一种滤袋缝合区贴胶方法与流程
本发明涉及布袋除尘器滤袋的制作,尤其涉及一种滤袋缝合区贴胶方法。
背景技术:
1、布袋除尘器的滤袋是一种常用的耗材,滤袋一般采用无纺布成型,滤袋包括袋底和袋体,袋底和袋体之间、袋体和袋口之间一般都采用针线缝合,缝合后的区域会存在针孔,缝合区一般有位于袋口或者袋底的环形缝合区,也有位于袋身的纵向条形缝合区,粉尘可能穿过针孔而影响了整个滤袋的过滤效率,因此,目前的常规做法是缝制后再人工对缝制区域进行涂胶,利用胶水封堵针孔,但是这种操作比较麻烦,需要人工操作,并且涂胶也并不均匀。
2、而目前有一种热熔胶带,胶带加热后就会产生粘性,若是利用该胶带粘附在缝合区的话,那么可以保证针孔的封堵均匀性,因此亟需一种贴胶机来实现胶带的自动贴胶方法,来满足胶带的自动贴胶要求。
技术实现思路
1、本发明所要解决的技术问题是:提供一种滤袋缝合区贴胶机,该贴胶机能够对滤袋的缝合区进行自动贴胶,替代了人工,提高了贴胶的质量和效率。
2、为解决上述技术问题,本发明的技术方案是:一种滤袋缝合区贴胶方法,该贴胶方法包括以下步骤:
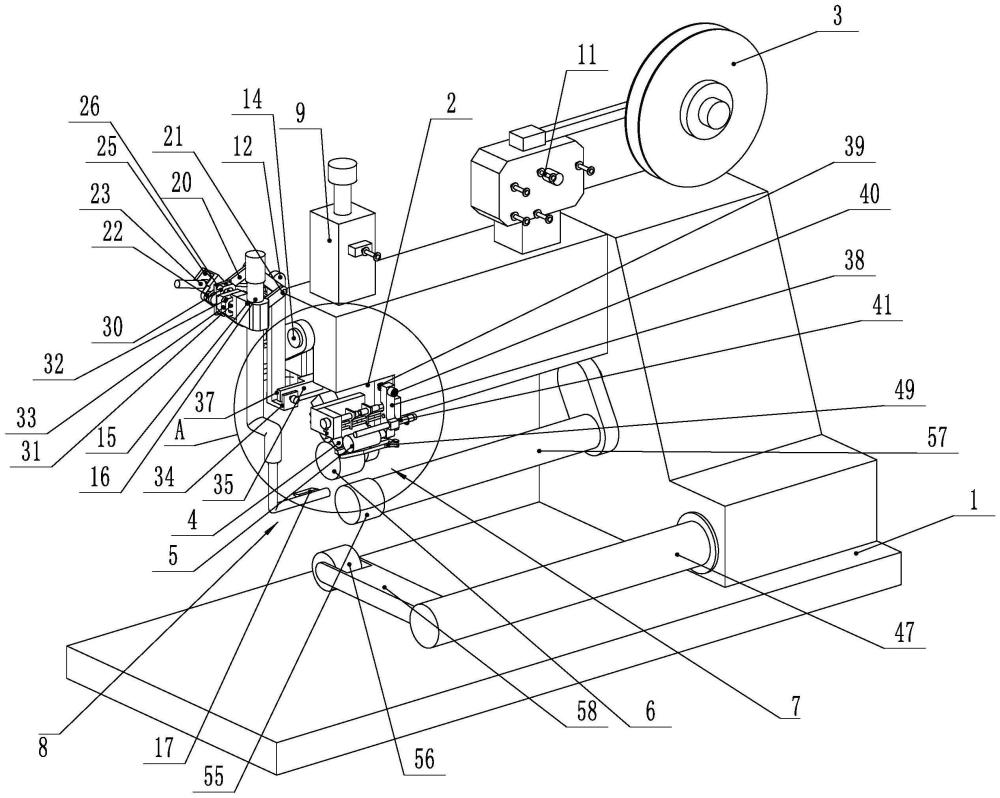
3、s1、提供一个滤袋缝合区贴胶机,包括机座,所述机座上竖直滑动安装有竖直升降座,所述机座上设置有驱动竖直升降座竖直升降的升降动力装置,所述机座上转动安装有放卷胶带的放卷盘,所述竖直升降座的下端转动安装主动输送辊和从动输送压辊,所述主动输送辊由输送动力装置驱动旋转,主动输送辊和从动输送压辊之间形成了输送间隙,所述竖直升降座上位于输送间隙的下方设置有贴胶压辊,所述机座上安装有用于方便支撑滤袋缝合区的撑袋压辊,所述贴胶压辊与撑袋压辊配合形成了贴胶区域,所述贴胶压辊与撑袋压辊相互配合将胶带贴合在滤袋缝合区上,所述机座上设置有对胶带进行剪断的剪断装置,所述剪断装置设置于输送间隙和贴胶压辊之间,所述竖直升降座上还设置有切断或者传递主动输送辊和贴胶压辊之间动力的传动离合结构;所述竖直升降座上还活动安装有对贴胶区域进行热风加热的热风加热装置,热风加热装置在加热工位和避让工位往复切换;
4、s2、将胶带卷放置在放卷盘上,将胶带的端部牵引穿过主动输送辊和从动输送辊之间的输送间隙,将胶带的端部贴靠的贴胶压辊上;
5、s3、启动贴胶机,热风加热装置预热到达设定的温度;
6、s4、将滤袋套在撑袋压辊上使贴胶区域位于撑袋压辊和贴胶压辊之间;
7、s5、升降动力装置驱动竖直升降座下降使贴胶压辊将胶带压在滤袋的缝合区;热风加热装置移动到加热工位使出风口对准缝合区的胶带;
8、s6、启动传动离合结构,该传动离合结构将主动输送辊的动力传递给贴胶压辊上,贴胶压辊旋转将胶带压在滤袋的缝合区的同时,操作者推动滤袋使滤袋的缝合区随贴胶压辊一起运动,完成一个滤袋的缝合区的贴胶,贴胶完成后剪断装置将胶带剪断;
