一种注塑机射出速度闭环控制系统及方法与流程
本发明涉及注塑,具体涉及一种注塑机射出速度闭环控制系统及方法。
背景技术:
1、随着社会快速发展,人们对注塑产品的应用越来越多样化,部分产品对成型工艺也越来越高,机器设备所处环境的变化(昼夜温差、油温变化等因素)会影响这类产品成型,进而对注塑机控制也要求越苛刻;为达到产品正常稳定的成型,注塑材料需要在模腔内保持充分的流动状态,否则受到外部条件变化影响,进一步影响模温和油温,导致注塑过程中,胶体与模具的接触面会产生固化层;故在射出过程中,需要保证射出速度的稳定性,避免产生固化层,进而达到产品稳定成型的目的;由于普通液压注塑机射出采用压力闭环模式,在外部条件变化时,很容易影响每段射出的速度,最终将导致成品的表面产生流纹、料花等不良现象,无法满足产品要求。
2、即现在技术存在如下不足:
3、(1)对环境敏感:注塑机设备对环境因素(如昼夜温差、油温变化等)敏感,这些因素会影响产品的成型工艺,使得对注塑机的控制需求变得更为严格;
4、(2)材料流动性问题:注塑材料需要在模腔内保持充分的流动状态,否则会受到外部条件变化的影响,进一步影响模温和油温,导致注塑过程中胶体与模具的接触面产生固化层;
5、(3)射出速度稳定性:在射出过程中,需要保证射出速度的稳定性,否则会产生固化层,影响产品的稳定成型;
6、(4)压力闭环模式的限制:普通液压注塑机在射出时采用的是压力闭环模式,这在外部条件变化时,很容易影响每段射出的速度,最终可能导致成品的表面产生流纹、料花等不良现象,无法满足产品的质量要求。
7、因此,现有技术存在不足,需要进一步改进。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种注塑机射出速度闭环控制系统及方法。
2、为实现上述目的,本发明的具体方案如下:
3、本发明提供一种注塑机射出速度闭环控制系统,该系统包括:
4、人机操作界面,用于配置各段射出、加料、松退的压力值、速度值、完成位置值;
5、ethernet通讯接口,用于数据的传输;
6、mcu,用于接收人机操作界面传输的数据并处理;
7、fpga,用于接收mcu处理后的数据并实现对机器的控制;
8、fmc总线,用于mcu和fpga之间的数据交互。
9、进一步地,所述mcu和fpga之间通过fmc总线连接。
10、进一步地,所述fpga通过采集的射出位置值实时反馈至mcu,mcu通过位移和时间计算射出速度。
11、进一步地,当射出速度和设定速度产生差异时,mcu内通过pid算法计算出下一个驱动速度,再次发送至fpga以此控制实际速度的稳定性。
12、进一步地,该系统进一步包括一个机器学习模块,用于根据历史射出数据进行学习,预测下一次射出的最优速度和压力值,所述机器学习模块通过fmc总线和fpga进行数据交换;
13、所述机器学习模块包括一个深度神经网络,用于处理大量的历史射出数据,以提高射出速度和压力值的预测准确性,从而优化注塑过程,提高产品质量。
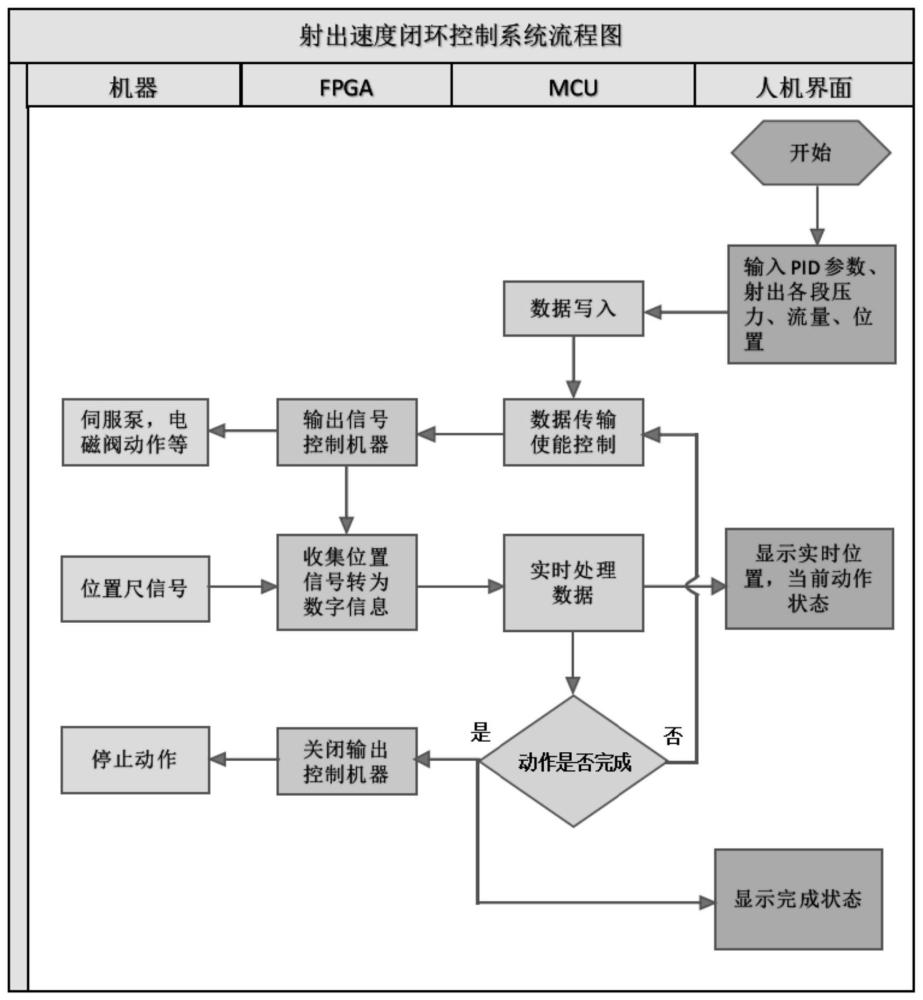
14、本发明还提供一种注塑机射出速度闭环控制方法,该方法包括以下步骤:
15、s1,在人机操作界面上配置各段射出、加料、松退的压力值、速度值、完成位置值;
16、s2,数据通过ethernet通讯传输至mcu;
17、s3,mcu将数据处理后配置到fpga;fpga实现对机器的控制。
18、进一步地,步骤s3还包括如下步骤:
19、s301,采集历史射出数据,通过机器学习模块进行学习和预测,得到下一次射出的最优速度和压力值;
