一种机器人自动上料镶件注塑及检测设备以及其工作方法与流程
本发明属于生产制造领域,特别涉及一种机器人自动上料镶件注塑及检测设备以及工作方法。
背景技术:
1、圆筒注塑后需要对其进行检测并将不良品进行剔除,在加工过程中以往手动装配的零部件现在往往都需求自动装配,如一个工件是由三个及以上零部件组成的,三个不同的零件需要对应三个的治具抓取,导致治具的体积变大,与之配对的机器人等设备也要变大,增加的设备的制造成本;
2、即使是相同的零件,若每次只能抓取一个零件,那么其抓取供料的效率也较低,影响后段的加工效率,因而现有的抓取治具还有待于改进;
3、加工后的产品还需要对其进行检测,传统的检测大多是人工进行,其工作效率低,且每个人都是凭经验检测,其检测标准存在一定的差异,导致其检测质量不统一,同时浪费大量的人工;
4、部分企业采用检测设备进行检测,然而机械手每次只能抓取一个产品至检测工位上,每次抓取一个、并完成一个产品检测,其检测效率较低,一次同时,企业可能加工多个型号的产品,如果每个型号均采用不同的检测设备,将导致企业的设备成本投入增加;
5、此外,机器人治具的体积、重量会影响到对应机器人的大小,治具越复杂后期的调试越麻烦,还会影响机器人的其他功能,现有的很多机器人在取件时采用气缸夹取,由于气缸的夹取需要设置气路等,需要预留一定的安装空间;
6、且在抓取不同零件时大多采用不同的抓取治具,且不同的抓取治具需要搭载不同的机械臂,不仅占地空间大,同时还增加了设备成本投入,若采用同一个机械臂,那么则需要不停的更好抓取治具,需要浪费诸多的时间,因而现有的圆筒加工、检测技术还有待于改进。
技术实现思路
1、发明目的:为了克服以上不足,本发明的目的是提供一种机器人自动上料镶件注塑及检测设备,机器人抓取机构批量化上料,同时批量化取料,加工后的产品通过泄漏检测机构进行检测,良品则通过流水线输送至指定位置,不良品则进行剔除,整个过程实现自动化,有效提高圆管的加工、检测效率。
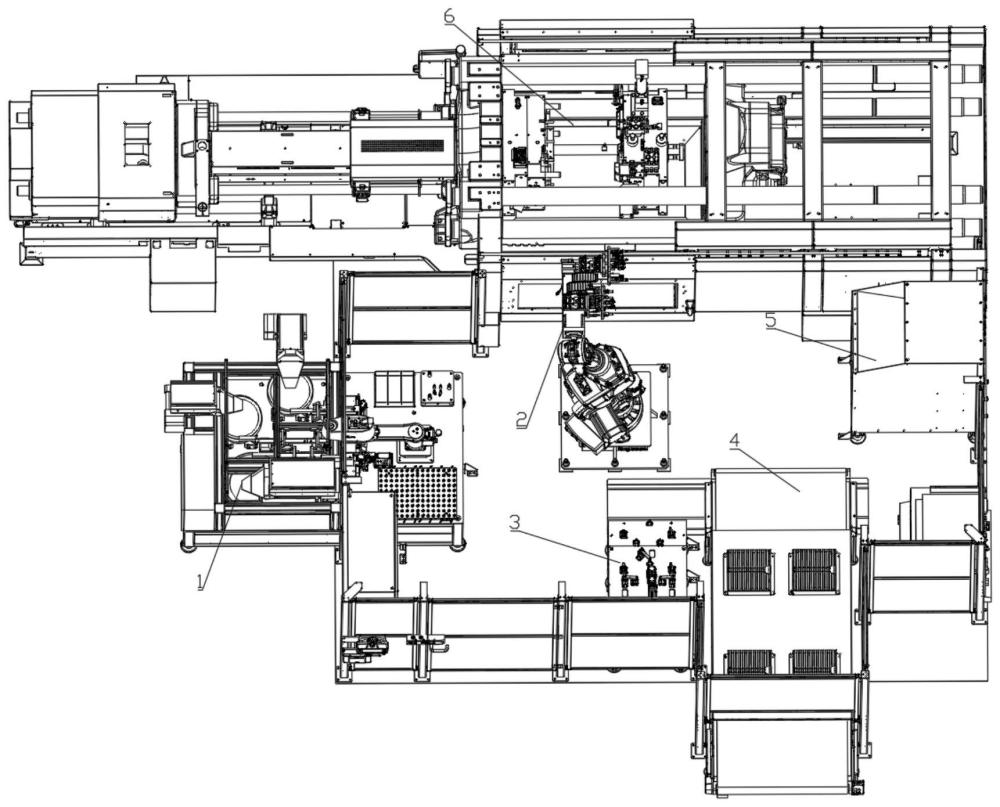
2、技术方案:为了实现上述目的,本发明提供了一种机器人自动上料镶件注塑及检测设备,包括:
3、圆筒上料装置,所述圆筒上料装置包括至少一组圆筒供料机构、上料抓取机构、筒内径检测机构和圆筒预加热平台,上料抓取机构设于圆筒供料机构的出料口处,所述圆筒内径检测机构设于上料抓取机构的一侧,所述圆筒预加热平台设于圆筒内径检测机构的一侧;
4、机器人抓取机构,所述机器人抓取机构设于圆筒上料机构的后方;
5、泄漏检测机构,所述泄露检测机构设于注塑机的一侧,并与机器人抓取机构相配合;
6、流水线,所述流水线设于泄漏检测机构的出料口一侧;
7、不良品箱,所述不良品箱设于流水线的一侧;
8、还包括注塑机,所述注塑机设于圆筒上料装置、机器人抓取机构和不良品箱的一侧。
9、本发明所述的一种机器人自动上料镶件注塑及检测设备,结构设计合理,通过圆筒上料装置能够实现对不同型号产品进行同时批量化上料,有效提高其供料效率,同时还通过筒内径检测机构对圆管的内径进行初检,先将不合格的产品去除,再通过圆筒预加热平台对合格的圆管进行预热,预热后的圆管放入注塑机模具内进行加工,在此过过程中机器人抓取机构批量化上料,同时批量化取料,加工后的产品通过泄漏检测机构进行检测,良品则通过流水线输送至指定位置,不良品则进行剔除,整个过程实现自动化,有效提高圆管的加工、检测效率,减少工作人员的工作量,可以节省大量人力资源,提升产能。