9、s7、传动离合结构断开动力,同时,热风加热装置运动到避让工位;待热风加热装置到达避让工位后,竖直升降座带动贴胶压辊一起上升,将贴胶好的滤袋取出;
10、s8、重复步骤s4至s7完成下一个滤袋的缝合区的贴胶。
11、作为一种优选的方案,所述贴胶方法还包括环形贴胶和纵向贴胶两种方式;
12、其中所述撑袋压辊包括环形撑袋压辊和纵向撑袋压辊,所述环形撑袋压辊转动安装于环形撑袋杆的一端,环形撑袋杆的轴向方向与所述环形撑袋压辊的轴向平行,所述环形撑袋杆的另一端安装第一偏转臂,所述第一偏转臂偏转安装于所述机座上且由第一工作状态切换动力装置驱动;所述纵向撑袋压辊转动安装在第二偏转臂的一端,所述第二偏转臂的另一端连接在偏转支撑轴上,所述偏转支撑轴转动安装在所述机架上且由第二工作状态切换动力装置驱动,所述偏转支撑轴与所述第二偏转臂垂直,所述偏转支撑轴与纵向撑袋压辊的轴线平行;
13、当使用环形贴胶方式时,第一工作状态切换动力装置启动,通过第一偏转臂偏转将环形撑袋杆带动到工作状态与贴胶压辊配合,此时纵向撑袋压辊处于避让状态;滤袋的袋口或者袋底套在环形撑袋压辊上,环形贴胶时,滤袋绕环形袋身运行一周完成贴胶;
14、当使用纵向撑袋压辊时,第一工作状态切换动力装置带动第一偏转臂,环形撑袋杆处于避让状态,而纵向撑袋压辊处于工作状态,此时将滤袋纵向放置在纵向撑袋压辊上,贴胶压辊下压贴胶时操作者辅助推动滤袋纵向移动完成纵向贴胶。
15、作为一种优选的方案,所述热风加热装置采用热风加热管加热产生热空气,该热风加热管连接供气系统形成热风,热风加热管的下端设置了扁状的出风嘴;热风加热管通过前后摆架的前后摆动和左右移动机构的左右移动共同作用在加热工位和避让工位往复切换,其中前后摆架绕平行于贴胶压辊的摆动轴前后摆动。
16、作为一种优选的方案,所述的热风加热管的左右位置和上下位置可微调;所述前后摆架的下端与竖直升降座之间设置有微调前后摆架摆动幅度的摆动限位结构。
17、作为一种优选的方案,所述从动压辊转动安装在一个从动辊架上,所述从动辊架的中部铰接在机座上,所述从动输送压辊位于从动辊架的下方,所述从动辊架的上端与机座之间设置有压缩弹簧,该压缩弹簧的弹力迫使从动输送压辊与主动输送辊靠近弹性接触。
18、作为一种优选的方案,该贴胶方法中还包括对胶带进行辅助气吹的气吹管,所述气吹管安装在从动辊架上且位于输送间隙的上游,该气吹管与供气系统连通,牵引胶带时,气吹管启动将胶带的端部吹向主动输送辊和从动输送压辊之间的输送间隙,使胶带的端部可以准确通过输送间隙。
19、作为一种优选的方案,该贴胶方法中还包括对胶带进行纠偏的纠偏方法,该纠偏方法包括安装在竖直升降座上的过渡导向架,所述过渡导向架上设置有若干根过渡张紧轴,所述过渡张紧轴上轴向滑动安装有第一限位板和第二限位板,所述过渡导向架上转动安装有双头螺杆,所述第一限位板和第二限位板与双头螺杆的两段螺纹螺纹连接,通过调整双头螺杆即可调整第一限位板和第二限位板之间的间距和位置,以适应不同宽度的胶带的限位和纠偏。
