全自动吹瓶机的上料机构的制作方法
本发明涉及全自动吹瓶机,具体的,涉及全自动吹瓶机的上料机构。
背景技术:
1、吹瓶机是一种通过吹塑工艺将塑料颗粒制作成中空容器的设备,大部分吹瓶机都还是二步法吹瓶机,即必须先将塑料原料做成瓶胚,然后再进行吹制,在此过程中需要使用到上料机构将瓶胚运送至吹瓶机处进行吹制。
2、目前的上料机构多使用提升机将瓶胚提升至排列部件处,通过排列部件上的两个平行设置的轨道使瓶胚依次排列,并通过回转机构带动排列好的瓶胚移动,使其至加热装置的内部加热后又移出,使用人工将瓶胚放置在吹瓶模具处,对瓶胚进行吹制。
3、在实际加工过程中,提升机上的横向设置的挡板不断的上升有时会对料斗内的瓶胚造成挤压,或者会划伤瓶胚,并且在瓶胚上升过程中使用挡板结合传送带的倾斜作用,对瓶胚进行阻挡,对瓶胚的限位并不是很稳定,会有部分瓶胚在上升过程中发生掉落,对瓶胚的输送效率较难保证,在对瓶胚进行排列的过程中也会有多余的瓶胚从排列位置滑落至料斗内部,在瓶胚掉落或滑落时可能会造成瓶胚的划伤或磕伤,对后续的瓶子吹制质量造成影响。
技术实现思路
1、本发明提出全自动吹瓶机的上料机构,解决了相关技术中使用提升机对瓶胚提升容易产生挤压以及多余瓶胚掉落时产生划伤或砸伤,影响吹制质量的问题。
2、本发明的技术方案如下:
3、全自动吹瓶机的上料机构,包括料斗,还包括:
4、架体;
5、输送带,所述输送带设置在所述架体上,所述料斗设置在所述架体的顶部并位于所述输送带的上方;
6、排列部件,所述排列部件用于对瓶胚进行排列,所述排列部件包括:
7、挡块,所述挡块设置有多个,多个所述挡块等距均匀设置在所述输送带的表面,相邻两个挡块之间的距离和瓶胚的直径相匹配;
8、限位块,所述限位块设置在所述架体上,所述限位块和所述输送带之间的距离与瓶胚的直径相匹配;
9、取瓶部件,所述取瓶部件设置有两组,两组所述取瓶部件可移动设置在所述输送带的两侧,用于将排列好的瓶胚从输送带上取下,所述取瓶部件包括:
10、移动架,所述移动架可移动设置在所述架体上;
11、升降架,所述升降架可升降设置在所述移动架上;
12、插杆,所述插杆可转动设置在所述升降架上,所述插杆的直径小于瓶胚的瓶口直径;
13、中转部件,所述中转部件设置有两组,所述中转部件和所述取瓶部件一一对应,用于对瓶胚进行中转,所述中转部件包括:
14、升降座,所述升降座可升降设置在所述架体上;
15、夹紧座,所述夹紧座可移动且可转动设置在所述升降座上;
16、夹紧组件,所述夹紧组件设置有多组,所述夹紧组件设置在所述夹紧座上,用于对瓶胚进行夹紧,所述夹紧组件包括:
17、夹板,所述夹板设置有两个,所述夹板滑动设置在所述夹紧座上;
18、双向螺杆,所述双向螺杆可转动设置在所述夹紧座上,两个所述夹板对称设置在所述双向螺杆上并和所述双向螺杆的两个螺纹段呈螺纹配合;
19、送瓶部件,所述送瓶部件用于对瓶胚进行输送,所述送瓶部件包括:
20、固定轨道,所述固定轨道设置有两个,两个所述固定轨道设置在所述架体的两侧;
21、移动轨道,所述移动轨道可移动设置在所述固定轨道上;
22、交替输送组件,所述交替输送组件设置在两个所述固定轨道之间,用于控制两个固定轨道交替输送瓶胚,所述交替输送组件包括:
23、挡料架,所述挡料架可转动设置在所述固定轨道上。
24、为保证取瓶部件取瓶时的稳定性,还包括限位组件,所述限位组件包括:
25、限位板,所述限位板可转动设置在所述架体上,所述限位板的底部和所述限位块的底部齐平。
26、为提高取瓶部件取出瓶胚时的稳定性,还包括稳定组件,所述稳定组件包括:
27、限位座,所述限位座可升降设置在所述架体的顶部,所述限位座上开设有和瓶胚匹配的限位槽。
28、为提高料斗内瓶胚的下落速度,避免其产生堵塞,还包括搅动组件,所述搅动组件包括:
29、搅动轴,所述搅动轴和所述限位座连接;
30、搅动杆,所述搅动杆设置有多个,所述搅动杆设置在所述搅动轴上。