20、s302,机器学习模块通过fmc总线将预测的最优速度和压力值发送至fpga。
21、所述机器学习模块包括一个深度神经网络,用于处理大量的历史射出数据,以提高射出速度和压力值的预测准确性,从而优化注塑过程,提高产品质量。
22、进一步地,在人机操作界面上配置的数据包括射出的速度值和压力值。
23、进一步地,mcu处理数据包括pid参数的计算。
24、进一步地,fpga实现对机器的控制包括对电磁阀的通断操作和伺服泵的压力、流量控制。
25、进一步地,fpga通过采集的射出位置值实时反馈至mcu,mcu通过位移和时间计算射出速度;
26、当射出速度和设定速度产生差异时,mcu内通过pid算法计算出下一个驱动速度,再次发送至fpga以此控制实际速度的稳定性。
27、采用本发明的技术方案,具有以下有益效果:
28、1.提供一种在人机界面上配置基本数据,通过ethernet通讯传输至mcu,mcu将数据处理后配置到fpga,并最终实现对机器控制的方法;能闭环控制机器射出速度并保证最终产品重复精度,以解决传统压力闭环射出下,部分注塑产品一致性差的问题;
29、2.利用编程技术(如:c、c++、vc++、verilog、vhdl等),为工业控制系统开发闭环控制射速的功能;用户在注塑机人机操作界面上配置各段射出、加料、松退的压力值、速度值、完成位置值,系统将根据所设置的数据对机器进行控制,并最终生产出塑胶产品;
30、3.将对射出速度控制采用闭环方式,提高各段射出速度的稳定性和一致性;
31、4.将对电磁阀的通断操作和伺服泵的压力、流量控制统一至fpga上并行处理,提高输出端的同步性、一致性;
32、5.用户可以按生产需求分段配置压力、流量,且各段能同时控制多个电磁阀通段。
技术特征:
1.一种注塑机射出速度闭环控制系统,其特征在于,该系统包括:
2.根据权利要求1所述的注塑机射出速度闭环控制系统,其特征在于,
3.根据权利要求1所述的注塑机射出速度闭环控制系统,其特征在于,
4.一种注塑机射出速度闭环控制方法,其特征在于,该方法包括以下步骤:
5.根据权利要求4所述的注塑机射出速度闭环控制方法,其特征在于,步骤s3还包括如下步骤:
6.根据权利要求5所述的注塑机射出速度闭环控制方法,其特征在于,所述机器学习模块包括一个深度神经网络,用于处理大量的历史射出数据,以提高射出速度和压力值的预测准确性,从而优化注塑过程,提高产品质量。
7.根据权利要求4所述的注塑机射出速度闭环控制方法,其特征在于,
8.根据权利要求7所述的注塑机射出速度闭环控制方法,其特征在于,
9.根据权利要求8所述的注塑机射出速度闭环控制方法,其特征在于,
10.根据权利要求9所述的注塑机射出速度闭环控制方法,其特征在于,
技术总结
本发明提供一种注塑机射出速度闭环控制方法及系统,包括:人机操作界面,用于配置各段射出、加料、松退的压力值、速度值、完成位置值;MCU,用于接收人机操作界面传输的数据并处理;Ethernet通讯接口,用于人机界面和MCU之间的数据传输;FPGA,用于接收MCU处理后的数据并实现对机器的控制;FMC总线,用于MCU与FPGA之间的数据交互。本发明提供一种在人机界面上配置基本数据,通过Ethernet通讯传输至MCU,MCU将数据处理后通过FMC总线配置到FPGA,并最终实现对机器控制的方法;能闭环控制机器射出速度并保证最终产品重复精度,以解决传统压力闭环射出下,部分注塑产品一致性差的问题。
技术研发人员:岳韬,黄华刚,马晓刚,陈如阳
受保护的技术使用者:深圳市亚启科技有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!