10、所述上料抓取机构包括上料抓取机械臂和上料抓取治具,所述上料抓取机械臂设于上料工作台上,所述上料抓取治具通过升降直臂与上料抓取机械臂连接。
11、所述上料抓取治具包括取料爪气缸和至少一组圆筒夹爪组件,所述圆筒夹爪组件与取料爪气缸的输出端连接。
12、所述圆筒夹爪组件包括一组圆筒夹爪,两圆筒夹爪相对设置,并通过转接架与取料爪气缸的输出端连接;所述圆筒夹爪的内侧设有至少一个圆筒夹爪凹槽。
13、所述圆筒夹爪的内侧设有第一圆筒夹爪凹槽、第二圆筒夹爪凹槽和第三圆筒夹爪凹槽,且两圆筒夹爪内的第一圆筒夹爪凹槽、第二圆筒夹爪凹槽和第三圆筒夹爪凹槽相对设置。
14、所述筒内径检测机构包括内径检测支撑座、前后驱动缸、前后驱动架、夹爪驱动缸、夹爪组件、上下驱动缸和通规导柱,所述前后驱动缸固定于内径检测支撑座上,所述前后驱动架设于前后驱动缸的输出端,所述夹爪驱动缸安装于前后驱动架上,所述夹爪组件与夹爪驱动缸连接,所述上下驱动缸设于前后驱动架上,其输出端通过连接架与通规导柱连接。
15、所述圆筒预加热平台包括加热平台,所述加热平台上设有至少一个型号的放置孔,且所述加热平台上设有加热组件。
16、所述机器人抓取机构包括抓取机械臂和磁吸取轴机器人治具,所述磁吸取轴机器人治具设于抓取机械臂上;
17、所述磁吸取轴机器人治具包括治具主框架,所述治具主框架上设有第一驱动模组和第二驱动模组;
18、取轴机构,所述取轴机构与第一驱动模组连接;
19、产品抓取机构,所述产品抓取机构与第二驱动模组连接。
20、所述取轴机构包括取轴搬运驱动板、取轴安装板、一组第一取件组件、第二取件组件和第三取件组件,所述取轴搬运驱动板与第一驱动模组的输出端连接,所述取轴安装板通过一组连接柱与取轴搬运驱动板连接,所述第一取件组件、第二取件组件和第三取件组件均安装于取轴安装板上。
21、所述第一取件组件包括第一气缸固定板、安装座、第一推料气缸、一组第一推杆、第一磁铁和第一导向柱,所述第一推料气缸固定于第一气缸固定板上,所述安装座设于取轴安装板的一侧,并通过一组连接柱与第一气缸固定板连接,所述第一推料气缸的输出端通过第一推杆与安装座连接,所述第一磁铁设于安装座上,所述第一导向柱设于第一磁铁上,且所述第一磁铁上设有金属感应器。
22、所述第二取件组件包括第二气缸固定板、至少一个第二推料气缸、至少一个第二驱动座、至少一组第二推杆、至少一组第二磁铁和一组第二导向柱,所述第二气缸固定板通过一组连接柱与取轴安装板连接,所述第二推料气缸固定于第二气缸固定板上,所述第二驱动座相对于第二推料气缸设于第二气缸固定板的另一侧,且其与第二推料气缸的输出端连接,所述第二推杆一端与第二驱动座连接,另一端与第二磁铁连接,所述第二导向柱安装于第二磁铁上,且所述第二磁铁上设有金属感应器。
23、所述第三取件组件包括第三气缸固定板、至少一个第三推料气缸、至少一个第三驱动座、至少一组第三推杆、至少一组第三磁铁和一组第三导向柱,所述第三气缸固定板通过一组连接柱与取轴安装板连接,所述第三推料气缸固定于第三气缸固定板上,所述第三驱动座相对于第三推料气缸设于第三气缸固定板的另一侧,所述第三推杆的一端与第三驱动座连接,另一端与第三磁铁连接,所述第三导向柱设于第三磁铁上,且所述第三磁铁上设有金属感应器。
