构使得吸风罩体内形成负压,上方的空气通过穿屑孔向下活动,同时将瓶盖侧部和底部的塑料屑吸入到吸风罩体内。由于吸风罩能够将瓶盖上的塑料屑进行吸附,因此可以较好的防止塑料屑进入到药瓶或食品中,保证了安全性,同时也能够较好的防止塑料屑进入到设备中,使得使用效果更佳。其中塑料碎屑主要是与传料盘和送料盘之间产生,因此空气在向下流动的时候,能够较好的将塑料屑吸附走。
- 还没有人留言评论。精彩留言会获得点赞!