20、采用了上述技术方案后,本发明的效果是:由于滤袋缝合区贴胶方法,该贴胶方法包括以下步骤:
21、s1、提供一个滤袋缝合区贴胶机,包括机座,所述机座上竖直滑动安装有竖直升降座,所述机座上设置有驱动竖直升降座竖直升降的升降动力装置,所述机座上转动安装有放卷胶带的放卷盘,所述竖直升降座的下端转动安装主动输送辊和从动输送压辊,所述主动输送辊由输送动力装置驱动旋转,主动输送辊和从动输送压辊之间形成了输送间隙,所述竖直升降座上位于输送间隙的下方设置有贴胶压辊,所述机座上安装有用于方便支撑滤袋缝合区的撑袋压辊,所述贴胶压辊与撑袋压辊配合形成了贴胶区域,所述贴胶压辊与撑袋压辊相互配合将胶带贴合在滤袋缝合区上,所述机座上设置有对胶带进行剪断的剪断装置,所述剪断装置设置于输送间隙和贴胶压辊之间,所述竖直升降座上还设置有切断或者传递主动输送辊和贴胶压辊之间动力的传动离合结构;所述竖直升降座上还活动安装有对贴胶区域进行热风加热的热风加热装置,热风加热装置在加热工位和避让工位往复切换;
22、s2、将胶带卷放置在放卷盘上,将胶带的端部牵引穿过主动输送辊和从动输送辊之间的输送间隙,将胶带的端部贴靠的贴胶压辊上;
23、s3、启动贴胶机,热风加热装置预热到达设定的温度;
24、s4、将滤袋套在撑袋压辊上使贴胶区域位于撑袋压辊和贴胶压辊之间;
25、s5、升降动力装置驱动竖直升降座下降使贴胶压辊将胶带压在滤袋的缝合区;热风加热装置移动到加热工位使出风口对准缝合区的胶带;
26、s6、启动传动离合结构,该传动离合结构将主动输送辊的动力传递给贴胶压辊上,贴胶压辊旋转将胶带压在滤袋的缝合区的同时,操作者推动滤袋使滤袋的缝合区随贴胶压辊一起运动,完成一个滤袋的缝合区的贴胶,贴胶完成后剪断装置将胶带剪断;
27、s7、传动离合结构断开动力,同时,热风加热装置运动到避让工位;待热风加热装置到达避让工位后,竖直升降座带动贴胶压辊一起上升,将贴胶好的滤袋取出;
28、s8、重复步骤s4至s7完成下一个滤袋的缝合区的贴胶;该方法将通过撑袋压辊和贴胶压辊配合对滤袋进行挤压贴胶,通过剪断装置将胶带剪断,同时对胶带加热确保胶带贴合的准确性,该贴胶机能够对滤袋的缝合区进行自动贴胶,替代了人工,提高了贴胶的质量和效率。
29、又由于所述贴胶方法还包括环形贴胶和纵向贴胶两种方式;
30、其中所述撑袋压辊包括环形撑袋压辊和纵向撑袋压辊,所述环形撑袋压辊转动安装于环形撑袋杆的一端,环形撑袋杆的轴向方向与所述环形撑袋压辊的轴向平行,所述环形撑袋杆的另一端安装第一偏转臂,所述第一偏转臂偏转安装于所述机座上且由第一工作状态切换动力装置驱动;所述纵向撑袋压辊转动安装在第二偏转臂的一端,所述第二偏转臂的另一端连接在偏转支撑轴上,所述偏转支撑轴转动安装在所述机架上且由第二工作状态切换动力装置驱动,所述偏转支撑轴与所述第二偏转臂垂直,所述偏转支撑轴与纵向撑袋压辊的轴线平行;