24、所述产品抓取机构包括产品取料驱动板、产品取料安装板、至少一组第一取料头吸盘组件、至少一组第二取料头吸盘组件、至少一组取产品夹爪组件和产品支撑柱组件,所述产品取料驱动板与第二驱动模组的输出端连接,所述产品取料安装板通过一组连接柱与产品取料驱动板连接,所述第一取料头吸盘组件、第二取料头吸盘组件、取产品夹爪组件和产品支撑柱组件均通过转接架安装于产品取料安装板上。
25、所述泄漏检测机构包括检测工作台、一组产品定位柱、一组旋转下压气缸、下压定位组件、下压定位机构和一组顶升气缸,所述检测工作台上设有开口,所述顶升气缸通过气缸固定座固定于开口处,且两顶升气缸相对设置,所述顶升气缸上设有顶升组件,所述产品定位柱设于顶升气缸的外侧,所述旋转下压气缸设于产品定位柱的一侧,所述下压定位组件与旋转下压气缸连接,所述下压定位机构设于检测工作台上;
26、还包括样品台,所述样品台上设有一组产品定位柱,且所述检测工作台和样品台上均设有反射板和光电传感器。
27、所述顶升组件包括顶升板、顶升座和一组小型顶升缸,所述顶升板与顶升气缸的滑台连接,所述顶升座设于顶升板上方,所述小型顶升缸固定于顶升板的下方,且其输出端与顶升座连接。
28、下压定位机构包括水平驱动缸、下压驱动缸和定位柱,所述水平驱动缸设于支撑架上,所述下压驱动缸与水平驱动缸的输出端连接,所述定位柱与下压驱动缸的输出端连接。
29、上述技术方案可以看出,本发明具有如下有益效果:
30、1、本发明所述的一种机器人自动上料镶件注塑及检测设备,结构设计合理,通过圆筒上料装置能够实现对不同型号产品进行同时批量化上料,有效提高其供料效率,同时还通过筒内径检测机构对圆管的内径进行初检,先将不合格的产品去除,再通过圆筒预加热平台对合格的圆管进行预热,预热后的圆管放入注塑机模具内进行加工,在此过过程中机器人抓取机构批量化上料,同时批量化取料,加工后的产品通过泄漏检测机构进行检测,良品则通过流水线输送至指定位置,不良品则进行剔除,整个过程实现自动化,有效提高圆管的加工、检测效率,减少工作人员的工作量,可以节省大量人力资源,提升产能。
31、2、本发明通过对上料抓取机构的结构进行优化,让其能够同时抓取多个产品,有效的提高产品抓取、组装效率,同时,也可以减少抓取治具的使用,节省治具空间,减少切换、调试的时间,有效提高生产效率,同时也减少了设备投入成本。
32、3、本发明中第一圆筒夹爪凹槽、第二圆筒夹爪凹槽和第三圆筒夹爪凹槽,能够同时抓取3个商品,有效提高抓取效率。
33、4、本发明中所述第一圆筒夹爪凹槽、第二圆筒夹爪凹槽和第三圆筒夹爪凹槽的大小可以是一致的,也可以选择不一致的。若三个其夹爪凹槽的大小一直,则可以同时抓取多个同样的产品,若三个夹爪凹槽的大小不一致,则可以同时抓取三个不同的产品,让其能够根据生产的实际需要进行选择。
34、5、本发明中通过对磁吸取轴机器人治具的结构进行优化,在其上设置了取轴机构和产品抓取机构,两个机构设置于一个治具主框架上,共用一个机械臂,让其结构设计更为合理,减少占用空间,省去治具的切换时间,让其更好的满足生产的需要。
35、6、取轴机构中第一取件组件、第二取件组件和第三取件组件的设置,对取轴机构的结构进行进一步优化,能够提高其取轴效率,同时,减少治具的投入成本。
36、7、本发明中通过磁铁取代气缸夹取,实现更加快捷、方便的精定位磁吸方式,该方式占据治具空间更小,节省了气路用气量减小,使夹具其他使用气缸的机构更稳定。
- 还没有人留言评论。精彩留言会获得点赞!