31、为对瓶胚内部进行预热,还包括预热部件,所述预热部件包括:
32、加热腔,所述加热腔和多个所述插杆连通,所述插杆为中空结构,所述插杆上开设有多个加热孔;
33、加热器,所述加热器设置在所述加热腔的内部。
34、本发明的工作原理及有益效果为:
35、1、本发明中,瓶胚放置在料斗内部,通过料口落在输送带上,随着输送带的回转,带动瓶胚向前移动,通过限位块对瓶胚进行限位,当瓶胚恰好处于两个挡块之间时才可通过,将处于挡块上方的瓶胚拨动至挡块之间,以此实现对瓶胚的排列,通过插杆插入瓶胚的内部以及插杆的转动,将瓶胚从输送带上取下,对瓶胚进行后续的输送,输送带处于水平位置,同时限位块和限位板对瓶胚进行限位,避免瓶胚从输送带上掉落,从而减少了瓶胚的划伤。
36、2、本发明中,通过挡块和限位块的作用实现多个瓶胚的依次排列,避免了瓶胚的堆积,从而便于后续对瓶胚的运输和处理,并且限位块和限位板与挡块配合对瓶胚进行限位,同时通过夹紧组件对瓶胚进行夹紧,保证了瓶胚在运输过程中的稳定性,避免了瓶胚掉落的现象。
37、3、本发明中,通过两侧插杆的配合,可对开口朝向相反的瓶胚进行取瓶,同时通过插杆的转动使瓶胚的瓶口朝下,再通过夹紧座和夹紧组件的翻转使瓶胚瓶口朝上放置在固定轨道上,运输至加热区域和吹制区域,保证了瓶胚的一致性。
38、4、本发明中,通过加热器可对加热腔以及插杆内进行加热,从而通过插杆对瓶胚的内部进行预热,对比现有技术中加热区域只能对瓶胚外部进行加热的方式,该方案对瓶胚的加热效果更好,从而提高了吹制质量。
39、5、因此,对比现有技术中使用提升机对瓶胚进行上料的方式,该方案使瓶胚水平排列,同时通过限位板对瓶胚进行限位,避免了瓶胚在运输中的晃动和掉落,使用插杆伸入瓶胚的内部,也能较好地保证瓶胚的稳定性,在中转通过夹紧组件对瓶胚进行夹紧,同样保证了瓶胚的稳定性,在整个上料过程中瓶胚处于稳定状态,减少了滚落和划伤,并且通过加热器和插杆对瓶胚的内部进行预热,保证了吹制的质量。
技术特征:
1.全自动吹瓶机的上料机构,包括料斗(1),其特征在于,还包括:
2.根据权利要求1所述的全自动吹瓶机的上料机构,其特征在于,所述中转部件包括:
3.根据权利要求2所述的全自动吹瓶机的上料机构,其特征在于,所述夹紧组件包括:
4.根据权利要求3所述的全自动吹瓶机的上料机构,其特征在于,所述送瓶部件包括:
5.根据权利要求4所述的全自动吹瓶机的上料机构,其特征在于,所述交替输送组件包括:
6.根据权利要求5所述的全自动吹瓶机的上料机构,其特征在于,还包括限位组件,所述限位组件包括:
7.根据权利要求6所述的全自动吹瓶机的上料机构,其特征在于,还包括稳定组件,所述稳定组件包括:
8.根据权利要求7所述的全自动吹瓶机的上料机构,其特征在于,还包括搅动组件,所述搅动组件包括:
9.根据权利要求8所述的全自动吹瓶机的上料机构,其特征在于,还包括预热部件,所述预热部件包括:
技术总结
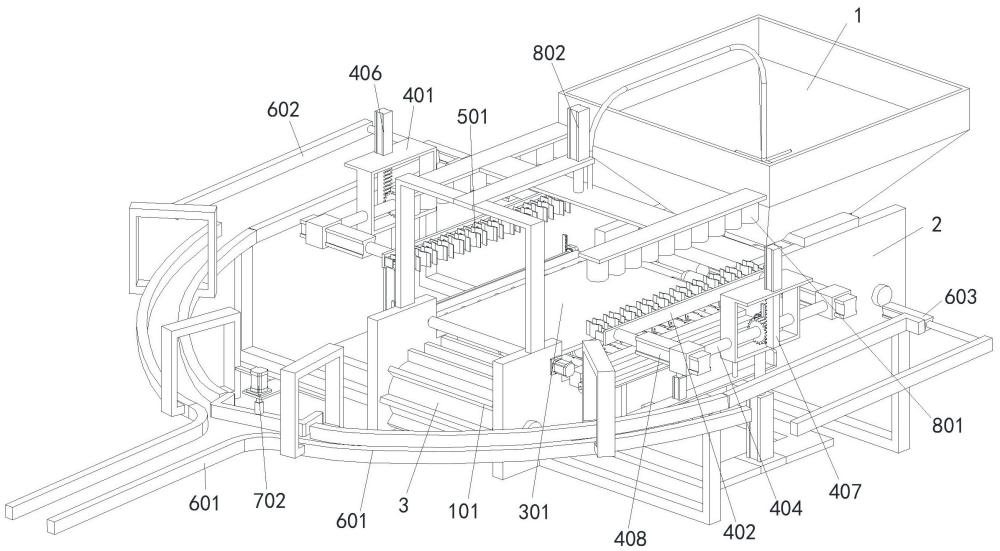
本发明涉及全自动吹瓶机技术领域,提出了全自动吹瓶机的上料机构,包括料斗,还包括架体、输送带、排列部件、取瓶部件、中转部件和送瓶部件,输送带设置在架体上,料斗设置在架体的顶部并位于输送带的上方,排列部件用于对瓶胚进行排列,排列部件包括挡块和限位块,取瓶部件设置有两组,两组取瓶部件可移动设置在输送带的两侧,用于将排列好的瓶胚从输送带上取下,取瓶部件包括移动架、升降架和插杆,中转部件设置有两组,中转部件和取瓶部件一一对应,用于对瓶胚进行中转,送瓶部件用于对瓶胚进行输送。通过上述技术方案,解决了现有技术中使用提升机对瓶胚提升容易产生挤压以及多余瓶胚掉落时产生划伤或砸伤,影响吹制质量的问题。
技术研发人员:王贵卿,王文杰,陈兴旺
受保护的技术使用者:沧州东盛塑料有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!