31、当使用环形贴胶方式时,第一工作状态切换动力装置启动,通过第一偏转臂偏转将环形撑袋杆带动到工作状态与贴胶压辊配合,此时纵向撑袋压辊处于避让状态;滤袋的袋口或者袋底套在环形撑袋压辊上,环形贴胶时,滤袋绕环形袋身运行一周完成贴胶;
32、当使用纵向撑袋压辊时,第一工作状态切换动力装置带动第一偏转臂,环形撑袋杆处于避让状态,而纵向撑袋压辊处于工作状态,此时将滤袋纵向放置在纵向撑袋压辊上,贴胶压辊下压贴胶时操作者辅助推动滤袋纵向移动完成纵向贴胶;对应不同的滤袋采用不同的撑袋压辊,这样能方便贴胶加工,提高装置加工的多样性。
33、又由于所述热风加热装置采用热风加热管加热产生热空气,该热风加热管连接供气系统形成热风,热风加热管的下端设置了扁状的出风嘴;热风加热管通过前后摆架的前后摆动和左右移动机构的左右移动共同作用在加热工位和避让工位往复切换,其中前后摆架绕平行于贴胶压辊的摆动轴前后摆动;这样热风能对胶带有效加热使滤袋贴胶处密封性更好,贴胶效果提升,同时前后摆架也能使出风嘴能处于贴胶区域前方,确保吹风的准确。
34、又由于所述的热风加热管的左右位置和上下位置可微调;所述前后摆架的下端与竖直升降座之间设置有微调前后摆架摆动幅度的摆动限位结构,这样就能对出风嘴的位置进行准确调整,使出风嘴能准确移动至靠近贴胶区域处,提高加热效果。
35、又由于所述从动压辊转动安装在一个从动辊架上,所述从动辊架的中部铰接在机座上,所述从动输送压辊位于从动辊架的下方,所述从动辊架的上端与机座之间设置有压缩弹簧,该压缩弹簧的弹力迫使从动输送压辊与主动输送辊靠近弹性接触;确保在主动输送辊与从动输送压辊能准确挤压输送胶带,同时还能使从动输送压辊能承受适当弹性晃动。
36、又由于该贴胶方法中还包括对胶带进行辅助气吹的气吹管,所述气吹管安装在从动辊架上且位于输送间隙的上游,该气吹管与供气系统连通,牵引胶带时,气吹管启动将胶带的端部吹向主动输送辊和从动输送压辊之间的输送间隙,使胶带的端部可以准确通过输送间隙;确保输送胶带的准确性。
37、又由于该贴胶方法中还包括对胶带进行纠偏的纠偏方法,该纠偏方法包括安装在竖直升降座上的过渡导向架,所述过渡导向架上设置有若干根过渡张紧轴,所述过渡张紧轴上轴向滑动安装有第一限位板和第二限位板,所述过渡导向架上转动安装有双头螺杆,所述第一限位板和第二限位板与双头螺杆的两段螺纹螺纹连接,通过调整双头螺杆即可调整第一限位板和第二限位板之间的间距和位置,以适应不同宽度的胶带的限位和纠偏;方便约束胶带,并进行导向,保证胶带的流动方向,同时过渡张紧轴能帮助胶带张紧,提高贴胶质量。
- 还没有人留言评论。精彩留言会获得点赞!